1.本发明涉及一种基于多重频率补偿的快响应温度传感器,尤其涉及适用于高频脉动气流温度的测量的传感器,属于温度测量领域。
背景技术:
2.在航空涡轮发动机、脉冲爆震发动机、装甲车发动机等的研制、生产试验中,气流温度都是关键的测试参数,通常用来进行发动机性能评估、状态监控等。在某些情况下,气流温度会发生高频脉动,脉动频率可达上千赫兹,传统的热电偶、热电阻等温度传感器无法满足高频响的需求,工业中最细的热电偶,频响仅能达到几十赫兹,而热电阻由于受到基体的影响,频响更低。非接触式温度仪器理论上可以达到较高的频响,但测量误差较大,目前尚未进入实用化的阶段,而且其响应时间也受仪器解调算法的影响。
技术实现要素:
3.本发明的主要目的是提供一种基于多重频率补偿的快响应温度传感器,基于多重频率补偿实现高频脉动气流温度的快速测量与分析。
4.本发明的目的是通过下述技术方案实现的:
5.本发明公开的基于多重频率补偿的快响应温度传感器,包括粗丝热电偶、细丝热电偶、支撑偶丝、绝缘瓷管、外壳和数据采集处理系统。粗丝热电偶、细丝热电偶分别与支撑偶丝连接,支撑偶丝穿入绝缘瓷管,绝缘瓷管连同粗丝热电偶、细丝热电偶和支撑偶丝一起穿入外壳,支撑偶丝的尾部接入数据采集处理系统。通过数据采集处理系统进行多重频率补偿,进而实现高频脉动气流温度的快速测量与分析。
6.所述温度传感器粗丝热电偶与细丝热电偶的直径之比在1.5~3.5的范围内,粗丝热电偶的直径最大不超过支撑偶丝的直径在的范围内,支撑偶丝的最大跨度与其所支撑的热电偶直径之比在20~30的范围内,支撑偶丝的轴向长度在3mm~10mm的范围内,粗丝热电偶与细丝热电偶的轴向距离为1mm~2mm。
7.作为优选,粗丝热电偶、细丝热电偶分别通过焊接的方式与支撑偶丝连接,粗丝热电偶与细丝热电偶均采用平行对焊,无热接点。
8.所述多重频率补偿方法,包括如下步骤:
9.步骤一:根据温度传感器的实测结果,由数据采集处理系统对结果进行第一次频率补偿,补偿后的温度t
g1
用计算,其中v为气流速度,m为常数,t1、t2分别为细丝热电偶和粗丝热电偶的实测温度序列,d1、d2分别为细丝热电偶和粗丝热电偶的直径。
10.步骤二:根据温度传感器的实测结果以及第一次频率补偿的结果,由数据采集处理系统对结果进行第二次频率补偿,补偿后的温度t
g2
用计算,其中t
g1
为第一次频率补偿后的温度序列,f2为二重浓缩因子,取值范围为0.55~0.75。
11.步骤三:根据温度传感器的实测结果以及第二次频率补偿的结果,由数据采集处理系统对结果进行第三次频率补偿,补偿后的温度tg用计算,其中t
g2
为第二次频率补偿后的温度序列,f3为三重浓缩因子,取值范围为0.2~0.4。
12.步骤四:经三次频率补偿后,采用19点以下的平滑滤波处理,输出高频脉动气流温度的测量与分析结果,即实现高频脉动气流温度的快速测量与分析。
13.有益效果:
14.1、解决现有技术中热电偶传感器由于自身热惯性限制而无法测量高频脉动气流温度的问题,本发明公开的基于多重频率补偿的快响应温度传感器,以不同丝径的热电偶为敏感元件测量快速变化的气流温度,采用傅立叶变换和傅立叶逆变换,并提出多重浓缩因子,对实测温度序列进行多次频率补偿,得到接近于真实气流温度的结果,避免传统热电偶测量响应慢以及非接触式方法测量准确度低的不足,具有响应快、准确度高、实用性强等优点。
15.2、本发明公开的基于多重频率补偿的快响应温度传感器,在大量试验测试与分析基础上,则有选择如下参数:温度传感器粗丝热电偶与细丝热电偶的直径之比在1.5~3.5的范围内,粗丝热电偶的直径最大不超过支撑偶丝的直径在的范围内,支撑偶丝的最大跨度与其所支撑的热电偶直径之比在20~30的范围内,支撑偶丝的轴向长度在3mm~10mm的范围内,粗丝热电偶与细丝热电偶的轴向距离为1mm~2mm;能够进一步提升温度补偿的响应速度和准确度,进而提高气流温度测量的动态与稳态精度。
附图说明
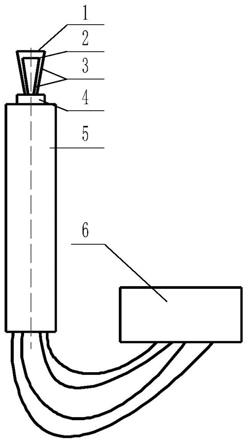
16.图1本发明的基于多重频率补偿的快响应温度传感器结构示意图。
17.其中:1—粗丝热电偶、2—细丝热电偶、3—支撑偶丝、4—绝缘瓷管、5—外壳、6—数据采集处理系统。
具体实施方式
18.为了更好地说明本发明的目的和优点,下面结合附图和实例对发明内容做进一步
说明。
19.如图1所示,本实例公开的基于多重频率补偿的快响应温度传感器,包括粗丝热电偶1、细丝热电偶2、支撑偶丝3、绝缘瓷管4、外壳5、数据采集处理系统6。
20.细丝热电偶2的直径取粗丝热电偶1的直径取细丝热电偶2的支撑偶丝3轴向长度为5mm,最大跨度为8mm,粗丝热电偶1的支撑偶丝3轴向长度为8mm,最大跨度为12mm,粗丝热电偶1与细丝热电偶2的轴向距离为1.2mm,粗丝热电偶1与细丝热电偶2均采用平行对焊,无热接点。
