1.本发明属于冶金领域,并且更具体地属于金属半成品的处理和操纵领域,金属半成品比如是板坯、板材、卷材、坯块、坯料或锭。
2.本发明涉及用于处理金属半成品的系统和方法,金属半成品比如是板坯、板材、卷材、坯块、坯料或锭。
3.现有技术及其缺点
4.在金属比如钢的制造期间,无论这是经由用铁矿石和焦炭制造钢的采矿部门,还是经由允许钢的再循环的电气部门,根据所述部门在鼓风炉中或电弧炉中获得的液态金属随后被分级,然后被浇注到竖向的模具中,模具被强烈地冷却,以持续冷却液态金属的表面并使液态金属的表面固化。
5.在芯部处仍然呈液态的金属连续流动,并且所获得的金属流由同样被冷却的辊引导,以从竖向位置进入到基本水平的位置。
6.这种浇注的金属铸件例如通过火焰切割来切割,以形成金属半成品,金属半成品然后可以用于制造成品。这样的半成品的示例为板坯、板材、卷材、坯块、坯料或锭。
7.这些半成品笨重且庞大。例如,板坯通常具有矩形横截面,并且随后用于制造数百米长的金属片的卷材。这些仍然很热的半成品被堆叠在表面上、例如地板上以备后续使用。
8.这是特别艰巨的任务,不仅要移动这些半成品,还要操纵这些半成品,例如,翻转板坯以接近板坯的所有表面。
9.已知设计成经由板坯的纵向侧面中的一个侧面来抓取板坯的夹钳类型的处理系统。这些夹钳或夹持器然后可以将每个板坯放置在倾斜的卡车上,该倾斜的卡车被设计成将板坯旋转90
°
、即从基本水平的位置旋转到基本竖向的位置。
10.然而,这些处理系统笨重且庞大,主要是因为组成处理系统的独立的装置数量很多。
11.发明目的
12.因此,本发明试图提出一种紧凑且占据较小空间的处理系统,该处理系统适合于抓取和操纵金属半成品比如板坯、板材、卷材、坯块、坯料或锭,特别是能够将所述提升的板坯提升、移动、旋转或翻转。
13.本发明还提出了一种用于使用本发明的处理系统来处理金属半成品比如板坯、板材、卷材、坯块、坯料或锭的方法。
技术实现要素:
14.为此,本发明涉及一种用于处理金属半成品的系统,该系统至少包括:夹持器具,夹持器具适合于抓取放置在表面上的至少一个半成品;运动器具,运动器具构造成至少将所述夹持器具从低位置朝向高位置提升;以及倾斜器具,倾斜器具构造成使所述夹持器具在所述夹持器具的高位置下围绕旋转轴线旋转。
15.本发明的系统还可以包括单独考虑或根据所有可能的技术组合考虑的以下可选
的特征:
[0016]-旋转轴线穿过夹持器具的重心。
[0017]-夹持器具包括至少一个夹钳,所述至少一个夹钳能够经由半成品的纵向侧面来抓取半成品。
[0018]-夹持器具包括通过至少一个纵向的连接元件连接至彼此的数个夹钳。
[0019]-每个夹钳包括两个相对的爪,这两个相对的爪中的至少一个爪连接至用于实现相对于相对的爪的平移运动的器具,以便将半成品夹紧在所述爪之间。
[0020]-倾斜器具至少包括第一倾斜装置,该第一倾斜装置至少包括:
[0021]-第一竖向梁和第二竖向梁,第一竖向梁和第二竖向梁各自的第一端部与夹持器具旋转连接,
[0022]-第一连接构件,第一连接构件从第一梁延伸至第二梁,同时与所述第一梁和所述第二梁旋转连接,并且同时安装在位于穿过旋转轴线的平面中的第一旋转点上,
[0023]-第二连接构件,第二连接构件从第一梁延伸至第二梁,与所述第一梁和所述第二梁旋转连接,并且安装在位于穿过旋转轴线的平面中的第二旋转点上,所述第二旋转点不同于第一旋转点,
[0024]
