1.本实用新型涉及硬枝切腹接嫁接技术领域,具体是涉及一种硬枝切腹接嫁接机。
背景技术:
2.硬枝嫁接是育苗、建园、更新品种等农业生产活动中不可缺少的技术措施,具有时令性强、劳动强度大等特点。到目前为止,硬枝嫁接作业仍然采用传统的手工方式,硬枝嫁接一般包括劈接、插皮接、切接、腹接、桥接、榫接等,其中切腹接是在总结切接和腹接经验的基础上发展起来的一种新的嫁接方法。由于该种嫁接方法砧木不易失水干枯,接芽养分供应较足,营养条件好,很少出现砧与穗争夺养分的矛盾,故接芽萌发快且整齐,生长良好,不存在假活现象,接穗成活率高,接口愈合良好,该方法一般成活率在95%左右,高于切接和腹接,因此该种嫁接方式受到广大果农的欢迎。具体嫁接方法是:先在砧木高度42cm处削成3-5cm长的削切斜面(其长度不得低于3cm);然后在砧木削切斜面由上往下的1/3处,顺砧木削切斜面往下斜切1-2cm左右的斜切口;削接穗,在接芽的两侧各削一刀,将其在顶芽上方1cm处剪断,保证接穗有2-3个饱满芽,长度一般为5-6cm左右;插接穗,以芽收尾一边形成层对齐为主,上部刀口处对齐;包扎,露芽和叶柄密封不透气。削砧木与穗木均要求嫁接刀锋利,一次成功,保证削切斜面平滑干净,保证适宜的回切厚度,以便砧木与穗木能够充分对接,提高接穗成活率。因而切腹接属于农业精细作业,劳动强度大,对嫁接工人的熟练度要求极高,工人的工资高,进一步导致嫁接成本较高。且嫁接过程中人的不稳定因素导致穗木、砧木嫁接形成层对齐精度难以保证,造成接穗成活率低,进一步增加了嫁接成本。而目前市场上没有专门用于硬枝切腹接的装备,为适应现代化农业发展的需要,解决手工硬枝切腹接生产效率低、劳动强度大、接穗成活率低、生产嫁接成本高的问题,亟需开发研制出一种适用于硬枝切腹接的嫁接机。
技术实现要素:
3.本实用新型目的是提供一种硬枝切腹接嫁接机,该硬枝切腹接嫁接机能实现砧木和穗木的削切以及砧木和穗木的切腹接,嫁接精准、生产效率高、嫁接成本低。
4.为实现上述目的,本实用新型采取以下技术方案:
5.一种硬枝切腹接嫁接机,包括机架,在所述机架上设有砧木加工装置和穗木加工装置,所述砧木加工装置包括可转动的第一转盘、斜削顶机构、破砧机构和缠膜机构,在第一转盘上安装有若干个砧木夹持机构;所述穗木加工装置包括可转动的第二转盘、穗木切断机构、切穗机构和蘸蜡机构,在第二转盘上安装有若干个穗木夹持机构,在穗木夹持机构上设有旋转机构,穗木夹持机构和旋转机构同时随第二转盘周向旋转,并且旋转机构能单独控制穗木夹持机构的轴向旋转。
6.优选的,所述砧木夹持机构包括砧木夹紧驱动、第一动夹紧块和第一定夹紧块,第一动夹紧块在砧木夹紧驱动带动下靠近或远离第一定夹紧块;穗木夹持机构包括夹紧座、穗木夹紧驱动、第二动夹紧块和第二定夹紧块,第二动夹紧块在穗木夹紧驱动带动下靠近
或远离第二定夹紧块。
7.优选的,所述斜削顶机构包括倾斜设置的电剪,电剪间歇的开闭对砧木进行削切形成削切斜面。
8.优选的,所述破砧机构包括倾斜设置的第一可旋转锯片,所述第一可旋转锯片由设置在机架上的移动部件驱动可上下倾斜移动。
9.优选的,所述穗木切断机构包括水平设置的第二可旋转锯片。
10.优选的,所述切穗机构包括可水平移动的第一切刀和可水平移动第二切刀,第一切刀和第二切刀形成楔角。
