1.本说明书所公开的技术涉及自动搬运装置和具备该自动搬运装置的生产系统。
背景技术:
2.在专利文献1(国际公开第2018/173204号)中公开了被用作自动搬运装置的移动机器人。该移动机器人在具备生产特定物的多个生产装置的工厂内被使用。移动机器人以将在生产装置中使用的部件载置于移动机器人内的载置面(以下,称为第一载置面)的状态进行搬运,将所搬运的部件从第一载置面朝向例如设于生产装置的供给面(以下,称为第二载置面)交接,并且能够将在生产装置中使用的部件从第二载置面朝向第一载置面取回。
技术实现要素:
3.发明所要解决的课题
4.专利文献1的移动机器人例如在部件的交接时,停止于生产装置的前方,使部件在第一载置面上沿前后方向移动而向供给面交接。然而,在专利文献1的移动机器人中,仅通过使部件沿前后方向移动,第一载置面的高度、倾斜度不会发生变化。因而,例如,在配备有生产装置的工厂的地面不平坦的情况下,由于第二载置面与第一载置面的高度、倾斜度未必一致,因此有时难以使部件从第一载置面移动到第二载置面。在部件从第二载置面朝向第一载置面取回时也可以说是同样的。在本说明书中,提供一种使部件可靠地从自动搬运装置的第一载置面向生产装置的第二载置面移动及/或从生产装置的第二载置面向自动搬运装置的第一载置面移动的技术。
5.用于解决课题的技术方案
6.本说明书公开一种自动搬运装置。自动搬运装置被用于载置从外部供给的部件的载置台和使用载置于载置台的部件来生产特定物的生产装置,向载置台交接使用前的部件,并且从载置台取回使用过的部件。自动搬运装置具备第一载置面、调整装置、移动装置以及控制部。第一载置面能够载置部件。调整装置与在载置部件的载置台上设置的第二载置面的高度位置以及倾斜位置对应地调整第一载置面的高度以及倾斜度。移动装置使部件从第一载置面向第二载置面移动及/或从第二载置面向第一载置面移动。控制部在自动搬运装置位于进行部件的交接及/或取回的部件交接及/或取回位置、且通过调整装置与第二载置面的高度位置以及倾斜位置对应地调整了第一载置面的高度以及倾斜度时,驱动移动装置,使部件在第一载置面与第二载置面之间移动。自动搬运装置构成为能够在包括部件交接及/或取回位置在内的多个预定位置之间行走。
7.上述自动搬运装置具备调整装置,该调整装置与载置部件的载置台的第二载置面的高度位置以及倾斜位置对应地调整自动搬运装置的第一载置面的高度以及倾斜度。因而,例如,即使工厂的地面不平坦,自动搬运装置也能够通过调整装置与第二载置面对应地调整第一载置面的高度以及倾斜度。由此,自动搬运装置能够使部件可靠地从第一载置面向第二载置面移动及/或从第二载置面向第一载置面移动。
8.本说明书公开了一种生产系统。生产系统具备:载置台,能够载置从外部供给的部件;生产装置,使用载置于载置台的部件来生产特定物;以及自动搬运装置,向载置台交接使用前及/或使用过的部件,并且取回使用前及/或使用过的部件。自动搬运装置具备能够载置部件的第一载置面,并构成为能够在包括部件交接及/或取回位置在内的多个预定位置之间行走。载置台具备能够载置部件的第二载置面。生产系统还具备调整装置、移动装置以及控制部。调整装置与第二载置面的高度位置以及倾斜位置对应地调整第一载置面的高度以及倾斜度。移动装置使部件从第一载置面向第二载置面移动及/或从第二载置面向第一载置面移动。控制部在自动搬运装置位于部件交接及/或取回位置、且通过调整装置与第二载置面的高度位置以及倾斜位置对应地调整第一载置面的高度以及倾斜度时,驱动移动装置,使部件在第一载置面与第二载置面之间移动。
9.上述生产系统具备调整装置,该调整装置与载置部件的载置台的第二载置面的高度位置以及倾斜位置对应地调整自动搬运装置的第一载置面的高度以及倾斜度。由此,例如,即使工厂的地面不平坦,自动搬运装置也能够使部件可靠地从第一载置面向第二载置面移动及/或从第二载置面向第一载置面移动。
附图说明
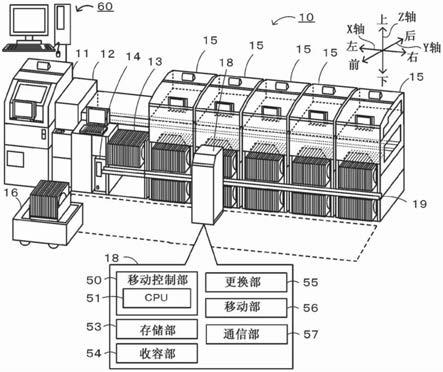
