1.本发明涉及用于制造异步电机的鼠笼式转子的方法、异步电机本身以及异步电机在不同应用、优选工业应用中的用途。
背景技术:
2.在小功率范围内,采用压铸技术在工作过程中制造旋转电机的鼠笼式转子。这种匹配材料的方法成本高昂,因为压铸模具昂贵并且磨损相对较快。此外,以这种方法制造的鼠笼式转子在制造时的质量差异相对较大。这例如表现为坩埚中熔体质量的改变、铸造工艺期间熔体的污染、工具中脱模剂或磨蚀、以及在冷却压铸时缩孔或应力裂纹的形成。
3.在较大的功率范围内或在旋转电机的特殊应用中,各个导体杆与短路环电连接并且机械连接。这例如通过钎焊或焊接过程完成,如在de 34 13 519 c2中给出的那样。
4.然而在此的缺点是,在较大的电动机中存在短路环,短路环具有环绕的浸焊凹槽,浸焊凹槽在钎焊工艺中完全由焊料填充。在此,只有伸到浸焊凹槽中的转子杆的体积不被填充焊料。由于焊料中高的银含量,在此转子杆与短路环之间的钎焊连接不是特别有效。
5.为了消除在小功率范围中也会产生的质量损失,例如在惰性气体影响下实施压铸过程。同样,设置具有更多的通风可能性的工具,或者甚至对熔体实施重新合金。这些干预能够提高异步鼠笼式转子的效率,然而需要附加的强度措施,该措施尤其包含高转速机构、例如支撑环以得到更高的强度值。
6.从us 2013/0291373 a1已知一种电阻焊接方法,其中短路环借助电阻焊接与导体杆连接。在此的缺点是,随着短路环处焊接的导体杆的数量增加,电流流经已经建立的连接并且从而剩余的杆到短路环处的电阻焊接变得更加困难。所有导体杆的焊接在过程中是麻烦的并且也很耗费能源。
技术实现要素:
7.由此,本发明的目的在于提出一种用于制造异步电机的鼠笼式转子的方法,其中,该制造方法的电气特性和经济性能都具有优势。此外,导体杆和短路环的更有效的连接应被容易且高效制造。
8.提出的目的通过一种用于制造异步电机的鼠笼式转子的方法解决,该方法具有如下步骤:
[0009]-提供基本上呈圆柱形的导磁体、特别是转子叠片组,该导磁体具有基本上轴向延伸的凹槽,
[0010]-将由能传导的第一材料制成的导体杆插入凹槽中,以使导体杆从导磁体、特别是转子叠片组的端面伸出,从而在一侧形成至少一个凸出部,尤其在两侧各自形成凸出部,
[0011]-提供由能传导的第二材料制成的短路盘,该短路盘具有径向向外敞开的缺口,
[0012]-将至少一个短路盘沿轴向定位到从导磁体、特别是转子叠片组的端面伸出的相应的导体杆的凸出部上,
[0013]-随后,通过使导体杆与至少一个短路盘几乎同时接触,将轴向平移的短路盘加热,尤其热成型。
[0014]
提出的目的还通过根据本发明的方法制造的具有鼠笼式转子的异步电机解决。
[0015]
提出的任务还通过驱动系统解决,该驱动系统具有至少一个根据本发明的异步电机,该驱动系统特别是压缩机、输送设备、机床或交通工具。
[0016]
根据本发明,首先提供导磁体,即将烧结的材料或至少部分3d打印的基体或单独的金属片堆叠、粘贴和/或冲压,以形成成品的转子叠片组。
[0017]
在转子的导磁体的现有的凹槽中,无论凹槽是否倾斜,都插入由第一传导材料制成的导体杆、例如拉制的铜杆。凹槽位于导磁体的径向向外的区域并且在周向上观察时分别设计为封闭的、半敞开的或敞开的。
[0018]
在导体杆的酸洗之后,优选紧接着导体杆的酸洗之后,这些导体杆在被插入到导磁体中之前完全或至少在可预设的凸出部的区域中配备涂层,以防止在酸洗的导体杆上形成氧化层。导体杆的从导磁体的端面伸出的部段在此被称为凸出部。
[0019]
