1.本发明涉及水泥制品板材生产设备技术领域,尤其涉及一种水泥板材连续生产线。
背景技术:
2.随着房地产业的兴起,水泥制品板材在建筑行业得到了极大的应用和推广,现有技术的水泥制品板材的生产线通常包括称重装置、混料装置、布料机、压机、干燥窑等,各工序装置之间工位分散,积用厂房面积较大,尤其是对从干燥窑烧制出来的水泥制品板材进行静置浇水保养时需要的场地巨大,且通过人工进行出料、送料、运输,作业自动化程度低,导致生产成本高、效率低,极大地制约了水泥制品板材的应用和推广。
技术实现要素:
3.针对现有技术的不足,本发明所解决的技术问题是如何解决水泥制品板材生产过程作业自动化且节省厂房养护作业面积。
4.为解决上述技术问题,本发明采用的技术方案是一种水泥板材连续生产线,包括辅料称重装置、自动装卸装置、混料装置、主料自动供料装置、原料输送带、布料机、压机、窑前辊台、蒸汽滚道窑、窑后辊台、重载输送带、下板机、第一轻载输送带、上板机、第二轻载输送带及取板机械手,所述辅料称重装置出料口与下方的所述自动装卸装置工艺连接,所述自动装卸装置与下方的所述混料装置第一进料口工艺连接,所述主料自动供料装置出口与下方的所述混料装置第二进料口工艺连接,所述混料装置出料口与下方的所述原料输送带进料端工艺连接,所述原料输送带出料端与下方的所述布料机进料斗工艺连接,所述布料机出料口与所述压机冲压平台工艺连接,所述窑前辊台设在所述压机一侧,其出料端与所述蒸汽滚道窑进料口工艺连接,所述蒸汽滚道窑出料口端与所述窑后辊台进料端工艺连接,所述窑后辊台出料口端与所述重载输送带进料口端工艺连接,所述重载输送带出口端与所述下板机进料端工艺连接,所述下板机出料端与所述第一轻载输送带进料端工艺连接,所述第一轻载输送带出料端与所述上板机进料端工艺连接,所述上板机出料端与所述第二轻载输送带进料端工艺连接,所述第二轻载输送带出料端与所述窑前辊台进料端工艺连接,所述取板机械手设在所述第二轻载输送带出料端上方且在所述压机一侧与所述窑前辊台进料端工艺连接取放板材。
5.所述辅料称重装置包括装料斗、送料传动带及称重传感器,所述送料传动带在所述装料斗出口下方用于辅料传输运送,所述称重传感器与所述送料传动带连接,用于对辅料进行称量计重。
6.所述自动装卸装置包括斜面槽形轨道及缷料斗,所述缷料斗初始位置设于所述辅料称重装置的送料传动带出料端下方,所述缷料斗与所述斜面槽形轨道连接运行且终点在所述混料装置第一进料口上方,所述自动装卸装置用于将辅料投送到所述混料装置内。
7.所述主料自动供料装置包括蛟龙式送料机,所述蛟龙式送料机出料口设在所述混
料装置的第二进料口上方,用于将主料传送到所述混料装置内。
8.所述压机的参数:压力为1000-3000吨,压制速率为1
‑‑
2.4次/分钟,通过超高压压制,使水分子在有限空间里充分分布于砂石水泥等各微孔孔隙之间,加快水泥水化反应,产品迅速成型并具备一定的初始强度,显著提升水泥制品的致密度及韧性,从而提升产品的抗压强度及抗折弯等各项物理性能。
9.所述取板机械手设有真空强力吸盘,所述真空强力吸盘负责将所述压机冲压平台上的压制好的水泥制品板材取出放在所述窑前辊台进料口端。
10.所述蒸汽滚道窑包括蒸汽装置,所述蒸汽装置设在所述蒸汽滚道窑一侧向所述蒸汽滚道窑提供高温蒸汽,所述蒸汽滚道窑用于对进入滚道窑的水泥制品板材进行高温蒸汽保养。