11.优选的,所述蘸蜡机构包括可加热的蜡锅和蘸蜡勺,所述蘸蜡勺可上下移动,蘸蜡勺向下移动时能行进至蜡锅内部。
12.优选的,所述破砧机构还包括激光对射机构。
13.优选的,所述旋转机构包括旋转气缸,旋转气缸通过弹簧弹性设置在第二转盘上,在所述机架上还设有嫁接气缸,嫁接气缸推动旋转气缸倾斜移动。
14.进一步优选的,所述砧木夹紧驱动为砧木夹紧气缸,第一动夹紧块为第一动v型块,第一定夹紧块为第一定v型块;穗木夹紧驱动为穗木夹紧气缸,第二动夹紧块为第二动v型块,第二定夹紧块为第二定v型块。
15.上述技术方案中,通过将砧木放置在第一动v型块和第一定v型块之间,通过第一定v型块对砧木进行定位,第一动v型块靠近第一定v型块实现砧木夹紧,通过第一转盘旋转带动砧木夹持机构进而带动砧木旋转至各个加工机构,对砧木进行相应加工;其中斜削顶机构的电剪通过间歇开闭对待加工的砧木进行削切形成削切斜面;破砧机构的第一可旋转锯片通过移动部件驱动上下倾斜移动对砧木进行切腹,形成斜切口,并通过激光对射机构监测、控制第一可旋转锯片是否斜切至砧木的预设位置,保证砧木的砧口剩余组织厚度有效结合面充足,不会因切深过大造成破砧失败;通过将穗木放置在第二动v型块和第二定v型块之间,通过第二定v型块对穗木进行定位,第二动v型块靠近第二定v型块实现穗木夹紧,通过第二转盘旋转带动穗木夹持机构进而带动穗木旋转至各个加工机构,对穗木进行相应加工;其中穗木切断机构通过第二可旋转锯片将待加工的穗木切断,使穗木底部保持同一水平高度;切穗机构的第一切刀和第二切刀形成楔角,通过第一切刀和第二切刀水平移动靠近穗木,对穗木进行削切穗处理,使穗木顶端形成嫁接楔角;可加热的蜡锅对蜡油保温保持蜡油不凝固,舀有蜡油的蘸蜡勺向上移动,从而使得同一水平高度的穗木底部浸泡在舀有蜡油的蘸蜡勺内,实现穗木底部的蘸蜡处理,有效防止了高温烘烤对穗木的损伤同时保证穗木顶端密封不透气;蘸蜡后的穗木由旋转机构控制第二动v型块和第二定v型块轴向旋转,进而带动穗木轴向旋转直至穗木倾斜角度与切腹角度一致,蘸蜡后的穗木随第二转盘旋转至第一转盘的破砧机构和缠膜机构之间上方,此时切腹后的砧木随第一转盘旋转至破砧机构和缠膜机构之间;嫁接气缸推动旋转气缸向下倾斜移动,穗木顶端的嫁接楔角插入切腹后的砧木实现自动嫁接;随后第一转盘继续带动嫁接后的砧木旋转至缠膜机构,缠膜机构随即对嫁接后的砧木进行缠膜处理,保证露芽和叶柄密封不透气,从而实现砧木和穗木的削切以及砧木和穗木的切腹接,嫁接精准、生产效率高、嫁接成本低。
附图说明
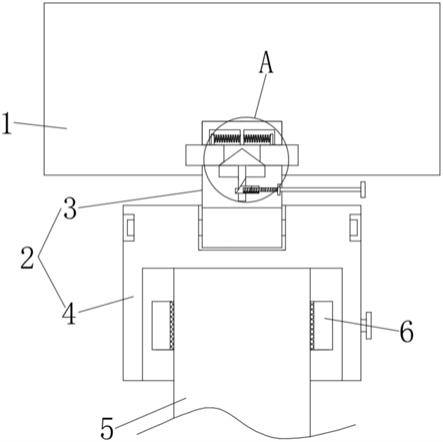
16.图1为硬枝切腹接示意图;
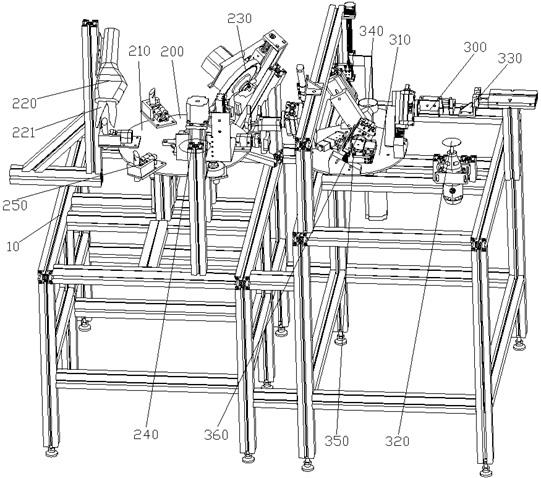
17.图2为本实用新型硬枝切腹接嫁接机示意图;
18.图3为本实用新型硬枝切腹接嫁接机的砧木加工装置示意图;
19.图4为本实用新型砧木加工装置的砧木夹持机构示意图;
20.图5为本实用新型硬枝切腹接嫁接机的穗木加工装置示意图;
21.图6为本实用新型穗木加工装置的切穗机构示意图;
22.图7为本实用新型穗木加工装置的穗木夹持机构和旋转机构示意图。