10.图1是示意性地表示具备实施例的agv10的生产系统100的结构的俯视图。用箭头表示供agv10行走的行走路径的一个例子。
11.图2是表示agv10的结构的详细情况的框图。
12.图3是示意性地表示元件安装机30的结构的图。
13.图4是图3的iv-iv线处的剖视图。
14.图5是表示设备托盘42的立体图。
15.图6是表示agv10的外观的立体图。供料器移动装置16仅图示了缸部16a,关于其它的结构省略了图示。图7、图9、图11、图12、图14、图15、图16也与图6相同,局部地图示供料器移动装置16。
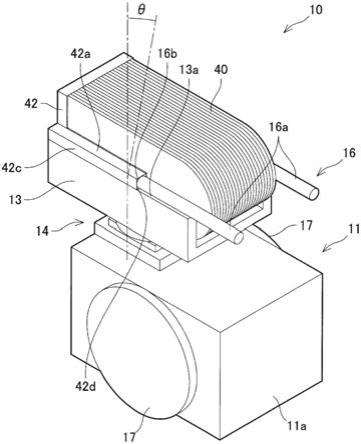
16.图7是表示agv10的结构的侧视图。
17.图8是表示在保管库50的供料器设置台52载置有元件供给供料器40以及设备托盘42的状态的图。省略了保管库50的供料器设置台52以外的其它结构的图示。
18.图9是对计测供料器设置台44、52的上表面44a、52a相对于基准面的高度位置以及倾斜位置的计测步骤进行说明的图。
19.图10是表示agv10将元件供给供料器40向元件安装机30交接的步骤的流程图。
20.图11是对调整agv10的载置面13a的倾斜度和高度的情况进行说明的图。
21.图12是对从agv10朝向元件安装机30交接元件供给供料器40的情况进行说明的图。
22.图13是表示元件供给供料器40的一个变形例的立体图。
23.图14是表示在agv10的载置面13a设置有元件供给供料器140的状态的图。
24.图15是表示在供料器设置台144设置有元件供给供料器140的状态的图。
25.图16是对使用了变形例的元件供给供料器140的情况下的、agv10的载置面13a相对于基准面的高度位置以及倾斜位置的计测进行说明的图。
具体实施方式
26.在本技术的一实施方式中,可以是,当通过调整装置与第二载置面的高度位置以及倾斜位置对应地调整第一载置面的高度以及倾斜度时,移动装置使部件沿第一载置面以及第二载置面滑动移动。根据这样的结构,仅通过使部件滑动就能够使其在第一载置面与第二载置面之间移动,能够简化自动搬运装置(特别是移动装置)的结构。
27.在本技术的一个实施方式中,可以是,生产系统具备:上述自动搬运装置;载置台,设有能够载置部件的第二载置面;生产装置,使用载置于载置台的部件来生产特定物;存储部,存储基准位置数据,该基准位置数据包含第二载置面相对于预先设定的基准面的基准高度位置以及基准倾斜位置;以及计测部,计测第一载置面相对于基准面的高度位置以及倾斜位置。也可以是,调整装置基于存储于存储部的基准位置数据和由计测部计测出的第一载置面的高度位置以及倾斜位置,来调整第一载置面的高度以及倾斜度。根据这样的结构,由于预先存储有成为生产装置侧的载置台的基准高度位置以及基准倾斜位置,因此通过计测成为自动搬运装置侧的第一载置面的高度位置以及倾斜位置,能够基于这些数据来调整第一载置面的高度以及倾斜度。
28.在本技术的一个实施方式中,可以是,生产系统具备设有能够载置部件的第二载置面的多个载置台。在该情况下,也可以是,存储部针对多个载置台分别存储该载置台的第二载置面的基准位置数据,在自动搬运装置位于多个载置台中的特定载置台的部件交接及/或取回位置时,调整装置基于特定载置台的基准位置数据和由计测部计测出的第一载置面的高度位置以及倾斜位置,来调整第一载置面的高度以及倾斜度。根据这样的结构,通过存储多个载置台的基准位置数据,能够相对于各个载置台调整第一载置面的高度以及倾斜度。
29.在本技术的一个实施方式中,可以是,载置台设于生产装置及/或至少暂时保管部件的保管库。此处的保管库也可以包含通过暂时保管部件而具有工厂中的缓冲功能的保管库。
30.在本技术的一个实施方式中,生产装置可以是向基板安装元件的元件安装装置,部件可以是向元件安装装置供给元件的元件供给供料器。元件供给供料器的具体结构并未被特别限定,可以是在卷带上收容多个元件的带式供料器、在托盘上收容多个元件的托盘式供料器、或者在容器内随机地收容多个元件的散装式供料器。