在该系统中,两个竖向梁以及第一连接构件和第二连接构件形成可变形的平行四边形,
[0025]
第一倾斜装置还包括运动构件,该运动构件构造成使平行四边形围绕第一旋转点和第二旋转点变形,从而促使夹持器具围绕旋转轴线倾斜,
[0026]
在该系统中,第一倾斜装置在夹持器具上方延伸。
[0027]-倾斜器具包括第二倾斜装置,该第二倾斜装置至少包括:
[0028]-第一竖向梁和第二竖向梁,第一竖向梁和第二竖向梁各自的第一端部与夹持器具旋转连接,
[0029]-第一连接构件,第一连接构件从第一梁延伸至第二梁,同时与所述第一梁和所述第二梁旋转连接,并且同时安装在位于穿过旋转轴线的平面中的第三旋转点上,
[0030]-第二连接构件,第二连接构件从第一梁延伸至第二梁,与所述第一梁和所述第二梁旋转连接,并且安装在位于穿过旋转轴线的平面中的第四旋转点上,所述第四旋转点不同于第三旋转点,
[0031]
在该系统中,两个竖向梁以及第一连接构件和第二连接构件形成可变形的平行四边形,
[0032]
第二倾斜装置还包括运动构件,该运动构件构造成使平行四边形围绕第三旋转点和第四旋转点变形,从而促使夹持器具围绕旋转轴线倾斜,
[0033]
在该系统中,第一倾斜装置的可变形的平行四边形在与第二倾斜装置的可变形的平行四边形的平面平行的平面中延伸,并且
[0034]
在该系统中,第二倾斜装置在夹持器具上方延伸。
[0035]-夹持器具和倾斜器具形成第一处理装置,并且其中,该系统包括第二处理装置,第二处理装置独立于第一处理装置并且与第一处理装置在垂直于表面的平面中对称,第二处理装置包括第二夹持器具和第二倾斜器具,第二倾斜器具用于使第二夹持器具围绕第二旋转轴线倾斜,第二旋转轴线与第一夹持器具的旋转轴线关于对称平面对称,两个处理装
置的夹钳以交错构型定位,该系统还包括横向运动装置,该横向移动装置构造成使第一夹持器具和第二夹持器具横向于旋转轴线移动,以使第一夹持器具和第二夹持器具对准并允许所提升的半成品从一个夹持器具被转移至另一夹持器具。
[0036]-运动器具包括构造成将夹持器具提升的提升器具以及实现所述系统在平行于表面的平面中的平移运动的器具。
[0037]-运动器具包括行进式起重机类型的支撑结构,至少一个吊升装置被设计成经由能够在与支撑结构的行进方向垂直的方向上平移地移动的小车而连接至支撑结构,所述吊升装置包括用于提升夹持器具的至少一根提升缆绳。
[0038]-缆绳位于穿过旋转轴线的竖向平面中。
[0039]-至少夹持器具和倾斜器具通过隔热罩而免受可能由半成品引起的热和辐射。
[0040]-该系统包括液压单元,该液压单元定位在夹持器具上方并且位于运动器具与倾斜器具之间,并且构造成至少对倾斜器具和夹持器具进行致动。
[0041]
本发明还提供了一种用于处理最初放置在表面上的金属半成品的方法,该方法至少包括以下步骤:
[0042]-利用夹持器具抓取半成品,
[0043]-利用运动器具将半成品提升离开表面,该运动器具能够将夹持器具从低位置朝向高位置提升,以及
[0044]-利用倾斜器具使所提升的半成品围绕旋转轴线倾斜,该倾斜器具构造成使夹持器具在夹持器具的高位置下围绕所述旋转轴线旋转。
[0045]
本发明的方法还可以包括单独考虑或根据所有可能的技术组合考虑的以下可选的特征:
[0046]-该方法包括在步骤iii之后的以下其他连续步骤:
[0047]
iv.对运动器具进行致动以使抓取半成品的夹持器具在半成品接收区上方移动;
