1.本发明涉及模具研合率检测领域,具体涉及一种基于图像处理的模具研合率检测方法。
背景技术:
2.生产中为描述凸模与凹模、压料块与凸模之间的间隙是否均匀,提出了研合率的概念。在生产现场,使用模具对涂有色彩的板料施压,以施压后板料表面残余涂色程度和/或模具染色程度来评价研合率。对于板料,残余涂色越浅的区域,表示研合率越高。对于模具,染色程度越深的区域表示研合率越高。在实际生产中,对于模具/板料的不同区域有着不同的研合率要求,板料成形过程中发挥作用的功能面应该以高标准进行研合,对于非功能面研合率则不作要求。一般分为无要求研合区域、轻微研合区域、一般研合区域、着重研合区域,或以上一种或多种要求。研合率是评价模具是否合格的重要指标,如果模具零件型面研合率不满足要求,会导致零件合格率降低,同一批次零件一致性较差等问题。
3.研合卡,是从模具图纸截取的一个平面视图,一般取正视图,与模具的正视图具有形状相同的关系。用来指导评价模具/板料不同区域不同的研合率要求,对应上述不同要求区域,标以不同颜色显示。
4.目前模具研合率的检测都是基于工程师目视,通过经验估算得出,缺少具体数据量化的过程,具有较大的主观性。
技术实现要素:
5.本发明旨在提供一种基于图像处理的模具研合率检测方法,该方法通过图像处理技术能够更为准确的获得模具或零件的研合率,提高检测效率,研合率评价更为客观。
6.本发明的技术方案如下:所述的基于图像处理的模具研合率检测方法,包括以下步骤:a、取涂有色彩的板料通过模具进行施压,拍摄经过施压后的模具或零件的rgb颜色空间的正视图;取上述模具或零件对应的研合卡图,作为对照图;若正视图与对照图互为镜像,则将正视图翻转,作为部件图,否则直接将正视图作为部件图;b、将部件图由rgb颜色空间转换为hsv颜色空间,得到部件hsv图像;c、对于部件hsv图像,固定h值、v值范围,s值对应轻微研合率、一般研合率、着重研合率分为三个梯度范围,分别进行二值图像转化,获得对应轻微研合率、一般研合率、着重研合率的部件二值图像,记为二值图像a、二值图像b、二值图像c;对于对照图,固定s值、v值范围,h值对应对照图上轻微研合率、一般研合率、着重研合率所标示的颜色分别选择对应范围,分别进行二值图像转化,获得对应轻微研合率、一般研合率、着重研合率的对照二值图像,记为二值图像a、二值图像b、二值图像c;d、对部件图和对照图分别建立像素坐标系,分别取部件图和对照图中模具或零件上的同一位置点,分别获取这些点在其图像中的像素坐标,部件图和对照图中分别取多个
的这种像素点,获得部件图像素坐标组和对照图像素坐标组;根据这两个像素坐标组,计算获得部件图和对照图的单应性矩阵,基于单应性矩阵对二值图像a、二值图像b、二值图像c进行透视变换,得到透视变换图像a、透视变换图像b、透视变换图像c;e、如果部件图为零件的,则将透视变换图像a、透视变换图像b、透视变换图像c进行取反操作,图像中原黑色像素点置为白色像素点,原白色像素点置为黑色像素点,得到取反图像a、取反图像b、取反图像c;f、对于部件图为零件的:将取反图像a与二值图像a进行与操作,获得与图像a;将取反图像b与二值图像b进行与操作,获得与图像b;将取反图像c与二值图像c进行与操作,获得与图像c;对于部件图为模具的:将透视变换图像a与二值图像a进行与操作,获得与图像a;将透视变换图像b与二值图像b进行与操作,获得与图像b;将透视变换图像c与二值图像c进行与操作,获得与图像c;g、将二值图像a、二值图像b、二值图像c进行与操作,获得与图像d;将与图像a中白色像素点的数量除以二值图像a中白色像素点的数量得到模具的轻微研合率;将与图像b中白色像素点的数量除以二值图像b中白色像素点的数量得到模具的一般研合率;将与图像c中白色像素点的数量除以二值图像c中白色像素点的数量得到模具的着重研合率;将与图像a、与图像b、与图像c进行与操作,获得与图像e;将与图像e中白色像素点的数量除以与图像d中白色像素点的数量得到模具的总研合率。