31.实施例
32.参照附图,对本实施例的无人搬运车(guided vehicle,agv)10和具备该搬运车的生产系统100进行说明。作为一个例子,生产系统100能够在配备有元件安装机30的工厂内采用。元件安装机30将电子元件(以下,称为元件4)4安装于电路基板(以下,称为基板2)。元件安装机10也被称为电子元件装配装置、贴片机。元件安装机10与焊料印刷机以及基板检查机这样的其它基板作业机一起被一并设置,构成一系列的安装线。
33.如图1、图2所示,生产系统100具备管理装置6、多个元件安装机30、多个agv10、保管库50。管理装置6与各个元件安装机30、各个agv10以及保管库50分别连接为能够双向通信。管理装置6控制多个元件安装机30、多个agv10以及保管库50的动作,管理安装线整体。agv10是在本说明书中公开的技术所涉及的自动搬运装置的一个例子,在多个元件安装机30与保管库50之间搬运元件供给供料器40。另外,在生产系统100中,设定有多个停止位置
p1~p5,该多个停止位置p1~p5包括用于向各个元件安装机30以及保管库50交接及/或取回元件供给供料器40的多个交接位置/取回位置。agv10构成为能够在所设定的多个停止位置(p1~p5)之间行走,对元件安装机30、保管库50进行元件供给供料器40的交接及/或取回(参照图1)。此外,多个元件安装机30在x方向上排列配置,但是所配置的元件安装机30的数量、配置并未被特别限定。
34.参照图3以及图4,对设置有元件供给供料器40的元件安装机30进行说明。如图3以及图4所示,元件安装机30具备多个元件供给供料器40、设备托盘42、供料器设置台44、装配头34、头移动装置36、基板传送机38、触摸面板46以及安装机控制装置48。各个元件供给供料器40收容有多个元件4。如图5所示,设备托盘42大致具有板形状,具有上表面42a和位于其相反侧的下表面42b。设备托盘42的上表面42a能够以能够装卸的方式设置多个元件供给供料器40。设备托盘42以能够装卸的方式安装于供料器设置台44的上表面44a。由于设置有元件供给供料器40的设备托盘42安装于供料器设置台44的上表面44a,因此元件供给供料器40能够朝向装配头34供给元件4。在此,供料器设置台44的上表面44a是在本说明书中公开的技术所涉及的第二载置面的一个例子。
35.装配头34以能够装卸的方式保持一个或者多个吸嘴32,使用吸嘴32拾取元件供给供料器40所供给的元件4,并将该元件4朝向基板2上装配。此时,头移动装置36使装配头34相对于元件供给供料器40以及基板2移动。由此,从多个元件供给供料器40中的特定的元件供给供料器40拾取元件4,并向基板2的预先确定的位置装配元件4。基板传送机38沿x方向进行基板2的搬入、支撑以及搬出。触摸面板46是向作业者提供元件安装机30的各种信息的显示装置,并且是接受来自作业者的指示、信息的输入装置。安装机控制装置48使用具备cpu以及存储装置的计算机而构成。安装机控制装置48与管理装置6连接为能够通信。安装机控制装置48基于从管理装置6发送的生产程序,来控制元件安装机30的各部的动作。
36.参照图2、图6、图7,对搬运元件供给供料器40的agv10进行说明。agv10从保管库50取回使用前的多个元件供给供料器40,并将该使用前的元件供给供料器40向元件安装机30(即供料器设置台44)交接。或者,agv10从元件安装机30的供料器设置台44取回使用过的元件供给供料器40。如图6、图7所示,agv10具备车身11、车轮17、调整装置14、供料器移动装置16、驱动装置18以及控制agv10的各部的控制装置12。车身11具备将车轮17支撑为能够旋转的车身主体11a和经由调整装置14配置于车身主体11a上的托板保持部13。托板保持部13具有在车身11的宽度方向上隔开间隔地配置的一对载置面13a。在一对载置面13a上构成为能够将元件供给供料器40与设备托盘42一并载置。即,一对载置面13a支撑设备托盘42的下表面42b的两端42c。另外,在各个载置面13a上设有供料器移动装置16。