[0048]
v.对运动器具进行致动以降低夹持器具并将半成品以垂直位置放置在接收区中,随后通过对夹持器具进行致动而释放半成品;
[0049]
vi.对运动器具进行致动以提升夹持器具,然后对倾斜器具进行致动以使夹持器具朝向夹持器具的初始位置旋转,使得放置在表面上的另一半成品可以被抓取。
[0050]-处于基本竖向位置的半成品在步骤vi中被放置在热回收系统中。
[0051]-该系统的夹持器具和倾斜器具形成第一处理装置,并且其中,该系统包括第二处理装置,第二处理装置独立于第一处理装置并且与第一处理装置在垂直于表面的平面中对称,第二处理装置包括第二夹持器具和第二倾斜器具,第二倾斜器具用于使第二夹持器具围绕第二旋转轴线倾斜,第二旋转轴线与第一夹持器具的旋转轴线在对称平面中对称,该方法在步骤iii之后包括以下连续的步骤:
[0052]
iv.对第二倾斜器具进行致动以使第二夹持器具围绕第二旋转轴线旋转,使得第二夹持器具能够抓取已被第一处理装置的夹持器具抓取并以竖向位置悬置的半成品;
[0053]
v.对第二夹持器具进行致动以抓取处于竖向位置的半成品,随后通过对第一处理装置的夹持器具进行致动而释放半成品;
[0054]
vi.对第二倾斜器具进行致动以使第二夹持器具围绕第二旋转轴线旋转,使得半成品相对于半成品的初始位置转动到与已翻转的半成品相对应的位置;
[0055]
vii.对运动器具进行致动以将已翻转的半成品放置在表面上。
[0056]-金属半成品是板坯、板材或卷材。
[0057]-金属半成品由钢制成。
附图说明
[0058]
通过指示而非限制的方式并参照附图,本发明的其他特征和优点将在以下描述中变得明显,在附图中:
[0059]
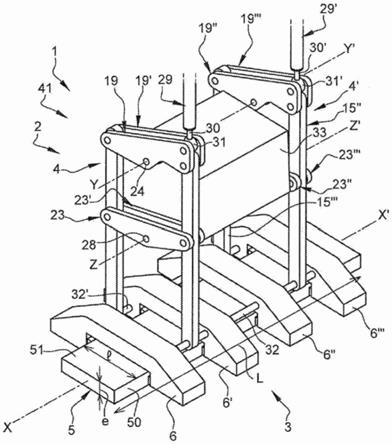
图1是根据本发明的第一实施方式的处理系统的一部分的示意性正面视图;
[0060]
图2是图1的系统的一部分的立体图;
[0061]
图3至图6图示了从图1的系统的遵循箭头f的一侧所观察的根据本发明的方法并使用本发明的处理系统进行处理的动力学,并且对于图3至图6:
[0062]
图3图示了本发明的方法的其中对运动器具进行致动以降低夹持器具的步骤;
[0063]
图4图示了本发明的方法的其中对夹持器具进行致动以抓取板坯的另一步骤;
[0064]
图5图示了本发明的方法的其中对运动器具进行致动以将板坯提升离开地板的另一步骤;
[0065]
图6图示了其中夹持器具已经旋转成使悬置的板坯处于竖向位置的视图;
[0066]
图7是本发明的根据第二实施方式的第一处理装置和第二处理装置的俯视图;
[0067]
图8是本发明的根据第二实施方式的具有第一处理装置和第二处理装置的处理系统的侧视图。
具体实施方式
[0068]
首先,要注意的是,在附图上,相同的附图标记指示相同的元件,不管这些元件所在的附图如何,也不管这些元件的形式如何。类似地,如果这些元件在附图中的一个附图上没有明确地带有附图标记,则可以通过将元件自身参照另一附图而容易地找到这些元件的附图标记。
[0069]
还应注意,附图主要表示本发明的目的的两个实施方式,但可以存在与本发明的定义相对应的其他实施方式。
[0070]
本发明的系统1明显地适用于冶金领域,并且更具体地,适用于金属半成品5、例如板坯、板材、卷材、坯块、坯料或锭的运动。以下描述仅将板坯称为金属半成品,而不限制本发明在此方面的范围。
