1.本发明涉及电缆生产技术领域,特别涉及一种基于智能电缆扎线板的智能预警方法。
背景技术:
2.随着技术的发展,电力对于现代生活已经是不可缺少的重要能源,日常的生产生活离不开电力,而电缆是电力输送的关键。一般情况下,电缆通常是由几根或几组导线绞合而成的类似绳索的线材,每组导线之间相互绝缘,用扎带包住,最后外面包有高度绝缘的覆盖层。
3.由于应用商的不同要求,每条电缆的导线都是不同的,因此在电缆生产过程中,大多数都是根据应用商所给的图样要求来选择不同类型的导线进行包装及包扎。具体地,传统方式中,先将应用商的图样以纸质方式打印出来,然后用钉子将图样图纸固定在电缆扎线板上,再通过人工根据图样图纸的要求去选择导线及包扎。但是,这种方式存在比较大的问题:根据图样的不同,每次都要打印图样图纸,同时还需要更换面板上的图纸,人工成本高,也浪费纸张,且由于是人工去操作,往往会出现拿错导线型号的现象,即使出现错误,也无法及时得到预警,使得错误率极大,严重影响电缆的质量,无法满足制造商的高质量要求。
技术实现要素:
4.本发明主要解决的技术问题是提供一种基于智能电缆扎线板的智能预警方法,可以通过显示器显示不同的图样图案,无需再打印图样图纸,不浪费纸张,也不再需要人工更换面板上的图纸,人工成本也低,且可以在检测到工作人员的操作不正确时,产生预警,可以及时纠正错误,有效起到监督效果,错误率极低,能够满足制造商的高质量要求。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种基于智能电缆扎线板的智能预警方法,其特征在于,该智能电缆扎线板装置包括显示器、与所述显示器电连接且处于所述显示器的顶端的多个摄像头、与所述显示器电连接的蜂鸣器、设置在所述显示器的底端的第一支撑脚、设置在所述显示器的底端的第二支撑脚、呈透明光滑状且与所述显示器对应设置的透明玻璃、多个卡置杆、设置在所述透明玻璃的底端的第三支撑脚、设置在所述透明玻璃的底端的第四支撑脚、第一导轨和第二导轨,其中所述透明玻璃中间隔设置有多个细孔,多个卡置杆可拆卸插设在所述多个细孔中,所述第三支撑脚可移动设置在所述第一导轨中,所述第四支撑脚可移动设置在所述第二导轨中,所述显示器包括有用于根据需要显示不同类型的图样图案的第一显示界面以及用于回放错误操作的第二显示界面,该方法包括:在裁切导线时对该导线设置唯一的颜色id识别码,其中该颜色id识别码由呈圆环状的多个颜色涂层构成,且所述颜色涂层的颜色与该导线的颜色不相同;根据用户所需要求利用显示器的第一显示界面显示不同类型的多个图样图案,其中所述多个图样图案沿竖直方向间隔设置,所述图样图案包括导线型号、导线走线位置、卡置杆位置以及扎
带位置;控制所述透明玻璃朝远离所述显示器的方向移动,以使得所述透明玻璃和所述显示器间隔分开;将多个卡置杆插设在与所述图样图案对应的所述透明玻璃的多个细孔中;待所述卡置杆插设完毕,控制所述透明玻璃朝靠近所述显示器的方向移动,以使得所述透明玻璃和所述显示器紧密相连设置;启动放导线步骤,通过识别工作人员手上所拿的导线的颜色id识别码来判断出该导线的导线型号,并通过该导线型号识别出工作人员手上所拿的导线所处的导线走线位置,以使得工作人员根据该导线走线位