37.供料器移动装置16是使元件供给供料器40从载置面13a向例如元件安装机30的供料器设置台44的上表面44a移动的装置,由控制装置12驱动。具体而言,移动装置使元件供给供料器40沿一对载置面13a以及供料器设置台44的上表面44a滑动移动。供料器移动装置16具有一对缸部16a。一对缸部16a分别设有活塞机构。在各缸部16a的前端16b设有未图示的捕捉机构。捕捉机构能够把持设备托盘42的端部42d。供料器移动装置16通过在把持着设备托盘42的状态下使活塞机构工作,能够使设备托盘42、即元件供给供料器40沿车身11的前后方向移动。在设备托盘42移动到一对载置面13a上的预定位置或者供料器设置台44的上表面44a上的预定位置之后,由供料器移动装置16进行的设备托盘42的把持被解除,设备
托盘42被从供料器移动装置16释放。由此,agv10能够将元件供给供料器40向元件安装机30或者保管库50交接、或者从元件安装机30或者保管库50取回元件供给供料器40。在本实施例中,供料器移动装置16使元件供给供料器40(详细而言为设备托盘42)在载置面13a与供料器设置台44的上表面44a之间滑动移动。因此,能够以较小的动力使元件供给供料器40移动,能够简化agv10的结构。
38.调整装置14配置于车身主体11a与托板保持部13之间,例如是与元件安装机30的供料器设置台44的上表面44a的高度位置以及倾斜位置对应地调整托板保持部13的载置面13a的高度以及倾斜度的装置,由控制装置12驱动。调整装置14具备未图示的致动器,能够调整一对载置面13a的上下方向上的位置以及倾斜度(车身11的前后方向上的倾斜度(图6的θ)以及左右方向上的倾斜度)。调整装置14具备检测致动器的驱动量的检测部,通过将由检测部检测出的驱动量控制为目标驱动量,能够将一对载置面13a调整为所期望的高度位置以及期望的倾斜位置。因而,检测调整装置14的致动器的驱动量的检测部作为计测载置面13a的高度以及倾斜度的计测部发挥功能。此外,作为调整装置14,能够使用调整载置面的高度以及倾斜度的公知的机构。
39.驱动装置18是驱动车轮17而使agv10行走的装置,由控制装置12驱动。驱动装置18能够独立地驱动左右的车轮17,能够使agv10前后行走,并且能够自如地调整agv10的行进方向。因而,agv10能够以任意的朝向停止在所指定的任意的位置。
40.控制装置12控制供料器移动装置16、调整装置14以及驱动装置18。控制装置12由具备cpu、rom、ram的计算机构成。控制装置12具备控制部12a和存储部12b,通过执行预先安装的程序而被赋予各种功能。作为一个例子,控制装置12作为执行如下处理的控制部12a发挥功能:驱动供料器移动装置16而使元件供给供料器40从载置面13a移动的处理、驱动调整装置14而调整载置面13a的高度以及倾斜位置的处理以及驱动驱动装置18而使agv10行走至任意的位置的处理。控制装置12例如作为存储从管理装置6发送的指示以及存储工厂内的地图的存储部12b发挥功能。在此处所说的地图中,包含对应每个元件安装机30设定的停止位置p1~p4以及用于将设定于保管库50的停止位置p0、使用过的元件供给供料器40朝向排出场54排出的停止位置p5(也称为排出位置p5)(参照图1)。
41.此外,agv10具备接口20。agv10与管理装置6连接为能够双向通信(例如通过无线),能够经由接口20接收来自管理装置6的指示。
42.参照图8对保管库50进行说明。保管库50保管被元件安装机30使用前的多个元件供给供料器40。如图8所示,保管库50具备供料器设置台52。在供料器设置台52的上表面52a构成为能够载置安装有多个元件供给供料器40的设备托盘42。保管库50与管理装置6连接为能够通信。作为一个例子,保管库50将安装有按照来自管理装置6的指示而指定的元件供给供料器40的设备托盘42设置于供料器设置台52的上表面52a。另外,保管库50将保管库50内的元件供给供料器40的库存状况朝向管理装置6报告。
