1.本发明属于人工门锁技术领域,具体为一种智能门锁人工门锁钣金件生产系统。
背景技术:
2.智能门锁是指区别于传统机械锁的基础上改进的,在用户安全性、识别、管理性方面更加智能化简便化的锁具。智能门锁是门禁系统中锁门的执行部件。智能门锁区别于传统机械锁,是具有安全性,便利性,先进技术的复合型锁具。磁卡、射频卡。
3.但是常见的门锁钣金件生产系统在操作时,生产的精度较低,使得生产出来的钣金件精度较低。
技术实现要素:
4.本发明的目的在于:为了解决上述提出的问题,提供一种智能门锁人工门锁钣金件生产系统。
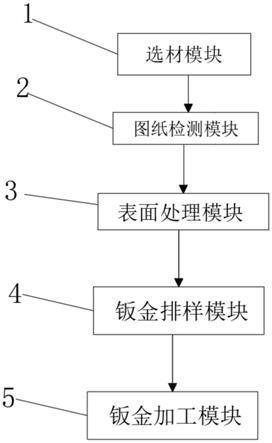
5.本发明采用的技术方案如下:一种智能门锁人工门锁钣金件生产系统,包括选材模块、图纸检测模块、表面处理模块、钣金排样模块、钣金加工模块、钳工冲床模块、钣金切割模块、钣金折弯模块、钣金焊接模块,所述选材模块的输出端连接有所述图纸检测模块的输入端,所述图纸检测模块的输出端连接有所述表面处理模块的输入端,所述表面处理模块的输出端连接有所述钣金排样模块的输入端,所述钣金排样模块的输出端连接有所述钣金加工模块的输入端;
6.所述钣金加工模块的内部设置有钳工冲床模块、钣金切割模块、钣金折弯模块和钣金焊接模块,所述钳工冲床模块、钣金切割模块、钣金折弯模块和钣金焊接模块的输出端连接有所述钣金加工模块的输入端。
7.在一优选的实施方式中,所述选材模块选取不锈钢作为型材。
8.在一优选的实施方式中,所述图纸检测模块的内部包括:检查图面是否齐全;图面视图关系标注是否清楚,齐全,标注尺寸单位;装配关系:装配要求重点尺寸;新旧版图面区别;外文图的翻译;表处代号转换;图面问题反馈与处埋;材料品质要求与工艺要求正式发行图面。
9.在一优选的实施方式中,所述表面处理模块在电泳涂料在阴阳两极的作用下,带电涂料离子移动到产品表面,沉积形成涂层。
10.在一优选的实施方式中,所述钣金排样模块的排样步骤为:首先根据bl原则将零件p排放到板材左下角,排样序列可以标出零件是否进行旋转90度的操作,负值表示旋转,正值表示不旋转,排放后记录此时板材实际使用的最大高度;然后把零件pi排入板材,首先放置到右侧最大高度位置,向左向下移动矩形件pi,先向左移动,当不能向左移动时再向下移动,当不能再向左向下移动时停止;记录此时的板材实际使用最大高度;重复第二步的操作,直到所有零件全部排入板材,记录此时的实际使用最大高度即为最终的排样图高度。
11.在一优选的实施方式中,所述钣金切割模块的在切割时先进行轨迹规划:总体流
程为∶根据所要加工的三维门锁钣金件曲面模型,将所有拼接曲面合并,再以合并结果为对象,提取需要加工的轮廓;将提取获得的轮廓离散得到轮廓数据点集,并对离散数据点进行去噪、补充和排序,以便于区分不同的轮廓环;然后,将轮廓离散点分段成各个轮廓环点集,并以轮廓环为单位,使用智能算法对轮廓环进行排序,以获得最短加工路径;最后生成激光加工刀位点。
12.在一优选的实施方式中,所述钣金折弯模块将2d的平板件,折成3d的零件;其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折;l折弯条数是t=3.0mm以下6倍板厚计算槽宽,如:t=1.0、v=6.0f=1.8、t=1.2、v=8、f=2.2、t=1.5、v=10、f=2.7、t=2.0、v=12、f=4.0l折床模具分类,直刀、弯刀铝板折弯时,有裂纹,可增加下模槽宽式增加上模r,退火可避免裂纹。
13.在一优选的实施方式中,所述钣金折弯模块在折弯时,折弯时注意事项:1.图面,要求板材厚度,数量;2.折弯方向ⅲ折弯角度;3.折弯尺寸;4.外观、电镀铬化料件不许有折痕;折弯与压铆工序关系,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯工序。
14.在一优选的实施方式中,所述所述钣金切割模块在切割时需要进行切割干涉预处理,通过判断激光头摆角变化的大小及快慢来预测干涉位置,从而适当调整激光入射角,来避免干涉。
15.在一优选的实施方式中,所述钣金切割模块具体实现方法如下;连续一段相邻激光头角度相差都较大,且这段角度中最大差值大于75度,判定为可能干涉的位置;对这段角度进行处理,最小角度加15度,最大角度减15度,中间角度逐渐过渡。
16.综上所述,由于采用了上述技术方案,本发明的有益效果是:
17.1、本发明中,切割过程中,通过对门锁钣金件的排样,记录此时的板材实际使用最大高度;重复第二步的操作,直到所有零件全部排入板材,记录此时的实际使用最大高度即为最终的排样图高度,从而使得生产出来的门锁钣金件切割精度得到了提高。
