1.本发明属于真空冶金技术领域,具体涉及一种智能化控制的烘炉系统的自动化控制装置。
背景技术:
2.真空冶金是在低于标准大气压条件下进行的冶金作业。可以实现大气中无法进行的冶金过程,能防止金属氧化,分离沸点不同的物质,除去金属中的气体或杂质,增强金属中碳的脱氧能力,提高金属和合金的质量。真空冶金一般用于金属的熔炼、精炼、浇铸和热处理等,随着尖端科学技术的迅速发展,真空冶金在稀有金属、钢和特种合金的冶炼方面日益广泛地得到应用。
3.45000kw,80t大功率高温合金国际发展体系的呈现出一大特点,高温合金适用的工作温度范围越来越高,从早期不到800℃到如今工作温度达到1700℃,伴随着工作温度的不断提升的新技术、新工艺的不断迭代,从变形高温合金、铸造高温合金到粉末冶金高温合金,特别是定向凝固等技术的推广促进了航空发动机性能的不断提高。
4.现有烘炉时需要自己手动控制功率按钮来控制电源的功率来进行升降功率操作。但这存在一些问题,当工人看见温度低时在进行升功率当看见温度高时进行减功率,这样操作往往有延时性,很可能烘炉的温度曲线会产生脉冲式会忽大忽小,这样就没能很好的根据烘炉工艺曲线进行烘炉。
技术实现要素:
5.为解决现有技术中存在的上述问题,本发明提供了一种智能化控制的烘炉系统的自动化控制装置,具有工作效率,减少工人工作量,更好的烧结炉衬材料,提高炉衬使用寿命的特点。
6.为实现上述目的,本发明提供如下技术方案:一种智能化控制的烘炉系统的自动化控制装置,包括真空烘炉,所述真空烘炉内部设置有热电偶测温探头,所述真空烘炉内部设置有控制系统,所述真空烘炉一侧固定设置有计算机总控显示器,多个所述热电偶测温探头的反应值通过控制系统计算并在计算机总控显示器上端显示。
7.作为本发明的一种优选技术方案,所述计算机总控显示器包括一号显示模块、显示调控模块、升温曲线显示模块、二号显示模块和启停控制开关,所述一号显示模块、显示调控模块、升温曲线显示模块、二号显示模块、启停控制开关均位于计算机总控显示器正前方显示端。
8.作为本发明的一种优选技术方案,所述升温曲线显示模块上端设置有数据录入装置,录入装置根据炉衬不同材料呈阶梯式输入各阶段需要的温度和运行时间。
9.作为本发明的一种优选技术方案,所述显示调控模块上设置有用于修正并改变真空烘炉进程的调控按钮。
10.作为本发明的一种优选技术方案,所述一号显示模块分别显示三个热电偶测温探
头探测得知真空烘炉内部的温度以及烘炉运行时间和每阶段运行时间。
11.作为本发明的一种优选技术方案,所述二号显示模块显示当前电源状态及烘炉进程阶段,且还有设定功率和当前功率的显示。
12.作为本发明的一种优选技术方案,所述热电偶测温探头在真空烘炉内部为上、中、下的三个设置。
13.作为本发明的一种优选技术方案,多个所述热电偶测温探头均与控制系统电性连接。
14.作为本发明的一种优选技术方案,所述控制系统还与所述计算机总控显示器电性连接。
15.作为本发明的一种优选技术方案,所述一号显示模块、显示调控模块、升温曲线显示模块、二号显示模块、启停控制开关均通过控制系统直接显示和计算显示。
16.与现有技术相比,本发明的有益效果是:本发明同时使用三个热电偶测温探头安装在真空烘炉内部上、中、下位置,更加真实的反应真空烘炉内部不同位置的温度升温情况,避免原有温度检测的延时性;利用计算机总控显示器显示真空烘炉内部进行的状态,使用阶段式显示模块时刻反应当前炉温曲线是否有问题;利用真空烘炉内部的控制系统自动计算出当前所需要升的温度和通过热电偶测温探头采集到现场炉内的温度,进行实时比较并且通过两个温度之间差的大小,来自动调节功率的大小;本发明有效提高工作效率,减少工人工作量,更好的烧结炉衬材料,提高炉衬使用寿命。
附图说明