具体实施方式
23.下面结合附图,对本实用新型做进一步说明:
24.如图2-图7所示,本硬枝切腹接嫁接机,包括机架10,在机架上10设有砧木加工装置200和穗木加工装置300,其中砧木加工装置200包括可转动的第一转盘210、斜削顶机构220、破砧机构230和缠膜机构240,在第一转盘210上安装有若干个沿第一转盘210周向阵列的砧木夹持机构250;砧木夹持机构250包括砧木夹紧驱动、第一动夹紧块和第一定夹紧块,第一动夹紧块在砧木夹紧驱动带动下靠近或远离第一定夹紧块,用于夹紧或松开砧木1;为使砧木1定位精准,第一动夹紧块动作灵敏易控,通常夹紧驱动为砧木夹紧气缸251,第一动夹紧块为第一动v型块252,第一定夹紧块为第一定v型块253,这样将砧木1放置在第一动v型块252和第一定v型块253之间,第一动v型块252靠近第一定v型块253即可实现砧木1的自动定位和夹紧。穗木加工装置300包括可转动的第二转盘310、穗木切断机构320、切穗机构330和蘸蜡机构340,在第二转盘310上安装有若干个沿第二转盘310周向阵列的穗木夹持机构350,在穗木夹持机构350上设有旋转机构360,穗木夹持机构350和旋转机构360同时随第二转盘310周向旋转,并且旋转机构360能单独控制穗木夹持机构350的轴向旋转;穗木夹持机构350包括穗木夹紧驱动、第二动夹紧块和第二定夹紧块,第二动夹紧块在穗木夹紧驱动带动下靠近或远离第二定夹紧块用于夹紧或松开穗木2;通常穗木夹紧驱动为穗木夹紧气缸351,第二动夹紧块为第二动v型块352,第二定夹紧块为第二定v型块353,这样将穗木放置在第二动v型块352和第二定v型块353之间,第二动v型块352靠近第二定v型块353即可实现穗木2的自动定位和夹紧。这样砧木夹持机构250对待加工的砧木进行夹持固定,随后第一转盘210旋转带动砧木夹持机构250及待加工的砧木旋转至斜削顶机构220,斜削顶机构220对待加工的砧木进行削切形成削切斜面3;削切后的砧木随第一转盘210旋转至破砧机构230,破砧机构230对砧木进行切腹,形成斜切口4;切腹后的砧木1继续随第一转盘210旋转;在此之前,将待加工的穗木放置在穗木夹持机构350上,穗木夹持机构350对穗木2进行夹持固定,随后第二转盘310旋转带动穗木夹持机构350及待加工的穗木旋转至穗木切断机构320,穗木切断机构320将待加工的穗木切断,使穗木2底部保持同一水平高度;随后穗木2随第二转盘310旋转至切穗机构330,切穗机构330对穗木2进行削切穗处理,使穗木顶端形成嫁接楔角5;随后穗木2随第二转盘310旋转至蘸蜡机构340,蘸蜡机构340对穗木2端部进行蘸蜡处理;蘸蜡后的穗木2由旋转机构360控制穗木夹持机构350的第二动v型块352和第二定v型块353轴向旋转,进而带动穗木2轴向旋转直至穗木2倾斜角度与切腹角度一致,蘸蜡后的穗木2随第二转盘310旋转至第一转盘210的破砧机构230和缠膜机构240之间上方位