7.所述的步骤c中,部件hsv图像的二值图像转化的具体过程为:设定固定的h值、v值范围,将s值的取值范围按轻微研合率、一般研合率、着重研合率分为三个范围,形成三组转化参数;利用三组转化参数分别对部件hsv图像进行二值转化,h、v、s三个通道均满足范围的像素点像素值取值为255,否则取值为0,从而将hsv图像转换为单通道的二值图像。
8.所述的步骤c中,部件hsv图像s值的取值范围具体设置为:对于模具:轻微研合率30-255,一般研合率15-255,着重研合率5-255;对于零件:轻微研合率185-255,一般研合率200-255,着重研合率215-255。
9.所述的步骤c中,对照图的二值图像转化的具体过程为:固定s值、v值范围,h值对应对照图上轻微研合率、一般研合率、着重研合率所标示的颜色分别选择对应范围,形成三组转化参数;利用三组转化参数分别对对照图进行二值转化,h、v、s三个通道均满足范围的像素点像素值取值为255,否则取值为0,从而将hsv图像转换为单通道的二值图像。
10.所述的步骤c中,对照图的h值的取值范围具体设置为:轻微研合率35-77,一般研合率11-34,着重研合率0-10、156-180。
11.所述的步骤d中,部件图和对照图中模具或零件上的同一位置点分别取4-10个。
12.所述的步骤f和g中,与操作过程为:即遍历各张图像像素,当各张图像同一像素坐标值均大于0时,则将该坐标的像素值置为255,即显示白色,反之则置为0,显示黑色。
13.hsv图像中,h值范围用来判断颜色,本发明中对于部件图像,h值决定于涂料的颜色。对于研合卡图像,h值范围决定于研合卡上轻微研合率、一般研合率、着重研合率所分别标示的颜色;s值范围用来判断颜色的深浅,本发明中对于部件图像,依据统计结果得出,对于研合卡图像则取固定范围150-255。s值越大,表示颜色越深,因此对于模具检测,对应轻微研合率、一般研合率、着重研合率,s值递增,反之,对于零件检测,s值递减;v值表示明度,本发明中取最大范围0-255,这样可以减少光照对图像的影响本发明通过图像处理技术,能够更为迅速有效的获得模具或零件的轻微研合率、一般研合率、着重研合率和总研合率结果,克服了现有技术主观判断的不稳定性,更为准确有效,提升了模具检测效率,能够有效提升模具制造加工精度,同时也提升零件加工精度和效率。
附图说明
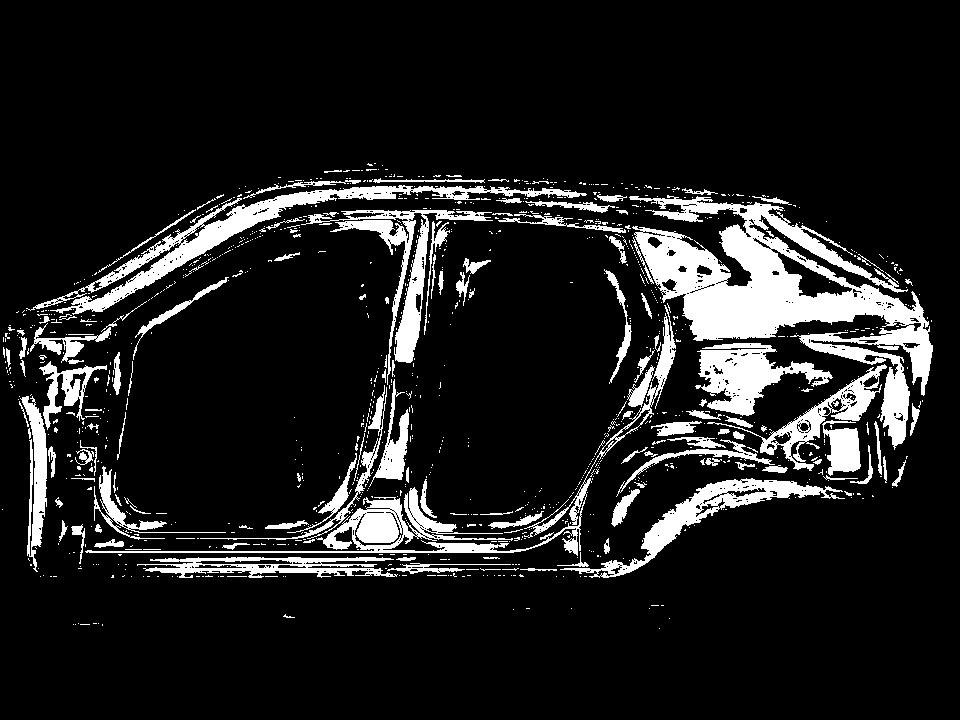
14.图1为实施例的研合卡图;图2为实施例的零件图;图3为实施例的图2经过hsv变换再转化成的二值图像;图4为实施例的图3经过透视变换的图像;图5为实施例的研合卡要求研合的区域图,对应实施例中与图像d;图6为实施例的零件符合研合要求的区域图,对应实施例中与图像e。
具体实施方式
15.下面结合附图和实施例具体说本发明。
16.实施例1所述的基于图像处理的模具研合率检测方法,包括以下步骤:a、取涂有色彩的板料通过模具进行施压,拍摄经过施压后零件的rgb颜色空间的正视图;取零件对应的研合卡图,作为对照图;若正视图与对照图互为镜像,则将正视图翻转,作为部件图,否则直接将正视图作为部件图;图1为经过取点的研合卡图像,图中绿色区域表示要求轻微研合区域,黄色区域表示要求一般研合区域,红色表示要求着重研合区域。