18.2、本发明中,切割时采用了激光切割,可以代替传统的模具制造来对三维门锁钣金件进行切割加工。三维激光切割技术需要解决的关键技术较为简单,加工速度快,工艺处理简单,生产制造周期短,提高了生产效率。
附图说明
19.图1为本发明的系统框图;
20.图2为本发明中钣金加工模块系统框图。
21.图中标记:1-选材模块、2-图纸检测模块、3-表面处理模块、4-钣金排样模块、5-钣金加工模块、6-钳工冲床模块、7-钣金切割模块、8-钣金折弯模块、9-钣金焊接模块。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.参照图1-2,
24.一种智能门锁人工门锁钣金件生产系统,包括选材模块1、图纸检测模块2、表面处理模块3、钣金排样模块4、钣金加工模块5、钳工冲床模块6、钣金切割模块7、钣金折弯模块8、钣金焊接模块9,其特征在于:选材模块1的输出端连接有图纸检测模块2的输入端,图纸检测模块2的输出端连接有表面处理模块3的输入端,表面处理模块3的输出端连接有钣金排样模块4的输入端,钣金排样模块4的输出端连接有钣金加工模块5的输入端;
25.钣金加工模块5的内部设置有钳工冲床模块6、钣金切割模块7、钣金折弯模块8和钣金焊接模块9,钳工冲床模块6、钣金切割模块7、钣金折弯模块8和钣金焊接模块9的输出端连接有钣金加工模块5的输入端。
26.选材模块1选取不锈钢作为型材。
27.图纸检测模块2的内部包括:检查图面是否齐全;图面视图关系标注是否清楚,齐全,标注尺寸单位;装配关系:装配要求重点尺寸;新旧版图面区别;外文图的翻译;表处代号转换;图面问题反馈与处埋;材料品质要求与工艺要求正式发行图面。
28.表面处理模块3在电泳涂料在阴阳两极的作用下,带电涂料离子移动到产品表面,沉积形成涂层。
29.钣金排样模块4的排样步骤为:首先根据bl原则将零件p排放到板材左下角,排样序列可以标出零件是否进行旋转90度的操作,负值表示旋转,正值表示不旋转,排放后记录此时板材实际使用的最大高度;然后把零件pii=1,2,
·
n排入板材,首先放置到右侧最大高度位置,向左向下移动矩形件pi,先向左移动,当不能向左移动时再向下移动,当不能再向左向下移动时到达板材边界或者被其他零件阻挡停止;记录此时的板材实际使用最大高度;重复第二步的操作,直到所有零件全部排入板材,记录此时的实际使用最大高度即为最终的排样图高度。
30.钣金切割模块7的在切割时先进行轨迹规划:总体流程为∶根据所要加工的三维门锁钣金件曲面模型,将所有拼接曲面合并,再以合并结果为对象,提取需要加工的轮廓;将提取获得的轮廓离散得到轮廓数据点集,并对离散数据点进行去噪、补充和排序,以便于区分不同的轮廓环;然后,将轮廓离散点分段成各个轮廓环点集,并以轮廓环为单位,使用智能算法对轮廓环进行排序,以获得最短加工路径;最后生成激光加工刀位点。
31.钣金折弯模块8将2d的平板件,折成3d的零件;其加工需要有折床及相应折弯模具完成,它也有一定折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折;l折弯条数是t=3.0mm以下6倍板厚计算槽宽,如:t=1.0、v=6.0f=1.8、t=1.2、v=8、f=2.2、t=1.5、v=10、f=2.7、t=2.0、v=12、f=4.0l折床模具分类,直刀、弯刀80℃、30℃铝板折弯时,有裂纹,可增加下模槽宽式增加上模r,退火可避免裂纹。
32.钣金折弯模块8在折弯时,折弯时注意事项:1.图面,要求板材厚度,数量;2.折弯方向ⅲ折弯角度;3.折弯尺寸;4.外观、电镀铬化料件不许有折痕;折弯与压铆工序关系,一般情况下先压铆后折弯,但有料件压铆后会干涉就要先折后压,又有些需折弯—压铆—再折弯工序。
33.钣金切割模块7在切割时需要进行切割干涉预处理,通过判断激光头摆角变化的大小及快慢来预测干涉位置,从而适当调整激光入射角,来避免干涉。
34.钣金切割模块7具体实现方法如下;连续一段相邻激光头角度相差都较大,且这段角度中最大差值大于75度,判定为可能干涉的位置;对这段角度进行处理,最小角度加15
度,最大角度减15度,中间角度逐渐过渡。
35.切割过程中,通过对门锁钣金件的排样,记录此时的板材实际使用最大高度;重复第二步的操作,直到所有零件全部排入板材,记录此时的实际使用最大高度即为最终的排样图高度,从而使得生产出来的门锁钣金件切割精度得到了提高,切割时采用了激光切割,可以代替传统的模具制造来对三维门锁钣金件进行切割加工。三维激光切割技术需要解决的关键技术较为简单,加工速度快,工艺处理简单,生产制造周期短,提高了生产效率。
36.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
37.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。