置将导线挂设在所述透明玻璃的图样图案所对应的卡置杆上;利用摄像头实时拍摄工作人员放置导线在透明玻璃的卡置杆上的所有步骤的视频图像,并判断工作人员所选取的导线是否放错位置,并判断工作人员所包扎的扎带的位置是否有错误,其中视频图像包括工作人员放置导线在透明玻璃所对应的卡置杆上的过程的第一视频图像以及工作人员对整捆导线进行扎带包扎的过程的第二视频图像;如果确定工作人员所选取的导线是放错位置,截取工作人员放置导线在错误位置的整个错误操作的第一视频图像,并利用显示器的第二显示界面不断回放工作人员错误操作的第一视频图像,同时在显示器的第二显示界面中显示放错位置的导线的颜色id识别码,且利用蜂鸣器产生警报语音;如果确定工作人员所包扎的扎带位置有错误,截取工作人员所包扎的扎带的位置有错误的第二视频图像,并利用显示器的第二显示界面不断回放工作人员所包扎的扎带的位置有错误的第二视频图像,同时在显示器的第二显示界面中显示扎带包扎错误的位置的扎带的序号,且利用蜂鸣器产生警报语音,其中每一个扎带都设置有对应的唯一序号。
6.进一步的,所述透明玻璃和所述显示器处于同一高度,所述透明玻璃呈矩形状,所述显示器呈矩形状,所述透明玻璃的长度及宽度等于或略大于所述显示器的长度及宽度,所述第一支撑脚、所述第二支撑脚、所述第三支撑脚和所述第四支撑脚的长度均相同,所述多个细孔呈n*n(n大于10)形状设置在所述透明玻璃中,所述卡置杆包括一端用于插设在所述细孔内的杆身以及卡置在所述细孔外的卡置块,所述第一导轨沿其长度方向设有第一丝杆,所述第一丝杆的一端连接有第一电机,以通过所述第一电机带动所述第一丝杆转动,所述第三支撑脚的底部设有第一螺纹孔,其中所述第一丝杆螺纹连接在所述第一通螺纹孔中,所述第二导轨沿其长度方向设有第二丝杆,所述第二丝杆的一端连接有第二电机,以通过所述第二电机带动所述第一丝杆转动,所述第四支撑脚的底部设有第二螺纹孔,其中所述第二丝杆螺纹连接在所述第二螺纹孔中。
7.进一步的,该方法还包括:当检测到工作人员将导线从错误的位置取走并放置在正确的位置时,显示器的第二显示界面停止回放工作人员错误操作的第一视频图像,也不显示放错位置的导线的颜色id识别码,且利用蜂鸣器停止播放警报语音;当检测到工作人员将扎带从错误的位置取走并放置在正确的位置时,显示器的第二显示界面停止回放工作人员所包扎的扎带的位置有错误的第二视频图像,也不显示扎带包扎错误的位置的扎带的序号,且蜂鸣器停止播放警报语音。
8.进一步的,该智能电缆扎线板装置还设置有多轴机器人,该显示器的一侧端设有凸起部,所述凸起部中设置有用于收容多个卡置杆的收容凹槽,所述将多个卡置杆插设在与所述图样图案对应的所述透明玻璃的多个细孔中的步骤包括:步骤a1:识别出与所述图样图案对应且未插设有所述卡置杆的所述透明玻璃中的一个需要插设卡置杆的细孔;步骤a2:控制多轴机械人的机械手去所述凸起部的收容凹槽中抓取卡置杆;步骤a3:控制所述多
轴机械人的机械手在所述透明玻璃和所述显示器之间横向移动和/或纵向移动,以将所述多轴机械人的机械手上的卡置杆移动至需要插设卡置杆的细孔中;步骤a4:通过所述多轴机械人的机械手将所述卡置杆的杆身插设在细孔中;步骤a5:重复执行步骤a1、步骤a2、步骤a3和步骤a4,直至所述透明玻璃中与所述图样图案对应细孔插设完卡置杆。