43.参照图2,对管理装置6进行说明。管理装置6与各个元件安装机30、各个agv10、保管库50分别连接为能够通信,管理所有这些装置。管理装置6由具备cpu、rom、ram的计算机构成。如图2所示,管理装置6具备存储部6a和指令部6b,通过执行预先安装的程序而被赋予各种功能。作为一个例子,管理装置6作为存储各个元件安装机30相对于预先设定的基准面的基准位置数据以及存储工厂内的生产计划的存储部6a发挥功能。在基准位置数据中包含
关于各元件安装机30的供料器设置台44的上表面44a相对于基准面的基准高度位置以及基准倾斜位置。管理装置6作为基于所存储的生产计划而分别发送用于控制各元件安装机30、各agv10以及保管库50的指示的指令部6b发挥功能。
44.配备有上述生产系统100的工厂的地面有时会凸凹。因此,元件安装机30的供料器设置台44的上表面44a与agv10的载置面13a的高度、倾斜度未必一致。因此,仅通过使元件供给供料器40从载置面13a沿前后方向滑动移动,有时难以将元件供给供料器40向元件安装机30的供料器设置台44的上表面44a交接。部件从供料器设置台44的上表面44a朝向agv10的载置面13a的取回时也可以说是同样的。
45.在本实施例中,agv10例如具备调整装置14,该调整装置14与元件安装机30的供料器设置台44的上表面44a的高度位置以及倾斜位置对应地调整agv10的载置面13a的高度以及倾斜度。因而,即使工厂的地面凹凸,agv10也能够通过调整装置14而与供料器设置台44的上表面44a对应地调整agv10的载置面13a的高度以及倾斜度。由此,agv10能够使部件可靠地从载置面13a向元件安装机30的供料器设置台44的上表面44a移动及/或从供料器设置台44的上表面44a向agv10的载置面13a移动。元件安装机30的供料器设置台52的上表面44a是在本说明书中公开的技术中的载置台的第二载置面的一个例子。载置台的第二载置面并不限定于此,例如也可以是保管库50的供料器设置台52的上表面52a。
46.在本实施例的生产系统100中,管理装置6具备计测部6c,并且具备计测装置60。使用计测部6c以及计测装置60,在agv10进行设备托盘42的交接以及交付之前进行事前准备。参照图9对事先准备进行说明。计测装置60是用于计测各交接/取回位置处的agv10的载置面13a的高度位置、倾斜位置的装置。管理装置6的计测部6c基于由计测装置60计测出的数据,计算各agv10的载置面13a相对于预先设定的基准面的目标高度位置以及目标倾斜位置。如图9所示,计测装置60具备设置于车身11的宽度方向的一对高度计测用装置62和设置于设备托盘42的中央的倾斜度计测用装置64。作为一个例子,高度计测用装置62能够由发出激光的激光投光器62a和接收该激光的激光受光器62b构成。倾斜度计测用装置64具有计测倾斜度的传感器64a、发送由传感器64a测定出的数据的发送机64b以及接收来自发送机64b的数据的接收机(未图示)。但是,计测装置60的具体结构、计测的手段并不限定于此,也可以使用其它手段进行载置面13a相对于基准面的计测。
47.以下,对计测步骤进行说明。在此,以对供料器设置台44的上表面44a以及供料器设置台52的上表面52a相对于基准面(在本实施例中,定位于各停止位置p0~p5的agv10的初始状态下的载置面13a)的高度位置以及倾斜位置进行计测的步骤为一个例子进行说明。虽然没有特别限定,但是在本实施例中,作业者进行使用了该计测装置60的一系列的作业。首先,将agv10定位于保管库50的停止位置p0。此时,agv10的载置面13a处于初始状态。接着,在agv10的载置面13a上以及保管库50的供料器设置台52的上表面52a分别设置设备托盘42。在设置了设备托盘42后,在设置于agv10的设备托盘42的上表面42a各自的预定位置设置倾斜度计测用装置64以及激光投光器62a。另外,在设置于供料器设置台52的上表面52a的设备托盘42的预定位置设置倾斜度计测用装置64以及激光受光器62b。接着,从初始状态手动地驱动agv10的调整装置14,以使设置于agv10的设备托盘42的高度位置以及倾斜度相对于设置于供料器设置台52的设备托盘42一致的方式进行调整。具体而言,以能够用激光受光器62b接收激光投光器62a的光的方式调整位置,另外,以两个倾斜度计测用装置
