1.本实用新型涉及建筑墙板技术领域,具体来说,涉及一种浇筑成型式桁架楼承板高效能生产线。
背景技术:
2.钢筋桁架楼承板是指在工厂内将钢筋焊接成为钢筋桁架,并通过点焊将钢筋桁架与底板焊接成为整体,使得底板和钢筋桁架构成一体化建筑制品。钢筋桁架楼承板作为一种新型的装配式建筑制品,优势明显,具体体现在:一方面,钢筋桁架楼承板实现了机械化生产,不仅保证了产品质量,使得钢筋排列间距一致、混凝土保护层厚度统一,而且工业化生产大幅提高了钢筋桁架楼承板生产效率,使其能够满足装配式建筑需求;另一方面,钢筋桁架楼承板的使用有效降低了现场钢筋绑扎工程量,加快了施工进度,保证了楼板的施工质量,减少了施工人员数量,降低了施工安全风险;另外,钢筋桁架楼承板在装配式建筑施工中可以重复使用,不仅节约了钢材,而且降低了功耗,符合国家节能环保的要求。
3.现有楼承板的钢筋桁架通过点焊与底板连接,使得钢筋桁架与底板之间存在内应力,往往造成钢筋桁架楼承板变形,而且该类型的楼承板焊接工作量大,生产效率低。相比钢筋桁架与底板之间采用焊接结构的钢筋桁架楼承板,一次浇注成型免拆底模板钢筋桁架楼承板的钢筋桁架、钢丝网片与底模为钢筋混凝土结构,不仅强度明显更高,而且有效改善了钢筋桁架与底板之间的内应力,减少了焊接变形量;因混凝土中含有钢丝网和钢纤维,产品强度高韧性好,通过浇筑固化实现钢筋桁架与底模的连接,不仅便于组织工业化生产,而且大幅提高了钢筋桁架楼承板生产效率。但是一次浇注成型免拆底模板钢筋桁架楼承板尚未进行规模化生产,不仅相关生产线产品较少,而且生产线布局不合理,生产效率低。
技术实现要素:
4.本实用新型的目的在于提供一种浇筑成型式桁架楼承板高效能生产线,以解决一次浇注成型免拆底模板钢筋桁架楼承板高效率工业化生产的问题。
5.本实用新型的目的是通过以下技术方案来实现:
6.一种浇筑成型式桁架楼承板高效能生产线,包含滚轮线、模台,所述滚轮线设置在地面上,模台设置在滚轮线上,滚轮线含有支撑模台的承重轮和驱动模台的驱动轮,所述模台上方设置有用于楼承板预制成型的模具,模台在滚轮线驱动轮的驱动下,沿滚轮线的移动。
7.所述滚轮线包含第一滚轮线,所述第一滚轮线上依次设置有成品下线工位、划线工位、端模检查调整工位、桁架筋布置工位、布料振捣工位;通过第一滚轮线实现模台在成品下线工位、划线工位、端模检查调整工位、桁架筋布置工位、布料振捣工位的流转。
8.所述第一滚轮线的布料振捣工位一侧设置有入窑码垛工位,入窑码垛工位通过第一轨道与布料振捣工位连通;所述入窑码垛工位一侧设置有养护工位,养护工位另一侧设置有出窑码垛工位,所述出窑码垛工位通过第二轨道与成品下线工位连通。
9.所述布料振捣工位设置有高架式布料轨道、设置在高架式布料轨道上的可移动的布料机、振捣台,振捣台设置在高架式布料轨道下方,高架式布料轨道一端设置有搅拌系统,布料机通过高架式布料轨道移动至搅拌系统下方,搅拌后的物料直接卸入布料机,随后布料机返回振捣台上方,配合振捣台,对通过滚轮线流转来的模台模具进行振捣布料作业。
10.所述第一轨道上设置有用于模台在布料振捣工位与入窑码垛工位流转的第一横移车,入窑码垛工位上设置有用于将模台提升并送入养护工位的第一提升码垛机,第一提升码垛机用于模台入窑工序。所述养护工位设置有用于对含预制品楼承板的模台进行养护的立体养护窑,用于完成预制品楼承板模台的养护工序。
11.所述出窑码垛工位设置有用于将模台从养护工位取出的第二提升码垛机。所述第二轨道上设置有用于模台在成品下线工位与出窑码垛工位流转的第二横移车,通过第二提升码垛机从养护工位取出的模台放置在第二横移车上,通过第二横移车将含有预制楼承板的模台移动至成品下线工位。
12.所述成品下线工位设置有成品下线装置、链板式输送机,所述成品下线装置包含行走轨道,设置在行走轨道上的可沿行走轨道移动的钢结构桁架,设置在钢结构桁架上部的相对钢结构桁架可升降的机械手,所述行走轨道垂直于第二轨道设置在地面上;所述链板式输送机设置在成品下线装置一侧,与成品下线装置配合工作,可完成成品楼承板出模及下线工序。