11.所述下板机设有真空强力吸盘用于吸取水泥制品板材进行下板进入后一工序的表面处理及打包出品工序,优选地,所述下板机包括第一下板机、第二下板机,所述第一下板机、第二下板机顺序相连以提高分扳工作效率。
12.所述上板机设有真空强力吸盘用于吸取添加或减少承放水泥制品板材的托板以保证所述压机制板频率需要。
13.与现有技术相比,本发明通过将辅料称重装置、自动装卸装置、混料装置、主料自动供料装置、原料输送带、布料机、压机、窑前辊台、蒸汽滚道窑、窑后辊台、重载输送带、下板机、第一轻载输送带、上板机、第二轻载输送带及取板机械手串联组合起来形成一条连续生产线,实现了水泥制品板材生产过程作业自动化,同时利用压机的超高压的压力来压制,显著提升了水泥制品板材的致密度及韧性,利用蒸汽滚道窑高温蒸汽提供温度及饱和湿度,加快水泥制品的水化反应提升产品的早期强度,节省常规养护所需要作业使用面积。
附图说明
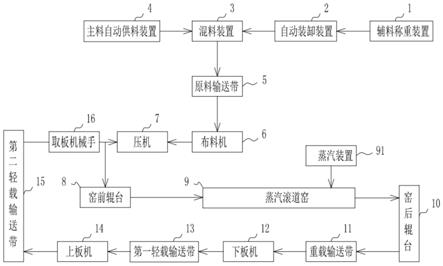
14.图1为本发明示意图。
具体实施方式
15.下面结合附图对本发明的具体实施方式做进一步的说明,但不是对本发明的限定。
16.图1示出了一种水泥板材连续生产线,包括辅料称重装置1、自动装卸装置2、混料装置3、主料自动供料装置4、原料输送带5、布料机6、压机7、窑前辊台8、蒸汽滚道窑9、窑后辊台10、重载输送带11、下板机12、第一轻载输送带13、上板机14、第二轻载输送带15及取板机械手16,辅料称重装置1出料口与下方的自动装卸装置2工艺连接,自动装卸装置2与下方的混料装置3第一进料口工艺连接,主料自动供料装置4出口与下方的混料装置3第二进料口工艺连接,混料装置3出料口与下方的原料输送带5进料端工艺连接,原料输送带5出料端与下方的布料机6进料斗工艺连接,布料机6出料口与压机7冲压平台工艺连接,窑前辊台8设在压机7一侧,其出料端与蒸汽滚道窑9进料口工艺连接,蒸汽滚道窑9出料口端与窑后辊台10进料端工艺连接,窑后辊台10出料口端与重载输送带11进料口端工艺连接,重载输送带11出口端与下板机12进料端工艺连接,下板机12出料端与第一轻载输送带13进料端工艺连接,第一轻载输送带13出料端与上板机14进料端工艺连接,上板机14出料端与第二轻载
输送带15进料端工艺连接,第二轻载输送带15出料端与窑前辊台8进料端工艺连接,取板机械手16设在第二轻载输送带15出料端上方且在压机7一侧与窑前辊台8进料端工艺连接取放板材。
17.辅料称重装置1包括装料斗、送料传动带及称重传感器,送料传动带在装料斗出口下方用于辅料传输运送,称重传感器与送料传动带连接,用于对辅料进行称量计重。
18.自动装卸装置2包括斜面槽形轨道及缷料斗,缷料斗初始位置设于辅料称重装置1的送料传动带出料端下方,缷料斗与斜面槽形轨道连接运行且终点在混料装置3第一进料口上方,自动装卸装置2用于将辅料投送到混料装置3内。
19.主料自动供料装置4包括蛟龙式送料机,蛟龙式送料机出料口设在混料装置3的第二进料口上方,用于将主料传送到混料装置3内。
20.压机7的参数:压力为1000-3000吨,压制速率为1
‑‑
2.4次/分钟,通过超高压压制,使水分子在有限空间里充分分布于砂石水泥等各微孔孔隙之间,加快水泥水化反应,产品迅速成型并具备一定的初始强度,显著提升水泥制品的致密度及韧性,从而提升产品的抗压强度及抗折弯等各项物理性能。