[0071]
如图2中所描绘的,板坯5具有矩形横截面的直的铺路石的形状,板坯5具有长度l、宽度l和厚度e。在说明书的其余部分中,大面51被限定为是在板坯5的长度l方向上和宽度l方向上延伸的表面,并且小面50被限定为是在板坯5的长度l方向上和厚度e方向上延伸的表面。
[0072]
因此,本发明的板坯处理系统1使得能够实现以下情况:使用单个紧凑的系统来抓取例如以其大面51放置在表面40上的至少一个板坯5、将所述至少一个板坯5提升并且在其升高时使其转动成使得所述至少一个板坯5可以移动至为此目的而设计的接收区、然后将所述至少一个板坯5以其小面50、也就是说以其侧面放下。
[0073]
通常,板坯5最初所放置的表面可以是地板40,或者是板坯5在被系统1抓取之前可
以放置在其上的任何其他类型的表面。例如,板坯5可以放置在抬高的表面上以便于板坯5被处理系统1抓取。下面的描述仅将地板称为板坯5最初所放置的表面,而不限制本发明在此方面的范围。
[0074]
本发明的板坯处理系统1还使得能够翻转板坯,意味着将板坯翻转180
°
的角度。
[0075]
参照图1,本发明的根据第一实施方式的处理系统1包括:底架34;用于夹持以其大面51放置在地板40上的至少一个板坯5的器具3;倾斜器具2,倾斜器具2以铰接的方式连接至底架34和夹持器具3并构造成使所述夹持器具3围绕旋转轴线x-x'旋转。包括夹持器具3和倾斜器具2的组件形成处理装置41。
[0076]
处理系统1还包括运动器具,该运动器具连接至底架34并构造成使夹持器具3在空间中移动。更具体地,运动器具包括构造成使夹持器具3竖向地移动的提升器具37、37'以及用于引起处理系统1的平移运动的平移器具(未图示),平移器具构造成使夹持器具3在平行于地板40的平面中移动。
[0077]
在说明书的其余部分中,术语“水平的”将用于限定夹持器具3在平行于地板40的这个平面中的运动,但是对于本领域技术人员来说,不言而喻的是,处理系统1在既不是最佳水平的也不是最佳平坦的地板40上操作。
[0078]
处理系统1最后包括连接至控制器具的能量供应器具,供应器具优选地包括液压和/或气动单元33,该液压和/或气动单元33附接至底架34并构造成至少对夹持器具3和倾斜器具2进行致动。替代性地,供应器具包括附接至底架34的电气和/或机械单元33。
[0079]
现在将参照图2至图6对夹持器具、倾斜器具和运动器具进行描述。
[0080]
根据本发明,夹持器具3包括多个夹钳6~6”',例如如图2中所图示的四个夹钳,夹钳构造成经由板坯5的小面50抓取板坯5。
[0081]
每个夹钳6~6”'包括主体以及用于接纳板坯5的凹部61。每个夹钳6~6”'还包括两个彼此面对的爪7、8。为了允许不同宽度的板坯5被抓取并确保最佳的夹紧,爪中的至少一个爪7、优选地爪7、8两者安装成能够在由液压单元33驱动的活塞推杆类型的运动装置11上平移地移动。该推杆11结合到夹钳本体中并且活塞12附接至可移动的爪7的与所述爪7的支承面相反的面,使得推杆11将爪7、8移动得更接近或更分开,以便夹紧板坯5或者释放板坯5。为了确保可移动的爪7的运动是直线的,该爪7附接至滑动构件9,滑动构件9被设计成沿着附接至夹钳本体的引导件10滑动。
[0082]
为了改进板坯5在夹钳6~6”'中的凹部61中的夹紧和定位,爪7、8的接触表面覆盖有衬垫13。此外,夹钳本体的意在面向被抓取的板坯5的下表面也覆盖有多个衬垫13。这些衬垫13是可以容易更换的易损件。