白色为无要求研合区域;图2为零件图像,零件经过使用蓝色料均匀涂抹,并与模具冲压研合,蓝色越淡化区域表示与模具研合程度越深,图中数字表示与图1相对应的取点;b、将部件图由rgb颜色空间转换为hsv颜色空间,得到部件hsv图像;c、对于部件hsv图像,固定h值、v值范围,s值对应轻微研合率、一般研合率、着重研合率分为三个梯度范围,分别进行二值图像转化,获得对应轻微研合率、一般研合率、着重研合率的部件二值图像,记为二值图像a、二值图像b、二值图像c;其中,s值的取值范围具体设置为:轻微研合率185-255,一般研合率200-255,着重研合率215-255;对于对照图,固定s值、v值范围,h值对应对照图上轻微研合率、一般研合率、着重研合率所标示的颜色分别选择对应范围,分别进行二值图像转化,获得对应轻微研合率、一般研合率、着重研合率的对照二值图像,记为二值图像a、二值图像b、二值图像c;图1中,研合卡上的颜色分别为绿色、黄橙色、红色,范围分别为35-77,11-34,红色有两个区间(0-10,
156-180),绿色区域表示要求轻微研合区域,黄色区域表示要求一般研合区域,红色表示要求着重研合区域,白色为无要求研合区域;图3为图2经过hsv颜色空间变换,再转换为一般研合率对应的二值图像,即二值图像b;d、对部件图和对照图分别建立像素坐标系,分别取部件图和对照图中模具或零件上的同一位置点,分别获取这些点在其图像中的像素坐标,部件图和对照图中分别取7个的这种像素点,获得部件图像素坐标组和对照图像素坐标组;根据这两个像素坐标组,计算获得部件图和对照图的单应性矩阵,基于单应性矩阵对二值图像a、二值图像b、二值图像c进行透视变换,得到透视变换图像a、透视变换图像b、透视变换图像c;图4为图3经过透视变换的图像,即透视变换图像b,图像中零件的位置、大小与研合卡中零件的位置、大小基本吻合;e、将透视变换图像a、透视变换图像b、透视变换图像c进行取反操作,图像中原黑色像素点置为白色像素点,原白色像素点置为黑色像素点,得到取反图像a、取反图像b、取反图像c;f、将取反图像a与二值图像a进行与操作,获得与图像a;将取反图像b与二值图像b进行与操作,获得与图像b;将取反图像c与二值图像c进行与操作,获得与图像c;g、将二值图像a、二值图像b、二值图像c进行与操作,获得与图像d;与图像d见图5,代表研合卡要求研合的区域图;将与图像a中白色像素点的数量除以二值图像a中白色像素点的数量得到模具的轻微研合率;将与图像b中白色像素点的数量除以二值图像b中白色像素点的数量得到模具的一般研合率;将与图像c中白色像素点的数量除以二值图像c中白色像素点的数量得到模具的着重研合率;将与图像a、与图像b、与图像c进行与操作,获得与图像e;与图像e见图6,代表零件符合研合要求的区域图;将与图像e中白色像素点的数量除以与图像d中白色像素点的数量得到模具的总研合率。
17.所述的步骤c中二值图像转化的具体过程为:设定固定的h值、v值范围,将s值的取值范围按轻微研合率、一般研合率、着重研合率分为三个范围,形成三组转化参数;利用三组转化参数分别对部件hsv图像和对照图进行二值转化,h、v、s三个通道均满足范围的像素点像素值取值为255,否则取值为0,从而将hsv图像转换为单通道的二值图像。
18.本实施例中:与图像a白色像素点的数量29454,二值图像a白色像素点数量31133,得到轻微研合率94.60%;与图像b白色像素点的数量2779,二值图像b白色像素点数量3058,得到一般研合率90.87%;与图像c白色像素点的数量15303,二值图像c白色像素点数量16115,得到着重研
合率94.96%;与图像e(即图6)白色像素点的数量47536,与图像d(即图5)白色像素点数量50306,得到总研合率94.49%。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。