置,此时切腹后的砧木1随第一转盘210旋转至破砧机构230和缠膜机构240之间,第二动v型块352和第二定v型块353带动穗木2顶端的嫁接楔角5插入切腹后的砧木1实现嫁接;随后第一转盘210继续带动嫁接后的砧木1旋转至缠膜机构240,缠膜机构240随即对嫁接后的砧木1进行缠膜处理,实现苹果、梨、芒果、樱桃等树苗的自动破砧、制穗、蘸蜡、嫁接、缠膜加工工序。缠膜机构是现有技术,例如申请号为201921996292.3,实用新型名称为一种苹果自动化嫁接的缠膜装置,故在此不再详细阐述缠膜机构的具体结构。
25.在本实施例中,斜削顶机构220包括与水平面夹角为45
°
倾斜设置的电剪221,电剪221间歇的开闭对砧木1进行削切形成削切斜面3;破砧机构230包括倾斜设置的第一可旋转锯片231,第一可旋转锯片231与水平面夹角为60
°
,与人工破砧的斜切口角度保持一致,第一可旋转锯片231由设置在机架10上的移动部件232驱动实现上下倾斜移动,进而实现砧木1的削切和第一可旋转锯片231的退刀,在砧木1上形成与水平面夹角为60
°
的斜切口4;进一步的,破砧机构230还包括激光对射机构233,通过激光对射机构233的激光通断监测第一可旋转锯片231的行进位置,进而控制第一可旋转锯片231是否斜切至砧木1的预设位置,保证砧木1的砧口剩余组织厚度有效结合面充足,不会因切深过大造成破砧失败。在本实施例中,穗木切断机构320包括水平设置的第二可旋转锯片321,第二可旋转锯片321将待加工的穗木切断,使穗木2底部保持同一水平高度,便于后续精准蘸蜡处理。
26.在一个优选实施例中,蘸蜡机构340包括可加热的蜡锅341和蘸蜡勺342,其中蘸蜡勺342可上下移动,并且蘸蜡勺342向下移动时能行进至蜡锅341内部。将蜡油放置在蜡锅341内,蜡锅341可加热保证蜡油温度,保持蜡油不凝固,舀有蜡油的蘸蜡勺342向上移动,从而使得同一水平高度的穗木2端部浸泡在舀有蜡油的蘸蜡勺342内,实现穗木端部的蘸蜡处理,有效防止了高温烘烤对穗木2的损伤同时保证穗木2端部密封不透气。
27.在一个优选实施例中,旋转机构360包括旋转气缸361,旋转气缸361通过弹簧362弹性设置在第二转盘310上,在机架10上还设有嫁接气缸363,嫁接气缸363的气缸杆伸长推动旋转气缸361向下倾斜移动,进而带动第二动v型块352和第二定v型块353向下倾斜移动,从而使穗木2插入砧木的斜切口4,将旋转气缸361设置在滑轨364上,滑轨364保证旋转气缸361滑移精度。进一步的,可以在第二动v型块352和第二定v型块353上分别设置第二动v型指355和第二定v型指356,并且第二定v型指356角度小于第二动v型指355,使得当切穗机构330削切穗木2时可以很好的通过第二定v型指356,第二动v型指355和第二定v型指356配合协助穗木2顺利的嫁接在砧木1上,避免穗木2受力过大,导致损伤。当穗木2嫁接完毕,第二动v型块352远离第二定v型块353,穗木2脱离第二动v型块352和第二定v型块353约束,嫁接气缸362的气缸杆缩短,旋转气缸361在弹簧362弹性作用下远离第二转盘310,穗木2远离穗木夹持机构350;穗木夹持机构350继续随第二转盘31旋转进行下一穗木的夹紧。
28.在另一个优选实施例中,切穗机构330包括可水平移动的第一切刀331和可水平移动第二切刀332,并且第一切刀331和第二切刀332形成楔角,这样第一切刀331和第二切刀332同时水平移动靠近穗木2,对穗木2进行削切实现制穗。