64成为相同的值的方式进行调整。当两个设备托盘42的调整结束时,将从调整装置14的初始状态起的驱动量(即,致动器的驱动量)向管理装置6发送。管理装置6的计测部6c根据接收到的调整装置14的驱动量,计算停止位置p0处的供料器设置台52的上表面52a相对于基准面的高度位置以及倾斜位置。计算出的供料器设置台52的上表面52a的高度位置以及倾斜位置被存储于存储部6a。对各停止位置p1~p5执行上述计测。由此,计测各停止位置p0~p5处的供料器设置台44的上表面44a以及供料器设置台52的上表面52a的高度位置以及倾斜位置,并存储于存储部6a。此外,管理装置6也可以将各停止位置p0~p5处的供料器设置台44的上表面44a以及供料器设置台52的上表面52a的高度位置以及倾斜位置预先发送至agv10。
48.在本实施例的生产系统100中,agv10存储各停止位置p0~p5处的供料器设置台44的上表面44a以及供料器设置台52的上表面52a的高度位置以及倾斜位置,根据所存储的高度位置以及倾斜位置来调整调整装置14的驱动量。由此,能够根据供料器设置台44的上表面44a以及供料器设置台52的上表面52a来调整agv10的载置面13a的高度以及倾斜度。因此,在(行走面的状况不同)的各种使用环境下,能够适当地进行元件供给供料器40的自动更换。
49.参照图10~图12,对agv10交接元件供给供料器40的步骤进行说明。管理装置6管理各元件安装机30的生产状况,能够在各个元件安装机30中判断是否需要更换元件供给供料器40。管理装置6在特定的元件安装机30(例如,图1的元件安装机#4)中判断为需要更换元件供给供料器40时,对保管库50指示在供料器设置台52上准备设置有使用前的元件供给供料器40的设备托盘42。在保管库50中,在供料器设置台52上设置所指示的元件供给供料器40。管理装置6对所选择的一台agv10进行向元件安装机30(#4)交接元件供给供料器40的指示。此外,管理装置6也可以基于存储的工厂内的地图和各个agv10的位置信息,以使多个agv10中的在保管库50的附近待机的agv10动作的方式进行指示。
50.在步骤s12中,agv10从管理装置6接收将元件供给供料器40向特定的元件安装机30(例如,图1的元件安装机#4)交接的指示。此时,控制装置12存储来自管理装置6的指示。具体而言,agv10从管理装置6接收并存储元件安装机30的识别编号(#4)、元件安装机30的基准位置数据(调整装置14的驱动量)以及保管库50的基准位置数据(调整装置14的驱动量)。
51.在步骤s14中,agv10朝向保管库50的取回位置p0移动。具体而言,当agv10接收到来自管理装置6的指示时,基于控制装置12所存储的工厂的地图来驱动驱动装置18,agv10向保管库50的取回位置p0移动。当agv10被定位于取回位置p0时,朝向下一步骤s16转移。
52.如图11所示,在步骤s16中,agv10基于保管库50的取回位置p0处的基准位置数据(调整装置14的驱动量)来控制调整装置14的驱动量,调整agv10的载置面13a的倾斜度和高度。当载置面13a的调整完成时,朝向下一步骤s18转移。
53.在步骤s18中,agv10从保管库50的供料器设置台52的上表面52a向载置面13a取回元件供给供料器40。具体而言,控制装置12驱动供料器移动装置16,使供料器移动装置16的一对缸部16a朝向供料器设置台52上的设备托盘42移动。当一对缸部16a的前端16b与设备托盘42抵接时,供料器移动装置16通过捕捉机构把持设备托盘42的端部42d,使设备托盘42沿前后方向滑动移动而抽出。当设备托盘42被定位于agv10的载置面13a的预定的载置位置