优选地将涂层在2μm和5μm之间的范围内以电镀方式施加,以优化在第一材料和第二材料中稍后描述的扩散过程。
[0020]
可替换地,也可以喷镀涂层,但是可调节的层厚配有更大的公差。
[0021]
优选地,因为在该制造过程的范畴内使用第一材料和第二材料,该第三材料、即由锡制成的涂层在第一材料与第二材料之间产生相对好的导电连接。
[0022]
为将导体杆精准地固定在导磁体中并且用于随后与短路盘的连接过程,而不在转子中产生不平衡,导体杆可以通过相应的保持装置(即矩阵等)保持在其位置。
[0023]
导体杆的从导磁体伸出的杆端部、即凸出部至少主要与优选由铝或铝合金制成的短路盘导电连接,从而产生异步电机的转子的鼠笼绕组、即鼠笼式转子。
[0024]
这些短路盘在此从挤压的型材、特别是圆柱形型材获得。在此,这些盘在其轴向高度上是可调节的,这通过从型材中分离相应的圆盘来实现。
[0025]
短路盘或短路盘部段因此优选地通过挤压第二材料并随后切割成定长来制造。在此,短路盘的径向向外的区域处的留空部可以设计成在周向上封闭的、半敞开的或敞开的。在封闭和半敞开的留空部缺口的情况下,必须沿轴向插入导体杆。在敞开的留空部的情况下,也可以将导体杆沿径向引入短路盘中,这尤其在分段的短路盘和/或转子的叠片组中的敞开凹槽的情况下成为替换方案。
[0026]
有利地,短路盘具有用于导体杆的预制的缺口,该缺口易于通过挤压技术制造。在此,提供的留空部的几个横截面略大于导体杆的几何杆横截面,以在导体杆与短路盘之间获得间隙配合。
[0027]
当在周向上和/或沿轴向观察时,短路盘可替换地也可以构造为分段的。尤其针对具有更大轴高的异步电机,这尤其确保了鼠笼式转子的经济的制造。
[0028]
根据本发明,导体杆的涂层的凸出部与短路盘之间的这种连接或电接触尤其在接触面的区域中通过加热、特别是该区域的热成型、特别是感应热成型实现。
[0029]
在此,热成型是在金属、特别是第一材料和/或第二材料的再结晶温度之上发生的变形。再结晶描述了金属晶体中的晶格缺陷通过成核和晶粒生长的结构的再生的分解。
[0030]
在热成型过程中,短路盘被加热到大约450℃到500℃。
[0031]
该热成型通过感应器和压力机实施,其中,感应器能够以简单的方式在短路盘的不同的直径和/或高度上调整。有利地,感应器具有在叠片组的方向上作用的屏蔽罩,以便不会不必要地加热叠片组的端面,从而可能改变这些叠片的材料特性。这主要在短路盘与叠片组的端面直接接触、即不间隔地布置的情况下是重要的。在从叠片组的端面起布置短路盘的情况下,感应器的这种屏蔽罩也有明显积极的作用。
[0032]
加热和压制依次进行,即在时间上接续进行。然而,该过程可以从加热开始,其中,压制过程可以已经在加热的最后阶段开始。
[0033]
为达到热成型所需要的温度,也可以对短路盘进行不同的预热,尤其在炉中至少预热。然后在将短路盘放置在凸出部之后进行压制。
[0034]
在此,由第三材料制成的涂层在导体杆的凸出部处熔化,特别是在铜杆的凸出部处熔化。该涂层在凸出部处通过相对小的层厚与表面张力连接,在此,将在导体杆的凸出部处熔化的涂层引入表示涂层到导体杆的回流过程的工艺。
[0035]
凸出部在此表示从导磁体、特别是导体杆的转子叠片组沿轴向伸出的部分。短路盘在凸出部的部段处沿轴向和/或周向或在整个凸出部处进行接触。凸出部因此具有一个部段,该部段具有与短路盘的接触面,涂层在该接触面处溶解。该接触面通过凸出部在短路盘中的浸入深度和短路盘的缺口形成,该缺口以小的间隙沿周向环绕凸出部。