29.上述技术方案中,将待嫁接的砧木和穗木提前根据直径大小分组,提高嫁接精准性;将砧木1放置在第一动v型块252和第一定v型块253之间,第一动v型块252靠近第一定v型块253对砧木1进行定位和夹紧,第一转盘210旋转进而带动砧木夹持机构250及砧木1旋转至各个加工机构,对砧木1进行相应加工;其中斜削顶机构220的电剪221间歇开闭对待加
工的砧木进行削切形成削切斜面3;破砧机构230的第一可旋转锯片231由移动部件232驱动向下倾斜移动对砧木1进行切腹,形成斜切口4,并通过激光对射机构233监测、控制第一可旋转锯片231是否斜切至砧木1的预设位置,保证砧木1的砧口剩余组织厚度有效结合面充足,第一可旋转锯片231向上移动,完成退刀。在此之前,将穗木2放置在第二动v型块352和第二定v型块353之间,第二动v型块352靠近第二定v型块353实现穗木2的定位夹紧,第二转盘310旋转带动穗木夹持机构350进而带动穗木2旋转至各个加工机构,对穗木2进行相应加工;其中穗木切断机构320的第二可旋转锯片321将待加工的穗木切断,使穗木2底部保持同一水平高度;穗木2旋转至切穗机构330,第一切刀331和第二切刀332同时水平移动靠近穗木2,对穗木2进行削切,使穗木2顶端形成嫁接楔角;穗木2旋转至蘸蜡机构340,舀有蜡油的蘸蜡勺342向上移动,从而实现同一水平高度的穗木2端部浸泡在舀有蜡油的蘸蜡勺342内,实现穗木2端部的蘸蜡处理,随后舀有蜡油的蘸蜡342勺向下移动至蜡锅341内部,保证蜡油不凝固;蘸蜡后的穗木2由旋转机构360控制穗木夹持机构350的第二动v型块352和第二定v型块353轴向旋转,进而带动穗木2轴向旋转直至穗木2倾斜角度与切腹角度一致,蘸蜡后的穗木2随第二转盘310旋转至第一转盘210的破砧机构230和缠膜机构240之间上方位置,此时切腹后的砧木1随第一转盘210旋转至破砧机构230和缠膜机构240之间;嫁接气缸362的气缸杆伸长推动旋转气缸361向下倾斜移动,进而带动第二动v型块352和第二定v型块353向下倾斜移动,从而使穗木2插入砧木1的斜切口4。第二动v型指355和第二定v型指356配合协助穗木2顺利的嫁接在砧木1上,避免穗木2受力过大,导致损伤。当穗木2嫁接完毕,第二动v型块352远离第二定v型块353,穗木2脱离第二动v型块352和第二定v型块353约束,嫁接气缸362的气缸杆缩短,旋转气缸361在弹簧362弹性作用下远离第二转盘310,穗木2远离穗木夹持机构350;穗木夹持机构350继续随第二转盘31旋转进行下一穗木的夹紧;随后第一转盘210继续带动嫁接后的砧木旋转至缠膜机构240,缠膜机构240随即对嫁接后的砧木进行缠膜处理,实现苹果、梨、芒果、樱桃等树苗的自动破砧、制穗、蘸蜡、嫁接、缠膜加工工序,最后第一动v型块252远离第一定v型块253,将嫁接好的砧木取下即可。
30.本实施例只是对本实用新型构思和实现的说明,并非对其进行限制,在本实用新型构思下,未经实质变换的技术方案仍然在保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。