9.进一步的,所述显示器还包括有用于显示每一图样图案的总器件清单的第三显示界面、用于显示需安装在透明玻璃上的需安装器件的第四显示界面以及用于显示已安装在透明玻璃上的已安装器件的第五显示界面,该总器件清单包括总导线数量、所有导线型号、总扎带数量和总卡置杆数量,需安装器件包括需安装导线数量、需安装导线型号、需安装扎带数量和需安装卡置杆数量,已安装器件包括已安装导线数量、已安装导线型号、已安装扎带数量和已需安装卡置杆数量,需安装导线数量和已安装导线数量之和等于总导线数量,需安装扎带数量和已安装扎带数量之和等于总扎带数量,需安装卡置杆数量和已需安装卡置杆数量之和等于总吸盘数量,该方法还包括:当检测到透明玻璃上安装有新的卡置杆时,显示器的第四显示界面的需安装卡置数量减少一个,而显示器的第五显示界面的已安装卡置杆数量增加一个;当检测到透明玻璃上安装有新的导线时,获取该导线的导线型号,显示器的第四显示界面的需安装导线数量减少一个,显示器的第四显示界面中的需安装导线型号的目录中所对应的导线型号删除,而显示器的第五显示界面的已安装导线数量增加一个,添加该导线的导线型号至显示器的第五显示界面中的已安装导线型号的目录中;当检测到透明玻璃上安装有新的扎带时,显示器的第四显示界面的需安装扎带数量减少一个,而显示器的第五显示界面的已安装扎带数量增加一个。
10.进一步的,所述控制所述透明玻璃朝远离所述显示器的方向移动,以使得所述透明玻璃和所述显示器间隔分开的步骤包括:控制所述第一电机和所述第二电机工作,并控制所述第一丝杆和所述第二丝杆以相同的转速同时朝第一方向转动,以带动所述透明玻璃朝远离所述显示器的方向移动,且在检测到所述透明玻璃与所述显示器之间的距离达到第一预设距离时,控制所述第一电机和所述第二电机停止工作;所述控制所述透明玻璃朝靠近所述显示器的方向移动,以使得所述透明玻璃和所述显示器紧密相连设置的步骤包括:控制所述第一电机和所述第二电机工作,并控制所述第一丝杆和所述第二丝杆以相同的转速同时朝第二方向转动,以带动所述透明玻璃朝靠近所述显示器的方向移动,且在检测到所述透明玻璃与所述显示器之间的距离达到第二预设距离时,控制所述第一电机和所述第二电机停止工作,其中第一预设距离大于第二预设距离。
11.进一步的,该颜色id识别码由8个相邻设置的第一颜色涂层和/或第二颜色涂层构成,所述第一颜色涂层和第二颜色涂层的颜色均与该导线的颜色不同的,其中所述在裁切导线时对该导线设置唯一的颜色id识别码的步骤包括:利用裁线机按照预设长度对导线进行裁断,当对导线裁断之后,利用安装在裁线机上的喷涂设备选取导线的喷涂区域,并控制喷涂设备的喷嘴环绕导线一周以在喷涂区域内喷涂8个呈圆环状且相邻设置的第一颜色涂层和/或第二颜色涂层以形成颜色id识别码,其中该喷涂设备设置有用于喷涂第一颜色涂层的第一喷嘴以及用于喷涂第二颜色涂层的第二喷嘴;当在某一喷涂区域喷涂完所述颜色id识别码之后,移动裁断的导线以选取另一喷涂区域,并执行控制喷涂设备的喷嘴环绕导线一周以在喷涂区域内喷涂8个呈圆环状且相邻设置的第一颜色涂层和/或第二颜色涂层以形成颜色id识别码的步骤,以在裁断后的导线上喷涂多个颜色id识别码。