13.所述划线工位设置有用于模台摸具的底模画线的划线机,划线机为作业范围可覆盖整个模台的桥式结构。
14.所述端模检查调整工位用于对模台上模具进行检查、调整,使其符合楼承板尺寸要求。
15.所述桁架筋布置工位设置有用于为模台吊装、放置钢筋桁架的kbk柔性起重机。
16.模台完成成品楼承板出模及下线工序后,模台沿滚轮线移动至划线工位进行画线工序,之后模台经过端模检查调整工序以及桁架筋布置工序后,沿第一滚轮线移动至布料振捣工位,进行振捣布料作业,而后模台再通过第一横移车运送至入窑码垛工位,第一提升码垛机将模台送入养护工位进行养护,经过养护后的模台通过出窑码垛工位的第二提升码垛机,将含有成品楼承板的模台放置在第二横移车上,第二横移车沿第二轨道将模台送至成品下线工位,进而在成品下线工位实现成品楼承板的出模及下线,完成一个楼承板生产工作循环。
17.为了提高楼承板的生产效率,所述滚轮线还包含第二滚轮线,所述第二滚轮线与第一滚轮线平行设置,第二滚轮线上的工位设置与所述第一滚轮线相同,所述入窑码垛工位通过第一轨道与第二滚轮线的布料振捣工位连通;所述出窑码垛工位通过第二轨道与第二滚轮线的成品下线工位连通。
18.与本现有技术相比,本实用新型的有益效果是:
19.1.该种浇筑成型式桁架楼承板高效能生产线实现了浇注成型免拆底模板钢筋桁架楼承板的工业化、规模化生产。
20.2.该种浇筑成型式桁架楼承板高效能生产线的各工位布局更为合理,该种高效能生产线含有两条滚轮线构成生产流水线,通过轨道、横移车及提升码垛机送入养护工位养护,养护后的成品楼承板通过两条滚轮线同时下线,大幅提高了浇筑成型楼承板的生产效
率。
附图说明
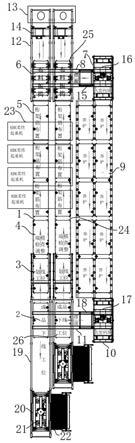
21.图1 为本实用新型所述的一种浇筑成型式桁架楼承板高效能生产线布局示意图。
22.图2为本实用新型所述的布料轨道及布料机示意图。
23.图3为本实用新型所述的横移车示意图。
24.图4为本实用新型所述的提升码垛机示意图。
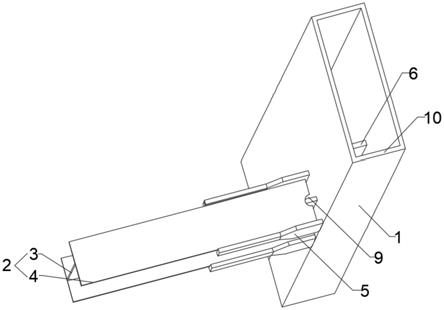
25.图5为本实用新型所述的成品下线装置和链板式输送机示意图。
具体实施方式
26.以下通过附图和实施例对本发明的技术方案作进一步说明。
27.对照图1,一种浇筑成型式桁架楼承板高效能生产线,其特征在于:包含滚轮线、模台,所述滚轮线设置在地面上,含有承重轮和驱动轮,模台设置在滚轮线上,承重轮用于模台的支撑,驱动轮负责模台的移动,滚轮线是移动模台的输送通道,所述模台上方设置有用于楼承板预制成型的模具,模台在滚轮线驱动轮的驱动下,沿滚轮线的移动。
28.对照图1-5,所述滚轮线包含第一滚轮线1,所述第一滚轮线1上依次设置有成品下线工位2、划线工位3、端模检查调整工位4、桁架筋布置工位5、布料振捣工位6;通过第一滚轮线1实现模台1在成品下线工位2、划线工位3、端模检查调整工位4、桁架筋布置工位5、布料振捣工位6的流转。
29.对照图1,所述第一滚轮线1的布料振捣工位6一侧设置有入窑码垛工位7,入窑码垛工位7通过第一轨道8与布料振捣工位6连通;所述入窑码垛工位7一侧设置有养护工位9,养护工位9另一侧设置有出窑码垛工位10,所述出窑码垛工位10通过第二轨道11与成品下线工位2连通。
30.对照图1、图2,所述布料振捣工位6设置有高架式布料轨道12、设置在高架式布料轨道12上的可移动的布料机14、振捣台,振捣台设置在高架式布料轨道12下方,高架式布料轨道12一端设置有搅拌系统13,布料机14通过高架式布料轨道12移动至搅拌系统13下方,搅拌后的物料直接卸入布料机14,随后布料机14返回振捣台上方,配合振捣台,对通过滚轮线流转来的模台1的模具进行振捣布料作业。