[0036]
此外,在加热的短路盘在其背离叠片组的端面之一处施加力并且模制到导体杆、特别是凸出部或凸出部的为此设置的部段处。因此,在导体杆与短路盘之间产生非常好的导电连接。
[0037]
通过将短路盘轴向放置到导体杆上或将导体杆放置到短路盘上或互相轴向插入,导体杆/多个导体杆通过相应的缺口分别朝向彼此移动。
[0038]
在冷接合(温度范围在室温到最高100℃之间)时,至少在凸出部与短路盘(间隙配合)的缺口之间首先存在的间隙。在冷接合时,在导体杆与短路盘之间几乎没有摩擦和/或变形。至少间隙配合的间隙通过热成型封闭。由于加热、特别是热成型的温度,也出现从涂层到短路盘的回流过程。由第三材料制成的涂层完全溶解。涂层材料、特别是锡扩散到导体杆的凸出部的可预设的部段的区域中的表面和短路盘的缺口中的待接触表面。因此,仅当凸出部与缺口之间存在间隙配合(所需的接触面)时,才建立所需的接触。
[0039]
在制造过程(扩散)期间,该涂层在接触面的区域中的完全溶解对于导体杆与短路盘之间的接触质量是决定性的。通过完全溶解,在间隙中不再存在涂层材料的堆积。在异步电机运行时,在大约-40℃到200℃的温度范围内使用某些材料(例如锡)时,则会发生不期望的β锡转化为α锡或γ锡。因此,这将导致锡粉具有相对较差的导电性。因此,导体杆与短路盘之间的接触相对较差,这会导致在异步电机运行时不必要的加热并且会导致较差的效率。
[0040]
通过该扩散和合金的形成、尤其在导体杆和短路盘的第一和第二传导材料中的锡的扩散和合金的形成(例如铜和铝或他们的合金),排除了如上所述涂层材料的相变。
[0041]
通过回流和扩散过程,在不施加电流的情况下在导体杆与短路盘之间建立材料配合的连接,如通过电阻焊制造鼠笼式转子的情况那样。
[0042]
除了通过成型的电连接以外,还设置通过扩散的材料配合的连接。
[0043]
在此至关重要的是,第三材料、即涂层的熔点低于在由第二传导材料制成的短路
盘处热成型的加热温度。
[0044]
从几何角度来看,短路盘被设计为具有径向向外开口的空心圆柱形的缺口。
[0045]
本发明的构思也可以通过径向封闭的缺口实现,但可能需要附加的制造步骤。
[0046]
通过施加轴向接合力,导磁体、特别是堆积的叠片组能同时在轴向方向上被压缩和固化。在如上所述的接合过程结束之后,叠片组保持在拉紧状态,因为导体杆与短路盘在转子的端面处材料配合地连接,因此不再需要附加的形状配合。由此这也避免了导体杆在导磁体的凹槽中的“抖动”。
[0047]
如果在加热过程中、即在热成型期间从短路盘的朝向叠片组的端面轴向向外建立温度梯度、具体地如温降,则这对于制造方法是有利的,尤其在轴向更厚或更高的短路盘的情况下是有利的。
[0048]
在此,短路盘的朝向叠片组的一侧的区域中的温度保持较高,以在定位面处以压缩的形式出现第一变形。通过进一步的压缩产生轴向向外持续的摩擦热。通过这种措施能够避免材料的热过载并且能够从内部沿轴向向外以平面引起变形。
[0049]
该方法也可以称为反向铆钉闭合,因为杆没有膨胀(铆接),而是将短路盘模制在导体杆处。因此,材料配合能够相对容易地集成到连接中,因为在导体杆中、尤其在凸出部中比在短路盘的缺口的几何形状中更容易压印轮廓。
[0050]
导体杆或凸出部在此不占据短路盘的整个轴向长度或高度。
[0051]
如果导体杆不占据主要敞开/半敞开的留空部的整个轮廓,那么径向向外的缺口充当风扇。
[0052]
对此补充或可选的是,导体杆的凸出部当然也可以轴向伸出超过短路盘从而实现风扇功能。