12.进一步的,所述利用安装在裁线机上的喷涂设备选取导线的喷涂区域的步骤之前,该方法还包括:识别出导线的颜色,并选择与该导线不同颜色的两种涂料作为第一喷嘴和第二喷嘴的涂料。
13.进一步的,所述通过识别工作人员手上所拿的导线的颜色id识别码来判断出该导线的导线型号的步骤包括:当检测到工作人员有拿导线靠近显示器时,利用所述摄像头拍摄导线以获得导线图片,并从导线图片出识别出导线的颜色id识别码;识别出颜色id识别码中的第一颜色涂层和第二颜色涂层的数量以及位置关系;以第一颜色涂层代表0以及以第二颜色涂层代表1建立八位数的id码,并通过该id码去数据库中识别出与该id码对应的导线型号,其中数据库中每一id码对应一个导线型号。
14.进一步的,所述检测到工作人员有拿导线靠近显示器的步骤包括:当在预设距离范围内以红外线检测方式检测到有工作人员时,通过对比导线轮廓、导线长度、导线两端的接口以及接口的形状方式来判断工作人员手头上是否拿着导线,其中每一个图样图案所对应的导线的导线轮廓、导线长度、导线两端的接口以及接口形状都是预先设置好的;如果是,则确定工作人员有拿导线靠近显示器。
15.本发明的有益效果是:区别于现有技术的情况,本发明所公开的基于扎线板设备的电缆扎线智能预警方法可以通过显示器显示不同的图样图案,无需再打印图样图纸,不浪费纸张,也不再需要人工更换面板上的图纸,人工成本也低,同时,具有错误预警功能,可以在检测到工作人员的操作不正确时,产生预警,并不断回放工作人员错误操作的视频图像,使得可以及时纠正错误,有效起到监督效果,错误率极低,能够满足制造商的高质量要求。
附图说明
16.图1是本发明智能电缆扎线板的第一结构示意图;
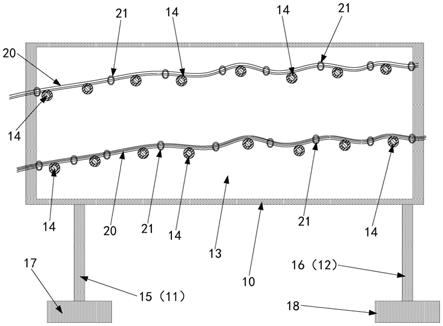
17.图2是本发明智能电缆扎线板的第二结构示意图;
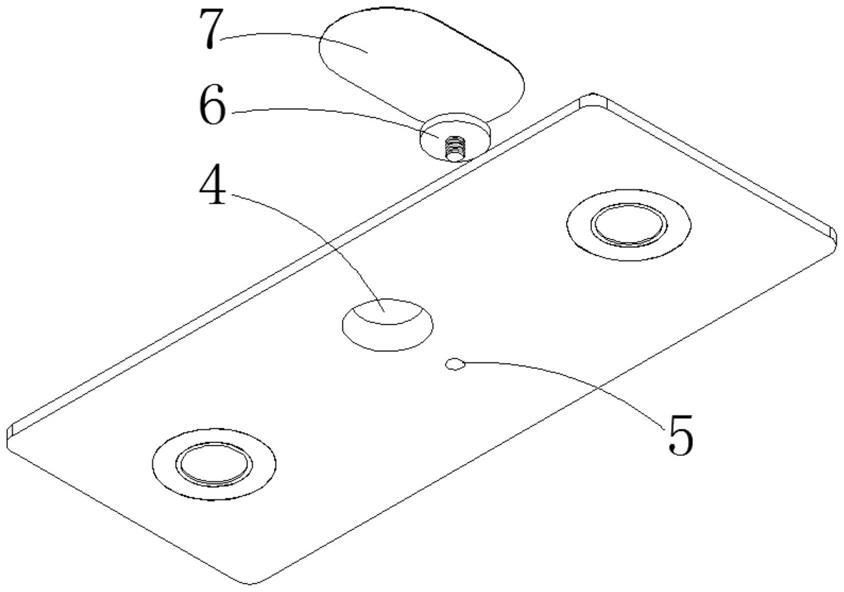
18.图3是本发明智能电缆扎线板的透明玻璃的结构示意图;
19.图4是本发明基于扎线板设备的电缆扎线智能预警方法的流程示意图;
20.图5是图4中步骤s101的子流程示意图;
21.图6是图4中步骤s104的子流程示意图;
22.图7是图4中步骤s106的子流程示意图。
具体实施方式
23.请参阅图1-3,该智能电缆扎线板包括显示器10、与显示器10电连接且处于显示器10的顶端的多个摄像头15、与显示器10电连接的蜂鸣器、设置在显示器10的底端的第一支撑脚11、设置在显示器10的底端的第二支撑脚12、呈透明光滑状且与显示器10对应设置的透明玻璃13、多个卡置杆14、设置在透明玻璃13的底端的第三支撑脚15、设置在透明玻璃13的底端的第四支撑脚16、第一导轨17和第二导轨18。
24.应理解,本实施例的显示器10可以显示不同类型的图样,可以通过按键切换,也可以通过遥控器控制切换,而该显示器10可以连接控制中心获取图样图案,也可以通过插入内存盘(u盘)来输入图样图案,还可以通过无线传输方式获取图样图案。
25.优选地,显示器10包括有用于根据需要显示不同类型的图样图案的第一显示界面以及用于回放错误操作的第二显示界面。