[0083]
夹持器具3的夹钳6~6”'通过纵向的连接元件32、32'、优选地纵向的连接棒而连接至彼此,夹钳6~6”'也被均匀地间隔开。
[0084]
根据本发明,并且为了使处理系统1的夹持器具3和处理系统1的其余部分的振动最小化,而且还为了减小使夹持器具3倾斜所需的力,夹持器具3的重心包含在穿过旋转轴线x-x'的竖向平面p中。
[0085]
为了最佳地调整夹持器具3的重心的位置,每个夹钳6~6”'均包括优选地定位在所述夹钳6~6”'的端部部分处的配重14。有利地,配重14安装成能够实现在受控的液压推杆类型的运动装置(未图示)上沿平行于夹钳6~6”'的纵向轴线的方向的平移运动。经由液
y'旋转的两个第一板19”、19”'、以及围绕第四旋转点关于穿过所述第四旋转点的轴线z-z'旋转的两个第二板23”、23”'。这个附加的倾斜装置4'使得夹持器具3的旋转更加稳固。因此,这两个倾斜装置4、4'两者均形成在相互平行的平面中延伸的可变形的平行四边形,并且这两个倾斜装置4、4'均定位在夹持器具3上方。更具体地,第一倾斜装置4定位在端部夹钳6与相邻的夹钳6'之间,并且第二倾斜装置定位在相反的端部夹钳6”'与和该端部夹钳6”'相邻的夹钳6”之间。
[0097]
根据图7和图8中所描绘的第二实施方式,处理系统1包括与第一处理装置41在对称平面中对称的第二处理装置41'。因此,第二处理装置41'包括第二夹持器具3'和第二倾斜器具2',两个处理装置41、41'的夹钳6~6”'、60~60”'经由连接棒32”、32”'连接并以交错的构型定位,并且第二夹持器具3'能够围绕第二旋转轴线x
”‑
x”'倾斜,第二旋转轴线x
”‑
x”'与第一夹持器具3的旋转轴线x-x'在竖向的对称平面中对称。此外,第二处理装置41'连接至平移运动装置(未图示),该平移运动装置构造成使第二夹持器具3'横向于旋转轴线x
”‑
x”'并独立于第一夹持器具3而移动,从而使第一夹持器具3和第二夹持器具3'移动成彼此靠近或者进一步分开。
[0098]
与第一处理装置41对称的第二处理装置41'的目的将在后面结合根据本发明的处理方法的描述进行说明。
[0099]
根据本发明,现在将参照图1描述运动器具。
[0100]
如上文所说明的运动器具包括提升器具37、37'以及用于在水平平面中实现平移运动的器具(未图示)。
[0101]
根据也在图1中部分地描绘的优选的实施方式,提升器具37、37'由包括提升用具的吊升装置形成,提升用具的由滑轮组(未描绘)形成的第一部分连接至形成运动器具的一部分的行进式起重机类型的支撑结构(未描绘),并且提升用具的由滑轮39、39'(见图1)形成的第二部分通过固定器具35、35'而连接至底架34。滑轮组和滑轮39、39'具有穿过它们的至少一根缆绳38、38',从而形成例如具有四根缆绳部分的绕绳系统。控制器具还构造成操作这个吊升装置,吊升装置将底架34提升或降低,并且从而使夹持器具3提升或降低。
[0102]
行进式起重机基本上呈u形的,并且包括通过基本上水平的部分接合在一起的两个腿部。这种起重机适合于经由安装在腿部的端部处的机动轮在第一方向上进行平移运动,并且吊升装置安装在小车上,该小车可以在垂直于第一方向的第二方向上沿着行进式起重机的水平部分移动。行进式起重机和小车形成了实现系统1在水平平面中的平移运动的器具。任何其它适于支撑处理系统1并使处理系统1行进的装置都可以用来代替行进式起重机。