[0053]
可锻合金通常是具有高延展性(塑性变形性)的材料组合物,从而非常适合热成型,即用相对较少的努力即可实现高的变形程度。
[0054]
优选地,使用由电导大约为58ms/m的无氧拉制的电铜制成的铜杆作为导体杆。
[0055]
优选地,选择铝锻造合金作为短路盘,因为它们非常适合热成型,因为成型所需的力相对较低且可成型性相对较高。例如,使用材料en aw6082或en aw 6060。
[0056]
如果使用铝合金、即由铝锻造合金制成的短路环盘,则温度在500℃的范围内。在铜合金的情况下,该温度在大约800℃。在不同材料的情况下,材料的变形速度不同。
[0057]
用于短路盘的铝合金的标准值在此涉及大约400℃到500℃的温度范围,0.5的范围内的形状变化以及从1到4 1/s的变形速度。
[0058]
为了提高制造的鼠笼式转子的效率和转速适用性,还可以应用补充的下游的热处理。通过该下游的热处理、即所谓的退火,能够进一步提高机械和电气的材料特性、如抗拉强度和导电性。通过退火形成细碎的析出物来提高强度。这种提取优选地在大约140℃至190℃的中等温度时发生,这也称为热时效。
[0059]
由此,例如可以对单个部件以及鼠笼式转子的整个笼的抗拉强度和导电性产生积极的影响。
[0060]
因此,对于材料en aw 6060,通过温度为185℃的10小时持续退火将屈服强度从80n/mm2提高到大约200n/mm2。也可以将短路环的导电率从28ms/m提高到34ms/m,因为在热处理期间栅格中的张力降低。
[0061]
该热处理例如通过固溶退火和随后的淬火实施。因此,栅格中的张力降低并且“冷冻”。栅格张紧越小,导电性越好。
[0062]
因此获得的短路环的屈服强度比具有al 99.6的压铸的短路环的屈服强度高10倍。由此,例如在没有附加的绷带的情况下,在短路环处异步电机的转子可以具有更高的转速。
[0063]
如果韧性材料的载荷低于屈服强度(也称为rp-0.2屈服强度),那么韧性材料在卸载之后重新恢复到其原始状态。塑性变形发生在较高载荷的情况下。在以高速转速施加给转子时,离心力作用在短路环上。屈服强度越高,短路环的塑性变形就越安全。
[0064]
通过有针对性的后续热处理可以与纯铝相比再次提高屈服强度的值。
[0065]
因此,al 99.6的屈服强度例如大约为20n/mm2,而almgsi(en aw 6060)在热处理之后的屈服强度大约为200n/mm2。
[0066]
在本发明的另一个设计方案中,例如短路盘配有由钢或其他具有高抗拉强度或屈服强度的材料制成的封闭的径向向外的轮廓,以便通过异步电机实现更高的转速。
[0067]
与铜短路盘相比,由铝制成的短路盘具有更小的转动惯量,从而由于其更小的质量而具有更高的转速匹配性能。
[0068]
根据本发明,现在为导体杆与短路盘之间的接触建立材料配合的连接,而不使用压铸和焊接工艺、如电阻焊、搅拌摩擦焊或激光焊。
[0069]
导体杆、特别是铜杆配有至少设置在凸出部中的涂层。纯铝或铝的韧性锻造合金用作短路盘。对短路盘施加温度并且在此之后或至少暂时平行地模制并且可选地保持在温度上。因此,在导体杆的凸出部与短路盘之间产生扩散和材料配合的连接/接触。
[0070]
拉制的铜杆和挤压的短路盘都是无缩孔、无断裂和无污染的。
[0071]
为制造异步电机的鼠笼式转子的笼所需的机械装置被简化为压力和感应设备。
[0072]
此外,由于全面积的低电阻的导电连接,在导体杆与短路盘之间存在电气安全连接。