26.优选地,第二支撑脚12与第一支撑脚11间隔设置,第三支撑脚15和第四支撑脚16间隔设置。
27.透明玻璃13中间隔设置有多个细孔131,多个卡置杆14可拆卸插设在多个细孔131中。应理解,卡置杆14呈长条状,当该卡置杆14的一端插设在细孔131内时,卡置杆14的另一端能够用于支撑导线20。
28.值得注意的是,卡置杆14是用于从透明玻璃13靠近显示器10的一侧面朝另一侧面插入的。
29.第一导轨17和第二导轨18间隔设置,其中第三支撑脚15可移动设置在第一导轨17中,第四支撑脚16可移动设置在第二导轨18中。
30.在本实施例中,透明玻璃13和显示器10处于同一高度,其中透明玻璃13呈矩形状,显示器10呈矩形状,且透明玻璃13的长度及宽度等于或略大于(大3毫米)显示器10的显示界面的长度及宽度。
31.优选地,第一支撑脚11、第二支撑脚12、第三支撑脚15和第四支撑脚16的长度均相同。
32.优选地,多个细孔131呈n*n(n大于10)形状设置在透明玻璃13中。具体地,当n为10时,透明玻璃13中设置有10*10的细孔131,当n为100,透明玻璃13中设置有100*100的细孔131。
33.优选地,卡置杆14包括一端用于插设在细孔131内的杆身141以及卡置在细孔131外的卡置块142。应理解,卡置块142是设置在杆身141的一端的,而杆身141的另一端是露出在透明玻璃13外,可通过杆身141的另一端来支撑导线20。
34.应理解,卡置杆14是用于支撑透明玻璃13所对应的图样的导线20的,另外,显示器10的显示界面远远比卡置杆14大的,因此卡置杆14设置在透明玻璃13时是不影响图样的显示的。又或者卡置杆14呈透明状设置。
35.应理解,由于第三支撑脚15可移动设置在第一导轨17中以及第四支撑脚16可移动设置在第二导轨18中,因此透明玻璃13是可移动设置在第一导轨17和第二导轨18上,因此在需要安装卡置杆14时将透明玻璃13和显示器10隔开,此时可以将卡置杆14插设在透明玻璃13上,而卡置杆14安装完毕后,可以再将透明玻璃13和显示器10拉紧,最后根据显示器10所显示的图样在卡置杆14上挂设导线20,并利益扎带21进行对应的包扎。
36.在本实施例中,第一导轨17沿其长度方向设有第一丝杆,第一丝杆的一端连接有第一电机,以通过第一电机带动第一丝杆转动,第三支撑脚15的底部设有第一螺纹孔,其中第一丝杆螺纹连接在第一通螺纹孔中,使得第一丝杆转动时第三支撑脚15沿着第一丝杆转动。进一步的,第二导轨18沿其长度方向设有第二丝杆,第二丝杆的一端连接有第二电机,以通过第二电机带动第一丝杆转动,第四支撑脚16的底部设有第二螺纹孔,其中第二丝杆螺纹连接在第二螺纹孔中,使得第二丝杆转动时第四支撑脚16沿着第一丝杆转动。
37.进一步参考图4,该基于扎线板设备的电缆扎线智能预警方法包括以下步骤:
38.步骤s101:在裁切导线20时对该导线20设置唯一的颜色id识别码。
39.应理解,该颜色id识别码由呈圆环状的多个颜色涂层构成,也就是说,每一条裁断
后的导线20都设置有唯一的颜色id识别码。
40.优选地,颜色涂层的颜色与该导线的颜色不相同,使得在导线20上容易区分颜色id识别码。