[0103]
特别有利的是,为了进一步限制处理装置的振动,吊升装置的缆绳38、38'在竖向平面p中延伸,夹持器具3的旋转轴线x-x'穿过该竖向平面。
[0104]
最后,控制器具和液压单元33定位在夹持器具3和倾斜器具2的上方(图1)。此外,夹持器具3、3'、倾斜器具2、2'和运动构件29、29'覆盖有保护性的隔热罩。这样,本发明的处理系统1特别适合于处理仍然很热的板坯5、也就是说处于大约1000℃的温度下的板坯。
[0105]
现在将参照图3至图6描述使用本发明的处理系统1来处理金属半成品5的方法。
[0106]
在第一步骤的过程期间并参照图1和图3,通过控制器具对运动器具、并且更特别地对实现系统在水平平面中的平移运动的器具进行致动,以使夹持器具3在待抓取的板坯5
上方移动,该板坯5以在板坯5的大面51上安置的方式搁置在地板40上或在一堆板坯5上。如果处理系统具有板坯检测器具,则由这些器具产生并被发送至控制器具的数据允许夹持器具3的重心精确地定位在板坯5的重心上方。理想地,提升器具2的缆绳38、38'、旋转轴线x-x'、夹持器具3的重心以及板坯5的纵向轴线全部都包含在同一竖向的平面p中。
[0107]
在第二步骤期间,控制器具对提升器具37、37'进行致动,提升器具37、37'使夹持器具3降低,直到待抓取的板坯5被容纳在夹钳本体的凹部61中并与形成在凹部61的面向板坯5的表面上的衬垫13接触。
[0108]
在图4中所描绘的第三步骤期间,控制器具对推杆11——推杆11的活塞12紧固至各个夹钳6~6”'的可移动的爪7——进行致动,使得相对的爪7、8移动得更接近,以夹紧并牢牢地抓取板坯5。
[0109]
在图5中所描绘的第四步骤期间,控制器具对提升器具37、37'进行驱动,提升器具37、37'将夹持器具3提升离开地板40。因此,板坯5离开地板40升高到平行于地板40的一定位置。在说明书的其余部分中,将认为被抓取并升高到该位置的板坯5是水平的。
[0110]
在第五步骤期间,控制器具对连接至倾斜装置4、4'的推杆29、29'进行致动,从而促使夹持器具3旋转。如图6中所描绘的,被抓取并提升的板坯5然后从板坯5的水平位置朝向其中板坯5的小面50平行于地板40的位置翻转。在说明书的其余部分中,将认为被抓取并升高到该位置的板坯5是竖向的。
[0111]
因此,本发明的处理系统1使得能够实施下述处理方法:该处理方法使得至少能够抓取一个或更多个水平的板坯5,将板坯5向上提升离开地板40,然后在所述板坯5保持升高的同时将板坯5翻转到竖向位置。
[0112]
该方法此后可以包括取决于这些板坯5的用途的其他步骤。
[0113]
根据第一示例,由于处理系统1能够抓取热的板坯,热的板坯意味着板坯5的温度例如为大约1000℃,特别地关于处理系统1的第一实施方式的一个可想到的用途是允许回收由这些板坯5释放的热,而不是让这些板坯5在露天冷却并允许这些板坯5的热散发到周围环境中。
[0114]
为此,并且在第六步骤期间,控制器具对运动器具进行致动、并且更具体地对在水平平面中实现平移运动的器具进行致动,以使夹紧板坯5的夹持器具3在热回收装置(未图示)的开口上方移动到竖向位置。
[0115]
优选地,该装置是被设计成接纳处于竖向位置的热的板坯5的流化床。此外,由于控制器具和液压单元33形成在远离夹持器具3的一定距离处,因此控制器具和液压单元33不会与流化床接触。