[0073]
在此,凸出部中的扩散和材料配合的连接/接触仅发生在导体杆上的涂层与缺口的内侧之间的间隙相对小、也就是0.1mm或更小的情况下。在此决定性的是,短路盘在导体杆的凸出部上的机械轴向接合也更多或更少地在冷态下进行,而不必在所谓的冷态下施加多的变形功。在此,温度在50℃以下,在任何情况下温度保持在100℃以下。
[0074]
如果导体杆的端部被斜切或模制为锥形,则这也可以被减轻。
[0075]
此外重要的是,在导体杆的凸出部与相应的缺口的表面之间所需的接触面被设计在最大可能接触面的30%至100%的可预定的范围内。
[0076]
例如,通过沿周向观察时缺口的间隙配合的长度乘以导体杆在短路盘中的浸入深度得出接触面。
[0077]
这主要取决于马达所需的效率等级。
[0078]
第三材料的涂层、优选锡的涂层也因此实施成相对薄,因为由于这种材料的内应力使得涂层在加热、特别是热成型时不会滴落从而不会从凸出部的待接触的表面溶解。
[0079]
本发明的观点也可以在具有与叠片组间隔开的短路环/短路盘的鼠笼式转子中实施。
[0080]
凸出部因此可以沿轴向由从叠片组的端面到短路盘的距离以及浸入深度和风扇
部段构成。
[0081]
短路盘中导体杆的轴向长度在此基本称为浸入深度。
[0082]
在短路盘的背离叠片组的一侧上沿轴向延伸超过短路盘的导体杆的轴向长度在此称为风扇部段。
[0083]
例如,在间隔开的短路环/短路盘的情况下,只需要一个可重复使用的工具,该工具在制造期间设置并保持这个所需的距离。
[0084]
因为在异步电机的制造工艺期间在一定程度上在凹槽中可轴向来回推移导体杆,在本发明的范畴内,具有贴靠在端面处的短路盘以及具有间隔开的短路环/短路盘的异步电机可以如下地制造。导体杆插入到导磁体中,以使凸出部仅出现在一侧上。如上所述,短路盘放置在该凸出部处并且与其接触。在冷却开始之前,具有已经模制的短路盘的导体杆在叠片组的内部沿轴向移动一段预定距离,以在叠片组的另一侧上产生凸出部,然后凸出部也与短路盘接触。
[0085]
各种材料的熔点:
[0086]
第一材料:例如铜1080℃,
[0087]
第二材料:例如铝660℃,
[0088]
第三材料:例如锡230℃。
[0089]
再结晶温度发生在相应的熔化温度的大约40%到50%以上。此外,例如在铝的情况下,从500℃开始形成不期望的巨型结晶,巨型结晶会恶化所需的材料性能。
[0090]
原则上,在相应的制造方法中,导体杆如下地固定在导磁体中,即热成型后短路盘冷却并且在此短路环或短路盘收缩,以使导体杆在其相应的凹槽中持久固定。在机器运行时温度通常不会超过400℃,以在运行期间使导体杆充分固定在相应的凹槽中。
附图说明
[0091]
根据原则上描述的实施例进一步阐述本发明及本发明有利的设计方案。其中示出:
[0092]
图1示出异步电机的原则上的纵剖面图;
[0093]
图2示出导体杆的布置;
[0094]
图3示出转子的叠片组;
[0095]
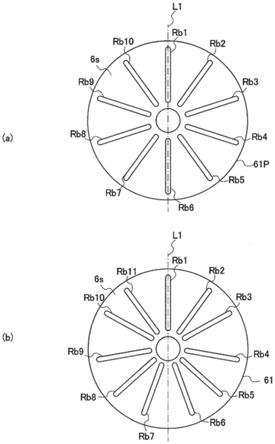
图4示出短路盘;
[0096]
图5示出分段的短路盘;
[0097]
图6示出转子的局部剖面图;
[0098]
图7示出原则上的加热装置的示意图;
[0099]
图8示出轴向接合的原则上的示意图;
[0100]
图9示出传导材料的层的示意图;
[0101]
图10示出转子的立体图;
[0102]
图11示出完成的转子的细节图;
[0103]
图12示出具有轴的转子的立体图;
[0104]