41.在本实时例中,该颜色id识别码由8个相邻设置的第一颜色涂层和/或第二颜色涂层构成,第一颜色涂层和第二颜色涂层的颜色均与该导线的颜色不同的。
42.如图5所示,在步骤s101中在裁切导线时对该导线设置唯一的颜色id识别码的步骤包括:
43.步骤s1011:利用裁线机按照预设长度对导线20进行裁断。
44.步骤s1012:当对导线20裁断之后,利用安装在裁线机上的喷涂设备选取导线20的喷涂区域,并控制喷涂设备的喷嘴环绕导线20一周以在喷涂区域内喷涂8个呈圆环状且相邻设置的第一颜色涂层和/或第二颜色涂层以形成颜色id识别码。
45.应理解,在一些实施例中,喷涂设备设有抓取机构,抓取机构用于抓取导线20,并在导线20裁断之后带动导线20转动,以使得喷嘴在喷涂区域内喷涂颜色涂层。
46.优选地,该喷涂设备设置有用于喷涂第一颜色涂层的第一喷嘴以及用于喷涂第二颜色涂层的第二喷嘴。应理解,在导线20喷涂颜色涂层时,主要是按顺序喷涂,即按照从第一个颜色涂层至第八个颜色涂层的顺序喷涂颜色。
47.进一步的,在步骤s1012中利用安装在裁线机上的喷涂设备选取导线的喷涂区域的步骤之前,该方该基于扎线板设备的电缆扎线智能预警方法还包括:识别出导线20的颜色,并选择与该导线20不同颜色的两种涂料作为第一喷嘴和第二喷嘴的涂料。
48.步骤s1013:当在某一喷涂区域喷涂完颜色id识别码之后,移动裁断的导线20以选取另一喷涂区域,并执行控制喷涂设备的喷嘴环绕导线一周以在喷涂区域内喷涂8个呈圆环状且相邻设置的第一颜色涂层和/或第二颜色涂层以形成颜色id识别码的步骤,以在裁断后的导线20上喷涂多个颜色id识别码。
49.步骤s102:根据用户所需要求利用显示器10的第一显示界面显示不同类型的多个图样图案。
50.优选地,图样图案包括导线型号、导线走线位置、卡置杆位置以及扎带位置。应理解,图样图案是有多个类型的,用户可以根据实际需要在显示器10的第一显示界面上显示不同类型的图样图案,也就是说,不同类型的图样图案,所对应的导线型号、导线走线位置、卡置杆位置以及扎带位置均匀是不同的。
51.进一步的,为了节省空间和增加工作效率,多个图样图案沿竖直方向间隔设置,也就是说,显示器10的第一显示界面可以同时显示多个不同类型的图样图案。
52.步骤s103:控制透明玻璃13朝远离显示器10的方向移动,以使得透明玻璃13和显示器10间隔分开。
53.应理解,由于卡置杆14是用于从透明玻璃13靠近显示器10的一侧面朝另一侧面插入的,因此在步骤s103中将透明玻璃13和显示器10间隔分开主要是为了方便插设卡置杆14。
54.值得注意的是,本实施例可以是在执行完步骤s102之后,再执行步骤s103,也可以是在执行完步骤s103之后,再执行步骤s102。
55.进一步的,步骤s103中控制透明玻璃13朝远离显示器10的方向移动,以使得透明
玻璃13和显示器10间隔分开的步骤包括:控制第一电机和第二电机工作,并控制第一丝杆和第二丝杆以相同的转速同时朝第一方向转动,以带动透明玻璃13朝远离显示器10的方向移动,且在检测到透明玻璃13与显示器10之间的距离达到第一预设距离时,控制第一电机和第二电机停止工作。
56.步骤s104:将多个卡置杆14插设在与图样图案对应的透明玻璃13的多个细孔131中。