[0116]
在第七步骤期间,控制器具对提升器具37、37'进行致动,提升器具37、37'将夹持器具3降低,直到板坯5的小面50支承抵靠流化床的升高的底部壁。
[0117]
在第八步骤期间,控制器具对推杆11——推杆11的活塞12附接至各个夹钳6~6”'的可移动的爪7——进行致动,相对的爪7、8移动成分开,以将放置在流化床的底部中的竖向的板坯5释放。
[0118]
最终,在最后的步骤期间,控制器具对运动装置进行致动,首先是对实现平移运动的器具进行致动,以使夹持器具3移动远离板坯5,然后是对提升器具37、37'进行致动,以将所述夹持器具3提升到流化床上方。因此,可能重复前述步骤,以允许将多个板坯5插入到流
化床中。
[0119]
根据与图7和图8中示意性地说明的本发明的处理系统1的第二实施方式相关的第二示例,处理系统1便于对板坯5的大面51进行表面处理操作。
[0120]
因此,在已经对放置在地板40上的板坯5的第一大面51进行处理之后,处理系统1使用第一处理装置41的夹持器具3(遵循上文描述的方法的前五个步骤)抓取板坯5、将板坯5提升并旋转到竖向位置。
[0121]
在第六步骤期间,控制器具对第二倾斜器具2'进行致动,使得第二夹持器具3'朝向下述位置旋转:该位置使得第二夹持器具3'能够抓取保持在第一夹持器具3的夹钳6~6”'的爪7、8之间的处于竖向位置的板坯5。
[0122]
在第七步骤期间,控制器具装置对实现第二夹持器具3'的平移运动的装置进行致动,使得板坯5自身处于第二夹持器具3'的夹钳60~60”'的凹部中。控制器具首先对推杆——推杆的活塞附接至第二夹持器具3'的各个夹钳60~60”'的可移动的爪——进行致动,使得相对的爪移动成更接近以夹紧并牢牢地抓取板坯5,并且在第二阶段,控制器具对推杆11——推杆11的活塞12紧固至第一夹持器具3的各个夹钳6~6”'的可移动的爪7、8——进行致动,使得相对的爪7、8移动成分开以释放板坯5。
[0123]
在第八步骤期间,控制器具对实现第二夹持器具3'的平移运动的装置进行致动,使得第二夹持器具3'移动远离第一夹持器具3,然后所述控制器具对第二倾斜器具4'——第二倾斜装置4'使第二夹持器具3'围绕第二旋转轴线x
”‑
x”'旋转——进行致动,使得板坯5朝向与已经相对于初始位置翻转的板坯5对应的另一水平位置旋转。
[0124]
最终,在最后的步骤期间,控制器具对提升器具37、37'进行致动以将第二夹持器具3'降低,直到板坯5接触地板40或者接触放置在一堆板坯的顶部处的另一板坯5。然后,控制装置对下述各者进行致动:
[0125]
·
对使爪移动的推杆进行致动,使得第二夹持器具3'释放板坯5,然后
[0126]
·
对提升器具37、37'进行致动,以提升第二夹持器具3',并且清理板坯5的待处理的表面51。
[0127]
上文描述的实施方式完全是非限制性的,并且在不脱离本发明范围的情况下,可以对上文描述的实施方式进行修改。举例来说,可以考虑任何其他已知类型的运动器具,尤其是起重机或提升器械。处理系统1还适合于通过经由板坯5的小面50抓取离处理系统1最远的板坯5来处理多个堆叠的板坯5。最终,还可以在夹持器具3上设置水平仪,以优化由处理系统1抓取并提升的板坯5的水平度和/或垂直度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