21.取板机械手16设有真空强力吸盘,真空强力吸盘负责将压机7冲压平台上的压制好的水泥制品板材取出放在窑前辊台8进料口端。
22.蒸汽滚道窑9包括蒸汽装置91,蒸汽装置91设在蒸汽滚道窑9一侧向蒸汽滚道窑9提供高温蒸汽,蒸汽滚道窑9用于对进入滚道窑的水泥制品板材进行高温蒸汽保养。
23.下板机12设有真空强力吸盘用于吸取水泥制品板材进行下板进入后一工序的表面处理及打包出品工序,优选地,下板机12包括第一下板机、第二下板机,第一下板机、第二下板机顺序相连以提高分扳工作效率。
24.上板机设有真空强力吸盘用于吸取添加或减少承放水泥制品板材的托板以保证压机7制板频率需要。
25.本发明进入工作状态时,辅料进入辅料称重装置1进行称重计量,通过辅料称重装置1设立的送料传动带输送到自动装卸装置2的缷料斗上,然后缷料斗由电机驱动上升至混料装置3第一进料口上方倾倒掉入混料装置3内,同时主料自动供料装置4通过设立的蛟龙式送料机将主料-水泥输送到混料装置3第二进料口上方掉入混料装置3内,混料装置3将内部的主料和辅料进行充分搅拌后,原料从混料装置3出料口排出掉进下方的原料输送带5进料端,由原料输送带5输送至布料机6进料斗内,再经布料机6出口至压机7的冲压平台的专用模具里,由压机7完成水泥制品板材的冲压,取板机械手16通过真空强力吸盘将冲压好的水泥制品板材吸取出来放进窑前辊台8进料口端,再由窑前辊台8输送到蒸汽滚道窑9进料口,水泥制品板材进入蒸汽辊道窑9后,逐步由常温区进入升温区、高温恒温区、降温区,在温度为45-75℃,湿度为95-100%的窑炉中养护4小时,在蒸汽养护期间,利用蒸汽的高温度、高湿度提供温度及饱和湿度,加快水泥制品的水化反应提升产品的早期强度。水泥制品板材经过蒸汽辊道窑9高温养护后离开窑炉进入窑后辊台10,再由窑后辊台10输送到重载输送带11,重载输送带11将水泥制品板材送至下板机12,由下板机12将水泥制品板材吸取离开生产线进入后面的表面处理和产品打包工序,水泥制品板材取出后,承载水泥制品板材的托板继续由第一轻载输送带13输送至上板机14,上板机14根据压机7的冲压情况进行人工干预调节托板的间距,当压机7的冲压频率加快时,由上板机14添加托板数量,当压机7
的冲压频率减慢时,上板机14吸取生产线上的托板数量,减少托板数量。托板由第二轻载输送带15继续输送前行至窑前辊台8形成闭环循环运动。
26.本发明通过将辅料称重装置1、自动装卸装置2、混料装置3、主料自动供料装置4、原料输送带5、布料机6、压机7、窑前辊台8、蒸汽滚道窑9、窑后辊台10、重载输送带11、下板机12、第一轻载输送带13、上板机14、第二轻载输送带15及取板机械手16串联组合起来形成一条连续生产线,实现了水泥制品板材生产过程作业自动化,同时利用压机7的超高压的压力来压制,显著提升了水泥制品板材的致密度及韧性,利用蒸汽滚道窑9高温蒸汽提供温度及饱和湿度,加快水泥制品的水化反应提升产品的早期强度,节省常规养护所需要作业使用面积。
27.以上结合附图对本发明的实施方式作出了详细说明,但本发明不局限于所描述的实施方式。对于本领域技术人员而言,在不脱离本发明的原理和精神的情况下,对这些实施方式进行各种变化、修改、替换和变型仍落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