57.应理解,在步骤s104中,可以是通过人工手动将卡置杆14插设在与图样图案对应的透明玻璃13的多个细孔131中,也可以通过自动方式将卡置杆14插设在与图样图案对应的透明玻璃13的多个细孔131中。
58.在本实施例中,该智能电缆扎线板装置还设置有多轴机器人,该显示器10的一侧端设有凸起部,凸起部中设置有用于收容多个卡置杆14的收容凹槽。
59.进一步的,在自动方式中,如图6所示,步骤s104中将多个卡置杆14插设在与图样图案对应的透明玻璃13的多个细孔131中的步骤包括:
60.步骤a1:识别出与图样图案对应且未插设有卡置杆14的透明玻璃13中的一个需要插设卡置杆的细孔131。
61.应理解,在步骤a1中,可以是按顺序识别出未插设卡置杆的细孔131,也可以是不按顺序识别出未插设卡置杆的细孔131。
62.值得注意的是,每一与图样图案对应的细孔131并不一定要非常精准与图样图案对应的,可以是图样图案所对应的细孔131的位置是处于图样图案的底部,即细孔131所处的水平面等于或略低于(低2-5毫米)图样图案的底部所处的水平面。
63.应理解,由于多个细孔131呈n*n(n大于10)形状设置在透明玻璃13中,因此只要n越大,细孔131与图样图案所对应的进度越高,而n的设置具体根据实际情况而定。
64.步骤a2:控制多轴机械人的机械手去凸起部的收容凹槽中抓取卡置杆14。
65.步骤a3:控制多轴机械人的机械手在透明玻璃13和显示器10之间横向移动和/或纵向移动,以将多轴机械人的机械手上的卡置杆14移动至需要插设卡置杆14的细孔131中。
66.应理解,在步骤a1中,识别出细孔131的位置时,可以以透明玻璃13建立坐标,定出该细孔131在透明玻璃13的坐标值,而在步骤a3中,只要按照该坐标值横向移动和/或纵向移动即可将卡置杆对准该细孔131。
67.步骤a4:通过多轴机械人的机械手将卡置杆14的杆身141插设在细孔131中。
68.步骤a5:重复执行步骤a1、步骤a2、步骤a3和步骤a4,直至透明玻璃13中与图样图案对应细孔131插设完卡置杆14。
69.步骤s105:待卡置杆14插设完毕,控制透明玻璃13朝靠近显示器10的方向移动,以使得透明玻璃13和显示器10紧密相连设置。
70.应理解,在步骤s105中,控制透明玻璃13朝靠近显示器10的方向移动,以使得透明玻璃13和显示器10紧密相连设置的步骤包括:控制第一电机和第二电机工作,并控制第一丝杆和第二丝杆以相同的转速同时朝第二方向转动,以带动透明玻璃13朝靠近显示器10的方向移动,且在检测到透明玻璃13与显示器10之间的距离达到第二预设距离时,控制第一电机和第二电机停止工作。
71.优选地,第一预设距离大于第二预设距离。应理解,第二预设距离值可以是0、1、2、
3、4、5、6毫米,具体需要根据实际情况而定。
72.步骤s106:启动放导线20步骤,通过识别工作人员手上所拿的导线20的颜色id识别码来判断出该导线20的导线型号,并通过该导线型号识别出工作人员手上所拿的导线20所处的导线走线位置,以使得工作人员根据该导线走线位置将导线20挂设在透明玻璃13的图样图案所对应的卡置杆14上。