图13示出导体杆和短路盘的接触的详细视图;
[0105]
图14示出具有长的导体杆的鼠笼式转子;
[0106]
图15示出具有间隔的短路盘的鼠笼式转子。
具体实施方式
[0107]
图1示出具有定子2的异步电机1的原则上的纵剖面图,定子在其端面处形成绕组系统3,绕组系统在该处形成绕线头。绕组系统3在此例如能够由不同或相同线圈宽度的串线圈、预制线圈、齿形线圈构成。
[0108]
转子4经由异步电机1的气隙18与定子2间隔开地布置。该鼠笼式转子4具有由烧结材料制成或构造为叠片组5的导磁体。至少一个短路环、特别是短路盘7相应位于导磁体的端面20的区域中。短路环、特别是短路盘7连接并且接触导体杆6,导体杆布置在未进一步示出的叠片组5的凹槽8中。
[0109]
短路环、特别是短路盘7在此如图1所示与轴16接触,这产生热连接并且还因此在异步电机1的运行中产生短路环的冷却。转子叠片组同样与轴16抗扭地接触,这引起热连接并且也因此引起冷却。
[0110]
根据图1,短路环、特别是短路盘7利用叠片组5的端面20与轴16接触,即分别贴靠。
[0111]
鼠笼式转子4的短路盘7可以与轴16和/或端面20间隔开。
[0112]
短路环、特别是短路盘7因此能够与叠片组5的端面20和/或轴16间隔开,以便例如改进冷却或避免叠片组中的散射损失。
[0113]
通过通电的定子2与转子4的鼠笼绕组之间的电磁相互作用,实现轴16的转动,鼠笼绕组由导体杆6与短路盘7形成。
[0114]
在异步电机1的运行中,转子4因此与抗扭地连接的轴16围绕转动轴17转动。
[0115]
图2示出没有导磁体、即叠片组5的导体杆6的布置。导体杆6优选地由拉制的铜或铜合金构成并且在其横截面上形成液滴形。该布置隐含地显示了凹槽8在叠片组5的轴向长度上的倾斜度。导体杆6的横截面形状在此基本对应于凹槽8的横截面。导体杆6还具有便于轴向插入的锥体28。
[0116]
图3示出导磁体,导磁体作为叠片组5由发电机片制成,发电机片在其轴孔10的区域中具有用于抗扭地连接轴16的元件21。凹槽8布置在叠片组5的径向外部区域中并且在周向观察时制成封闭的。但是凹槽也能够制成半敞开或敞开的。
[0117]
图4示出短路盘7,短路盘具有径向向外敞开的缺口9,缺口与叠片组5的凹槽8的间距对应,以使布置在凹槽8中的导体杆6能够插入这些缺口9中。优选地,导体杆6的凸出部23至少在缺口9的区域中形成大约0.1mm到0.05mm或者甚至更小的间隙配合。
[0118]
在另一个实施例中,图5示出例如用于较大轴高度的机器的短路盘7的部段。根据图5,两个或更多部段产生短路盘7,其中,两个部段通过一种燕尾槽在接头处机械连接。
[0119]
有利地,在短路盘7的分段的结构中,它们也沿轴向由多层形成,以使接头24类似于墙一样错开布置,这最终也通过轴向的压制过程在短路环中产生电气过渡部。
[0120]
图6示出:热成型、特别是感应加热期间,当导体杆6定位在叠片组5中并且作为间隙配合与其优选地已经涂层的凸出部23在短路盘7中使用时,在端面20的区域中的布置。
[0121]
加热有利地借助于温度梯度11在加热过程中、即在热成型前或至少有时在热成型期间发生。
[0122]
从短路盘7的朝向叠片组5的端面20轴向向外建立温降。
[0123]
在此,短路盘7的朝向叠片组5的一侧的区域中的温度保持较高,以在与导体杆6的涂层的凸出部23的定位面处以压缩的形式出现第一变形。通过进一步的压缩产生轴向向外持续的摩擦热。通过这种措施能够避免材料的热过载并且能够从内沿轴向向外线性地引起变形。