时,朝向下一步骤s20转移。在此,在设备托盘42被定位于载置位置后,载置面13a也返回到初始状态的位置。
54.在步骤s20中,向所指示的元件安装机30(#4)的交接位置p4移动。具体而言,agv10基于控制装置12所存储的工厂的地图来驱动驱动装置18,朝向所指示的元件安装机30(#4)的交接位置p4移动。当agv10被定位于交接位置p4时,朝向下一步骤s22转移。
55.在步骤s22中,基于所指示的元件安装机30(#4)的交接位置p4处的基准位置数据来控制调整装置14的驱动量,来调整agv10的载置面13a的倾斜度和高度。当载置面13a的调整完成时,朝向下一步骤s24转移。
56.如图12所示,在步骤s24中,agv10从载置面13a向元件安装机30的供料器设置台52的上表面52a交接元件供给供料器40。具体而言,控制装置12驱动供料器移动装置16,供料器移动装置16的一对缸部16a在把持着设备托盘42的状态下使设备托盘42朝着向供料器设置台44推出的方向移动。当设备托盘42被定位于设置位置时,解除一对缸部16a的前端16b把持着设备托盘42的端部42d的状态。控制装置12驱动供料器移动装置16,使缸部16a向载置面13a上的原来的位置移动。当缸部16a被定位于载置面13a上时,载置面13a也返回到初始状态的位置。
57.通过以上的步骤,完成agv10的交接元件供给供料器40的步骤。此外,管理装置6在特定的元件安装机30(例如元件安装机#2)中判断为需要更换元件供给供料器40、且需要从特定的元件安装机30取回使用过的元件供给供料器40的情况下,指示agv10从特定的元件安装机30取回使用过的元件供给供料器40。以下,对该取回步骤进行说明。
58.agv10接收来自管理装置6的取回元件供给供料器40的指示。此时,控制装置12存储来自管理装置6的指示。具体而言,agv10从管理装置6接收并存储元件安装机30的识别编号(#2)、该元件安装机30的基准位置数据以及排出场54的停止位置p5处的基准位置数据。
59.接着,agv10朝向元件安装机30(#2)的取回位置p2移动。当agv10被定位于取回位置p2时,agv10基于元件安装机30(#2)的取回位置p2处的基准位置数据来驱动调整装置14,调整agv10的载置面13a的倾斜度和高度。接着,agv10驱动供料器移动装置16,从元件安装机30(#2)的供料器设置台44的上表面44a向载置面13a取回元件供给供料器40。
60.此外,以上完成取回元件供给供料器40的步骤。此外,agv10在取回了使用过的元件供给供料器40后,向排出场54的排出位置p5移动,将使用过的元件供给供料器40朝向排出场54排出。排出场54中的动作与向元件安装机30交接元件供给供料器40的动作同样地进行。
61.参照图13~图16,对本实施例的具备了agv10的生产系统100的其它实施方式进行说明。在上述实施例中,元件供给供料器40采用了在卷带上收容多个元件4的带式供料器,但是元件供给供料器40的形状、形式并未被特别限定,除此以外也能够进行各种变更。另外,能够与元件供给供料器40对应地适当变更生产系统100的各部的结构。例如如图13所示,元件供给供料器140也可以是在托盘141上收容有多个元件4的托盘式供料器。该多个元件供给供料器140被收容在托盘仓142内。多个元件供给供料器140(详细而言为托盘仓142)以能够装卸的方式设置在一对载置面13a上。因而,在多个元件供给供料器140中,无需之前的实施例中使用的设备托盘42。另外,与之对应地,元件安装机30的供料器设置台144的位置、形状也可以不同。以下,对成为变更的供料器设置台144进行说明。生产系统100的变形
例的其它结构与实施例相同,因此省略重复的说明。