21.粗丝热电偶1、细丝热电偶2分别通过焊接的方式与支撑偶丝3连接,支撑偶丝3穿入四孔氧化铝绝缘瓷管4,绝缘瓷管4连同粗丝热电偶1、细丝热电偶2和支撑偶丝3一起穿入金属外壳5,并在头部与尾部实施封胶密封,封胶后将传感器置于烘箱中烘干。测量前,支撑偶丝3的尾部接入数据采集处理系统6。
22.根据温度传感器的实测结果,由数据采集处理系统6对结果进行第一次频率补偿,补偿后的温度t
g1
用计算,其中v为气流速度,m取0.5,t1、t2分别为细丝热电偶和粗丝热电偶的实测温度序列,d1、d2分别为细丝热电偶和粗丝热电偶的直径。
23.根据温度传感器的实测结果以及第一次频率补偿的结果,由数据采集处理系统6对结果进行第二次频率补偿,补偿后的温度t
g2
用计算,其中t
g1
为第一次频率补偿后的温度序列,f2为二重浓缩因子,取值为0.67。
24.根据温度传感器的实测结果以及第二次频率补偿的结果,由数据采集处理系统6对结果进行第三次频率补偿,补偿后的温度tg用计算,其中t
g2
为第二次频率补偿后的温度序列,f3为三重浓缩因子,取值为0.33。
25.实测结果经三次频率补偿后,采用13点的平滑滤波处理,输出高频脉动气流温度的测量与分析结果,即实现高频脉动气流温度的快速测量与分析。
26.以上所述的具体描述,对发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范
围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.基于多重频率补偿的快响应温度传感器,包括粗丝热电偶、细丝热电偶、支撑偶丝、绝缘瓷管、外壳和数据采集处理系统;粗丝热电偶、细丝热电偶分别与支撑偶丝连接,支撑偶丝穿入绝缘瓷管,绝缘瓷管连同粗丝热电偶、细丝热电偶和支撑偶丝一起穿入外壳,支撑偶丝的尾部接入数据采集处理系统;通过数据采集处理系统进行多重频率补偿,进而实现高频脉动气流温度的快速测量与分析;其特征在于:所述温度传感器粗丝热电偶与细丝热电偶的直径之比在1.5~3.5的范围内,粗丝热电偶的直径最大不超过支撑偶丝的直径在的范围内,支撑偶丝的最大跨度与其所支撑的热电偶直径之比在20~30的范围内,支撑偶丝的轴向长度在3mm~10mm的范围内,粗丝热电偶与细丝热电偶的轴向距离为1mm~2mm。2.如权利要求1所述的基于多重频率补偿的快响应温度传感器,其特征在于:粗丝热电偶、细丝热电偶分别通过焊接的方式与支撑偶丝连接,粗丝热电偶与细丝热电偶均采用平行对焊,无热接点。3.如权利要求1或2所述的基于多重频率补偿的快响应温度传感器,其特征在于:所述多重频率补偿方法,包括如下步骤:步骤一:根据温度传感器的实测结果,由数据采集处理系统对结果进行第一次频率补偿,补偿后的温度t
g1
用计算,其中v为气流速度,m为常数,t1、t2分别为细丝热电偶和粗丝热电偶的实测温度序列,d1、d2分别为细丝热电偶和粗丝热电偶的直径;步骤二:根据温度传感器的实测结果以及第一次频率补偿的结果,由数据采集处理系统对结果进行第二次频率补偿,补偿后的温度t
g2
用计算,其中t
g1
为第一次频率补偿后的温度序列,f2为二重浓缩因子;步骤三:根据温度传感器的实测结果以及第二次频率补偿的结果,由数据采集处理系统对结果进行第三次频率补偿,补偿后的温度t
g
用计算,即实现高频脉动气流温度的快速测量;其中t
g2
为第二次频率补偿后的温度序列,f3为三重浓缩因子。4.如权利要求3所述的基于多重频率补偿的快响应温度传感器,其特征在于:还包括步
骤四,经三次频率补偿后,采用19点以下的平滑滤波处理,输出高频脉动气流温度的测量与分析结果,即实现高频脉动气流温度的快速测量与分析。5.如权利要求3所述的基于多重频率补偿的快响应温度传感器,其特征在于:m取0.5;f2为二重浓缩因子,取值范围为0.55~0.75;f3为三重浓缩因子,取值范围为0.2~0.4。
技术总结
本发明公开的基于多重频率补偿的快响应温度传感器,属于温度测量领域。本发明包括粗丝热电偶、细丝热电偶、支撑偶丝、绝缘瓷管、外壳和数据采集处理系统。本发明以不同丝径的热电偶为敏感元件测量快速变化的气流温度,采用傅立叶变换和傅立叶逆变换,并提出多重浓缩因子,对实测温度序列进行多次频率补偿。本发明能够避免传统热电偶测量响应慢以及非接触式方法测量准确度低的不足,能够解决目前热电偶传感器由于自身热惯性限制而无法测量高频脉动气流温度的问题。本发明具有响应快、准确度高、实用性强等优点。此外,本发明在大量试验测试与分析基础上,通过参数优化选择能进一步提升温度补偿的响应速度和准确度,提升气流温度测量的效率与精度。测量的效率与精度。测量的效率与精度。
技术研发人员:赵俭 万浩涵 任怡雪 孔祥雪
受保护的技术使用者:中国航空工业集团公司北京长城计量测试技术研究所
技术研发日:2021.11.26
技术公布日:2022/3/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。