[0124]
图7示例性地示出围绕短路盘7的感应布置12,导体杆6的涂层的凸出部23布置在短路盘中并且经受加热过程。
[0125]
图8示例性地示出将导体杆6置于叠片组5中的接合过程。凸出部23设置有2-5μm范围内的涂层15。在此,凸出部23的浸入深度26在短路盘7中并且小于短路盘7的高度25。根据需要有30%至100%的接触表面。
[0126]
对于从叠片组5的端面20伸出的所有导体杆6,优选地同时实施与可预定的浸入深度26的轴向接合。
[0127]
为简化接合过程,导体杆6在其从叠片组5伸出的导体杆端部处模制或削尖为锥形,以便使接合过程变简单。
[0128]
图9原则上示出:尤其在凸出部23中,第一材料13上的涂层15以及第二材料14通过间隙配合31从涂层分离。在加热过程11期间,涂层15熔化并且最终通过热成型工艺通过由此产生的扩散和/或回流过程完全或几乎完全溶解从而形成合金。
[0129]
图10示出具有导体杆6的转子组4的立体图,其中导体杆示出短路盘7中的浸入深度26。
[0130]
图11示出图10的详细图示,在此可以看到短路盘7的径向向外敞开的缺口9。
[0131]
图12示出抗扭地连接到轴16上的鼠笼式转子4。
[0132]
但是,轴16也能够在导体杆6与短路盘7的轴向接合过程之前与叠片组5抗扭地连接。
[0133]
通过与高度25相比减小的浸入深度26,在机器的运行中得出类似扇形的效果。
[0134]
同样地,也能够借助于轴向穿引导体杆6由短路盘7形成类似扇形的叶片。因此,凸出部23轴向伸出超过短路盘7的高度25。
[0135]
在叠片组5的每个端面20上也可以布置多个彼此分离布置的短路环或短路盘7。尤其如果定子2具有带有齿形线圈的绕组系统3,转子4中彼此电绝缘的鼠笼绕组减少了异步电机1的气隙18中的谐波,其中,定子2的每个齿被齿形线圈包围。
[0136]
图13示出导体杆6与短路盘7之间的接触面27的详细图示。在此,合金优选地仅出现在在制造过程开始时具有间隙配合31的接触面27处。在此,能够特别有效地实施热成型的工艺。导体杆6与短路盘7之间的其他的开口能够用于冷却。
[0137]
例如,由沿周向观察的缺口9中的间隙配合31的长度乘以短路盘7中导体杆6的浸入深度26得出缺口9中导体杆6的接触面27。
[0138]
图14示出鼠笼式转子4,其导体杆6轴向伸出短路盘7从而形成风扇叶片。此外,短路盘7不直接与轴16(如图1所示)接触,而是贴靠在叠片组5的端面20处。
[0139]
图15示出鼠笼式转子4,其短路盘7或短路环与叠片组5的端面20间隔开。这能够通过叠片组5中轴向延伸的冷却凹槽29实现冷却。
[0140]
因此,考虑到上述关系,根据本发明的用于制造异步电机1的鼠笼式转子4或具有笼式转子的异步转子的方法通过以下步骤实现:
[0141]-提供基本上圆柱形的导磁体、特别是转子叠片组5,转子叠片组具有基本上轴向延伸的凹槽14。叠片组由轴向分层的发电机片组成。凹槽14设计为在周向是封闭的、半敞开的或敞开的。
[0142]-然后将导体杆6优选轴向插入到凹槽14中。导体杆6由第一传导材料13、特别是拉制的铜制成。将导体杆6插入,以使导体杆从导磁体、特别是转子叠片组5的端面20伸出,从而在一侧形成至少一个凸出部23、尤其在两侧各自形成凸出部23。完整的导体杆6、至少是随后与短路盘7接触的凸出部23的部段在插入前优选地以锡涂层。在此,涂层在2μm与5μm之间。导体杆6的截面基本上对应于凹槽14的截面。因此在插入时,导体杆6与凹槽14的内侧之间没有明显的摩擦。