62.如图14所示,元件安装机30的供料器设置台144可以与元件安装机30分开地设在和元件安装机30相邻的位置。供料器设置台144的上表面144a构成为能够载置元件供给供料器140。在该情况下,在从agv10向元件安装机30交接元件供给供料器140时,在供料器设置台144的上表面144a载置元件供给供料器140。
63.另外,如图14、图15所示,供料器移动装置16也可以构成为在各缸部16a的前端16b通过捕捉机构把持托盘仓142的框部142a。供料器移动装置16也可以在把持了框部142a后,通过活塞机构使元件供给供料器140(详细而言为托盘仓142)移动。由此,即使是这样的元件供给供料器140,agv10也能够使元件供料器140可靠地从载置面13a向元件安装机30的供料器设置台144的上表面144a移动及/或从供料器设置台144的上表面144a向agv10的载置面13a移动。
64.此外,在元件供给供料器140中,事前准备也与实施例的一部分不同。如图16所示,计测装置60也可以具备两个计测用托板143。由于不使用设备托盘42,因此在计测供料器设置台52、144的上表面52a、144a相对于基准面的高度位置以及倾斜位置时,也可以使用两个计测用托板143来实施。例如,在进行保管库50的供料器设置台52的上表面52a的高度位置以及倾斜位置的计测时,各计测用托板143可以分别设置于agv10的载置面13a上和保管库50的供料器设置台52的上表面52a上。另外,在各计测用托板143的上表面143a,将计测装置60设置于各预定位置,作业者能够以与实施例同样的步骤进行计测。
65.本实施例的生产系统100所具备的保管库50的数量并未被特别限定。生产系统100也可以具备多个保管库50。在该情况下,也可以在多个保管库50中包含通过暂时保管元件供给供料器40而具有安装线中的缓冲功能的保管库。
66.在本实施例的生产系统100中,agv10具备调整装置14、供料器移动装置16以及控制装置12,但是也可以在agv10的外部(例如,元件安装机30侧)设置这些装置。由此,例如,即使工厂的地面不平坦,agv10也能够使元件供给供料器40可靠地从载置面13a例如向元件安装机30的供料器设置台44的上表面44a移动及/或从元件安装机30的供料器设置台44的上表面44a向载置面13a移动。
67.以上,对在本说明书中公开的技术的具体例进行了详细说明,但是这些只不过是例示,并不限定权利要求书。在权利要求书所记载的技术中,包括对以上示例的具体例进行各种变形、变更而得到的技术。本说明书或者附图中说明的技术要素单独或者通过各种组合来发挥技术上的有用性,并不限定于申请时的权利要求所记载的组合。本说明书或者附图中示例的技术能够同时实现多个目的,实现其中一个目的本身就具有技术上的有用性。
68.附图标记说明
69.2:基板
70.4:元件
71.6:管理装置
72.6a:存储部
73.6b:指令部
74.6c:计测部
75.10:元件安装机
76.11:车身
77.12:控制装置
78.12a:控制部
79.12b:存储部
80.13:托板保持部
81.13a:载置面
82.14:调整装置
83.16:供料器移动装置
84.17:车轮
85.18:驱动装置
86.20:接口
87.30:元件安装机
88.40、140:元件供给供料器
89.42:设备托盘
90.42a:上表面
91.44、144:供料器设置台
92.44a、144a:上表面
93.48:安装机控制装置
94.50:保管库
95.52:供料器设置台
96.52a:上表面
97.60:计测装置
98.62:高度计测用装置
99.64:倾斜度计测用装置
100.64a:传感器
101.64b:发送机
102.100:生产系统
103.141:托盘
104.142:托盘仓
105.142a:框部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。