17.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
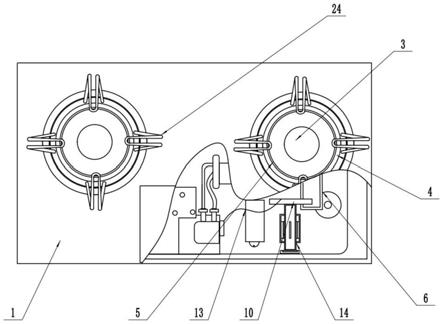
18.图1为本发明的结构示意图;
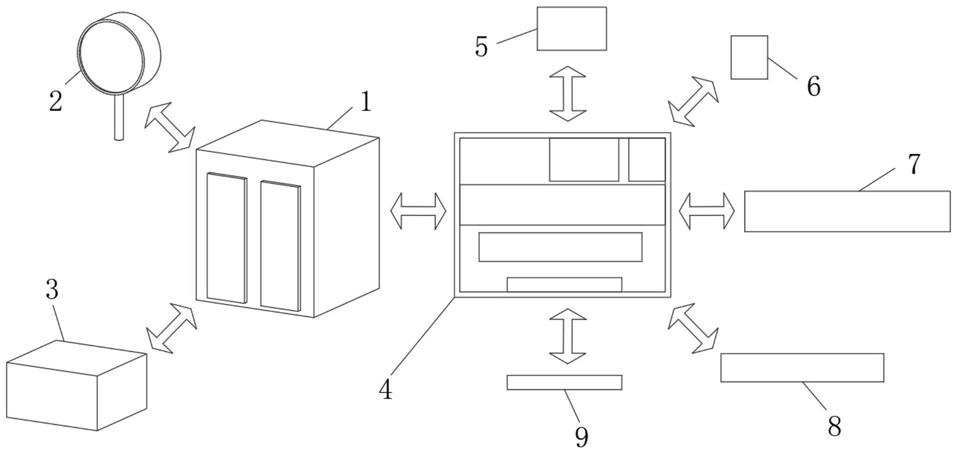
19.图2为本发明的电路和运行框架图;
20.图中:1、真空烘炉;2、热电偶测温探头;3、控制系统;4、计算机总控显示器;5、一号显示模块;6、显示调控模块;7、升温曲线显示模块;8、二号显示模块;9、启停控制开关。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例
23.请参阅图1-2,本发明提供以下技术方案:一种智能化控制的烘炉系统的自动化控制装置,包括真空烘炉1,真空烘炉1内部设置有热电偶测温探头2,真空烘炉1内部设置有控制系统3,真空烘炉1一侧固定设置有计算机总控显示器4,多个热电偶测温探头2的反应值通过控制系统3计算并在计算机总控显示器4上端显示。
24.具体的,计算机总控显示器4包括一号显示模块5、显示调控模块6、升温曲线显示模块7、二号显示模块8和启停控制开关9,一号显示模块5、显示调控模块6、升温曲线显示模
块7、二号显示模块8、启停控制开关9均位于计算机总控显示器4正前方显示端,本实施例中将多个模块共同组合,便于数据的录入和调控,且便于实时查看。
25.具体的,升温曲线显示模块7上端设置有数据录入装置,录入装置根据炉衬不同材料呈阶梯式输入各阶段需要的温度和运行时间,使用时根据炉衬材料厂家提供的烘炉工艺曲线数据录入到升温曲线显示模块7内,使用多阶段的曲线录入并显示,做到更加精确的升温,从而提高炉衬材料的烧结质量。
26.具体的,显示调控模块6上设置有用于修正并改变真空烘炉1进程的调控按钮,当真空烘炉1在烘炉过程中出现需要停炉后,通过显示调控模块6调控修正真空烘炉1的运行时间,保证停炉后生产的精确度,提升产品品质。
27.具体的,一号显示模块5分别显示三个热电偶测温探头2探测得知真空烘炉1内部的温度以及烘炉运行时间和每阶段运行时间,本实施例中通过一号显示模块5即可实时显示并查看炉内真实情况。
28.具体的,二号显示模块8显示当前电源状态及烘炉进程阶段,且还有设定功率和当前功率的显示,实时监测真空烘炉1内部情况和电源情况,提升安全性,即使电源功率出现问题也能及时发现。
29.具体的,热电偶测温探头2在真空烘炉1内部为上、中、下的三个设置,本实施例中使用三个热电偶测温探头2放在炉内各处,能更加真实的反应炉内温度升温情况,提升生产的可控灵活度,以保证成型材料的品质。
30.具体的,多个热电偶测温探头2均与控制系统3电性连接。
31.具体的,控制系统3还与计算机总控显示器4电性连接。
32.具体的,一号显示模块5、显示调控模块6、升温曲线显示模块7、二号显示模块8、启停控制开关9均通过控制系统3直接显示和计算显示,本实施例中利用控制系统3自动计算出当前所需要升的温度和通过热电偶传感器采集到现场炉内的温度,进行实时比较并且通过两个温度之间差的大小,来自动调节功率的大小。
33.本发明的工作原理及使用流程:当需要进行烘炉时,先把三个热电偶测温探头2放入真空烘炉1内的上、中、下三个位置,并且通过真空烘炉1查看温度是否正常。再根据炉衬材料厂家提供的烘炉工艺曲线数据输入到升温曲线显示模块7内。然后按下启停控制开关9内的启动按钮来进行烘炉。在烘炉过程中能通过一号显示模块5实时查看烘炉时间及炉内温度,并通过二号显示模块8查看电源的实时状态和烘炉进程。当在烘炉过程中,出现需要停炉后,还可以通过显示调控模块6的运行时间修正来改变烘炉进程。
34.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。