1.本发明涉及一种产品制造类智能排产系统,属于产品生产技术领域。
背景技术:
2.智能排产系统是基于供应链管理、生产物料清单等信息化系统,同时结合生产环节传感器实现计划与排程模型的搭建。智能排产系统对企业的高效生产是至关重要的。
3.现在的大多数生产制造企业对产品的排产上虽然使用了一部分排产系统,但是还远远没有达到智能化排产的效果。例如:
4.1、多个产品在多个不同产线上生产时,如何确定产品具体在哪个产线上生产,产线上生产位置布局;
5.2、某个产线是否处于可以生产的状态,生产的产品所要使用的工装设备是否齐套、状态是否可以用于生产使用;
6.3、可以排产几条同样的生产线;
7.4、各产品各工位操作人员按照职能分配是否能够满足需求;
8.5、各产品各工位上物料是否齐套可供生产。
9.类似上述情况可能都需要负责人一级一级地确认,当某个环节出现问题时,再向上级排产人员反映并调整排产。这种排产方式工作效率低,且易出现排产混乱的情况。
技术实现要素:
10.本发明目的是为了解决现有生产制造排产方式存在工作效率低、排产混乱的问题,提供了一种产品制造类智能排产系统。
11.本发明所述一种产品制造类智能排产系统,它包括:
12.产品基本信息输入模块,用于将产品名称、工位及操作人员信息、工位工装设备和工位物料的信息进行录入、查询和修改,录入后的信息形成数据库文件;
13.工装设备查询模块,用于对产品所需使用工装设备的种类、数量和状态进行查询,并用于查询工装设备能够满足几条生产线的需求;
14.现场环境模块,用于对生产线的配置信息进行录入,录入后的信息形成数据库文件;
15.人员信息模块,用于对人员信息和人员职能进行录入和查询;
16.智能排产模块,在产品基本信息输入模块和现场环境模块形成的数据库文件的基础上,依据工装设备查询模块和人员信息模块的信息,进行常规智能排产和临时排产;
17.所述常规智能排产根据产品名称和生产数量进行智能排产,所述临时排产根据产品名称、生产数量和生产时间进行临时排产;
18.智能排产结果和临时排产结果包括:生产线名称、工位及操作人员信息、工装设备是否满足生产需求和物料是否满足需求。
19.优选的,所述产品基本信息输入模块将产品名称进行录入时,录入内容包括:产品
名称代号、各层级代码和产品配套编号。
20.优选的,所述产品基本信息输入模块将产品名称进行查询和修改时,通过产品名称代号进行操作。
21.优选的,所述产品基本信息输入模块将工位及操作人员信息进行录入时,录入内容包括:工位编号、工位名称和工位操作人员需具备的要求。
22.优选的,所述产品基本信息输入模块将工位工装设备进行录入时,录入内容包括:工装设备名称代号、分类、状态和数量;
23.所述状态包括正常、维修和报废。
24.优选的,所述产品基本信息输入模块将工位物料进行录入时,录入内容包括:通过工位编号查询到相应工位,然后对工位所需物料的代码、名称和数量进行输入操作。
25.优选的,所述现场环境模块对生产线的配置信息进行录入时,录入内容包括:生产线名称和生产线上的工位数。
26.优选的,所述人员信息模块对人员信息进行录入时,录入内容包括:人员代码、班组和姓名,所述人员代码是考勤编号;
27.所述人员信息模块对人员职能进行录入时,录入内容包括:培训后的上岗资格。
28.优选的,它还包括权限模块,用于对系统的使用人员权限进行设置。
29.优选的,它还包括局域网模块,用于实现产品基本信息输入模块、工装设备查询模块、现场环境模块、人员信息模块和智能排产模块之间进行数据传输。
30.本发明的优点:本发明提出的一种产品制造类智能排产系统,能够使得高效率地进行排产,并能够避免当某个环节出现问题需要重新排产引起的排产混乱、效率低的问题。
附图说明
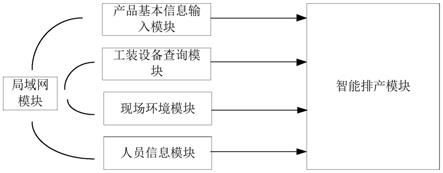
31.图1是本发明所述一种产品制造类智能排产系统的原理框图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
34.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
35.具体实施方式一:下面结合图1说明本实施方式,本实施方式所述一种产品制造类智能排产系统,它包括:
36.产品基本信息输入模块,用于将产品名称、工位及操作人员信息、工位工装设备和工位物料的信息进行录入、查询和修改,录入后的信息形成数据库文件;
37.工装设备查询模块,用于对产品所需使用工装设备的种类、数量和状态进行查询,并用于查询工装设备能够满足几条生产线的需求;
38.现场环境模块,用于对生产线的配置信息进行录入,录入后的信息形成数据库文
件;
39.人员信息模块,用于对人员信息和人员职能进行录入和查询;
40.智能排产模块,在产品基本信息输入模块和现场环境模块形成的数据库文件的基础上,依据工装设备查询模块和人员信息模块的信息,进行常规智能排产和临时排产;
41.所述常规智能排产根据产品名称和生产数量进行智能排产,所述临时排产根据产品名称、生产数量和生产时间进行临时排产;
42.智能排产结果和临时排产结果包括:生产线名称、工位及操作人员信息、工装设备是否满足生产需求和物料是否满足需求。
43.进一步的,所述产品基本信息输入模块将产品名称进行录入时,录入内容包括:产品名称代号、各层级代码和产品配套编号。
44.再进一步的,所述产品基本信息输入模块将产品名称进行查询和修改时,通过产品名称代号进行操作。
45.再进一步的,所述产品基本信息输入模块将工位及操作人员信息进行录入时,录入内容包括:工位编号、工位名称和工位操作人员需具备的要求。
46.再进一步的,所述产品基本信息输入模块将工位工装设备进行录入时,录入内容包括:工装设备名称代号、分类、状态和数量;
47.所述状态包括正常、维修和报废。
48.再进一步的,所述产品基本信息输入模块将工位物料进行录入时,录入内容包括:通过工位编号查询到相应工位,然后对工位所需物料的代码、名称和数量进行输入操作。
49.再进一步的,所述现场环境模块对生产线的配置信息进行录入时,录入内容包括:生产线名称和生产线上的工位数。
50.本实施方式中,生产线上的各工位处设置有射频存储芯片和定位装置,射频存储芯片用于记录此部分名称和属于哪条产线,定位装置用于确认目前此部分位置,同时形成车间实时现场模拟图。
51.再进一步的,所述人员信息模块对人员信息进行录入时,录入内容包括:人员代码、班组和姓名,所述人员代码是考勤编号;
52.所述人员信息模块对人员职能进行录入时,录入内容包括:培训后的上岗资格。
53.具体实施方式二:本实施方式对具体实施方式一作进一步说明,它还包括权限模块,用于对系统的使用人员权限进行设置。
54.具体实施方式三:下面结合图1说明本实施方式,本实施方式对具体实施方式一作进一步说明,它还包括局域网模块,用于实现产品基本信息输入模块、工装设备查询模块、现场环境模块、人员信息模块和智能排产模块之间进行数据传输。
55.虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