31.对照图1、图3,所述第一轨道8上设置有用于模台1在布料振捣工位6与入窑码垛工位7流转的第一横移车15,通过第一横移车15将完成振捣布料工序的模台1移动至入窑码垛工位7,入窑码垛工位7上设置有用于将模台1提升并送入养护工位9的第一提升码垛机16,第一提升码垛机16将布完料的含预制品楼承板的模台1送至养护工位9进行养护,完成模台1入窑工序。所述养护工位9设置有用于对含预制品楼承板的模台1进行养护的立体养护窑,用于完成预制品楼承板模台1的养护工序。
32.对照图1、图4,所述出窑码垛工位10设置有用于将模台1从养护工位9取出的第二提升码垛机17,通过第二提升码垛机17将养护后的模台1从养护工位9取出,完成模台1出窑工序。所述第二轨道11上设置有用于模台1在成品下线工位2与出窑码垛工位10流转的第二横移车18,通过第二提升码垛机17从养护工位9取出的模台1放置在第二横移车18上,通过第二横移车18将含有预制楼承板的模台1移动至成品下线工位2。
33.对照图1、图5,所述成品下线工位2设置有成品下线装置2、链板式输送机22,所述成品下线装置2包含行走轨道19,设置在行走轨道19上的可沿行走轨道19移动的钢结构桁架20,设置在钢结构桁架20上部的相对钢结构桁架20可升降的机械手21,所述行走轨道19垂直于第二轨道11设置在地面上;所述链板式输送机22设置在成品下线装置2一侧,与成品下线装置2配合工作,载有预制楼承板的模台1通过第二横移车18移动至成品下线工位2,在钢结构桁架20配合下,机械手21沿行走轨道19在模台1上方及链轮机上方的空间行走,机械手21通过上下升降及抓取功能,将模台1上的成品楼承板抓起并放置在链板输送机机上,完成成品楼承板出模及下线工序,成品楼承板再通过链板式输送机22进行移动运输。
34.对照图1,完成出模后的模台1沿第一滚轮线1移动至划线工位3,所述划线工位3设置有用于模台1摸具的底模画线的划线机,划线机为作业范围可覆盖整个模台1的桥式结构。
35.对照图1,所述模台1完成画线工序后,沿第一滚轮线1移动至端模检查调整工位4,在端模检查调整工位4对模台1上模具进行检查、调整,使其符合楼承板尺寸要求。
36.对照图1,模台1完成端模检查调整工序后,沿第一滚轮线1移动至桁架筋布置工位5,所述桁架筋布置工位5设置有用于为模台1吊装、放置钢筋桁架的kbk柔性起重机23,kbk柔性起重机23将钢筋桁架起吊后,安装在模台1的模具上。
37.对照图1,模台1完成桁架筋布置工序后,沿第一滚轮线1移动至布料振捣工位6,进行振捣布料作业,而后模台1再通过第一横移车15运送至入窑码垛工位7,第一提升码垛机16将模台1送入养护工位9进行养护,经过养护后的模台1通过出窑码垛工位10的第二提升码垛机17,将含有成品楼承板的模台1放置在第二横移车18上,第二横移车18沿第二轨道11将模台1送至成品下线工位2,进而在成品下线工位2实现成品楼承板的出模及下线,完成一个楼承板生产工作循环。
38.为了提高楼承板的生产效率,所述滚轮线还包含第二滚轮线24,所述第二滚轮线24与第一滚轮线1平行设置,第二滚轮线24上的工位设置与所述第一滚轮线1相同,所述入窑码垛工位7通过第一轨道8与第二滚轮线24的布料振捣工位25连通;所述出窑码垛工位10通过第二轨道11与第二滚轮线24的成品下线工位26连通。通过两条滚轮线流水线作业,可以有效提高楼承板的生产效率。
39.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的布置并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该布置方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。