[0143]-继续提供短路盘7,短路盘由第二传导材料14、特别是铝制成,具有径向向外敞开的缺口9。缺口9也可也设计为封闭的、半敞开的或敞开的。该短路盘7能够沿轴向和/或周向构造为多个部分。因此,当从周向观察时,其可以是分段和/或轴向分层的。在此,这些部件预先彼此连接。然而,短路盘7优选由已经从挤压的挤压型材19切下的部分制成,从而具有所需的高度25。
[0144]-该短路盘7现在以最大0.1mm的间隙配合定位在相应的导体杆6的一个或多个凸出部上,间隙配合从导磁体、特别是转子叠片组5的端面20伸出。这以冷结合的形式发生,其中,导体杆6和短路盘7的缺口9没有明显的摩擦或完全变形。
[0145]-然后可以通过感应器或在烘箱中加热短路盘7。短路盘通过感应器在30s内从450℃到500℃的目标加热是可行的,具体根据短路盘的情况而定。感应器在转子叠片组5的方向上的任何屏蔽阻止端面20处叠片的不必要的加热。
[0146]-通过压力机在压力下在凸出部23上进行短路盘7的热成型大约1分钟,这取决于工艺参数、如使用的材料、鼠笼式转子4的尺寸等。在此,导体杆6与短路盘7的至少可预设的部段几乎同时接触。在此,“间隙配合溶解”,并且在呈现缺口9与涂层的凸出部23之间的间隙配合的部段中进行电接触。在冷接合时(温度范围在室温与最大100℃之间),最初至少存在于凸出部与短路盘(间隙配合)的缺口之间的间隙在该过程之后不再存在。在冷接合时,导体杆6与短路盘7之间几乎不产生摩擦和/或变形。至少间隙配合的间隙通过热成型封闭。通过加热、特别是热成型的温度还建立从涂层15到短路盘7的回流过程。由第三材料、特别是锡制成的涂层15完全溶解。涂层材料、特别是锡扩散到导体杆6的凸出部23的可预设的部段的区域中的表面和短路盘7的缺口9中待接触的表面中。因此,只有在凸出部23与缺口9之间存在间隙配合(期望的接触面)的地方发生期望的接触。
[0147]
在制造过程(扩散)期间,该涂层15在接触面27的区域中的完全溶解对于导体杆6与短路盘7之间的接触质量是决定性的。通过完全溶解,在间隙中不再存在涂层材料的堆积。在异步电机运行时,在大约-40℃到200℃的温度范围内使用某些材料(例如锡)时,会发生还如上阐述的β锡转化为α锡或γ锡。因此,这将导致锡粉具有相对较差的导电性。因此,导体杆6与短路盘7之间的接触相对较差,这会导致在异步电机1运行时不必要的加热并且会导致较差的效率。
[0148]
通过这种扩散和合金的形成、尤其是在导体杆6和短路盘7的第一和第二传导材料中的锡的扩散和合金的形成(例如铜和铝或他们的合金),排除了如上所述涂层材料的相变。
[0149]
通过回流和扩散过程,在不施加电流的情况下在导体杆6与短路盘7之间建立材料配合的连接,如通过电阻焊制造鼠笼式转子的情况那样。
[0150]
除了通过成型的电连接以外,还设置通过扩散的材料配合的连接。
[0151]
具有根据本发明制造的鼠笼式转子4的异步电机具有定子,鼠笼式转子4插入到定子的定子孔中。与鼠笼式转子4抗扭地连接的轴16安装在壳体中的一侧或两侧。
[0152]
根据本发明制造的机器具有广泛的用途,并且用于标准和高转速应用等,例如用在压缩机、风扇和泵领域、输送技术、机床制造、食品工业以及有轨和无轨交通工具技术中的驱动。
[0153]
这些机器可靠、高效且易于制造。它们也可用于其他驱动任务。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。