73.应理解,当显示器10的第一显示界面显示图样图案时,每一条导线20的位置都是预定好的,因此只要将导线20放置在预定的卡置杆位置即可。
74.进一步的,如图7所示,步骤s106中通过识别工作人员手上所拿的导线的颜色id识别码来判断出该导线的导线型号的步骤包括:
75.步骤s1061:当检测到工作人员有拿导线20靠近显示器10时,利用摄像头15拍摄导线20以获得导线图片,并从导线图片出识别出导线20的颜色id识别码。
76.应理解,在步骤s1061中,检测到工作人员有拿导线靠近显示器的步骤包括:
77.步骤b1:当在预设距离范围内以红外线检测方式检测到有工作人员时,通过对比导线轮廓、导线长度、导线两端的接口以及接口的形状方式来判断工作人员手头上是否拿着导线。
78.应理解,每一个图样图案所对应的导线的导线轮廓、导线长度、导线两端的接口以及接口形状都是预先设置好的。具体地,可以是在预设距离范围内以红外线检测方式检测到有工作人员,即如果红外线被挡住证明有人,而检测到人与显示器10的距离逐渐变小时,确定工作人员有拿导线20靠近显示器10。
79.另外,由于每一个图样图案所对应的导线的导线轮廓、导线长度、导线两端的接口以及接口形状都是预先设置好的,因此通过判断工作人员手上所拿的物品与导线的导线轮廓、导线长度、导线两端的接口以及接口形状相同或相似,即可判断出工作人员有拿导线20靠近显示器10。
80.步骤b2:如果是,则确定工作人员有拿导线靠近显示器。
81.应理解,如果确定工作人员手头上没有拿着导线,则不执行步骤s1062。
82.步骤s1062:识别出颜色id识别码中的第一颜色涂层和第二颜色涂层的数量以及位置关系。
83.步骤s1063:以第一颜色涂层代表0以及以第二颜色涂层代表1建立八位数的id码,并通过该id码去数据库中识别出与该id码对应的导线型号。
84.优选地,数据库中每一id码对应一个导线型号。
85.举例而言,当数据库中具有某一特殊性质的导线型号的id码为01001011,而步骤s1042中识别出颜色id识别码中的颜色涂层顺序是:第一颜色涂层、第二颜色涂层、第一颜色涂层、第一颜色涂层、第二颜色涂层、第一颜色涂层、第二颜色涂层以及第二颜色涂层,则可得出该导线20的id码为01001011,则通过将该01001011的id码去数据库匹配,可以匹配出该id码为01001011所对应的导线为具有某一特殊性质的导线。
86.步骤s107:利用摄像头15实时拍摄工作人员放置导线20在透明玻璃13的卡置杆14上的所有步骤的视频图像,并判断工作人员所选取的导线20是否放错位置,并判断工作人员所包扎的扎带21的位置是否有错误。
87.在本实施例中,摄像头15转动设置在显示器10中,当需要执行步骤s1061中利用摄
像头15拍摄导线20以获得导线图片时,控制摄像头15以朝向工作人员,并同时进行拍摄图片,而需要执行步骤s107中利用摄像头15实时拍摄工作人员放置导线在透明玻璃13上的所有步骤的视频图像时,控制摄像头15转动以朝向显示器10的显示界面,以拍摄视频图像。应理解,控制摄像头15转动以拍摄工作人员所选取的导线20,能够进一步判断所选取的导线20是否存在错误,如果有错误可及时提醒工作人员。而控制摄像头转动以拍摄导线20的位置,可以在导线20放错位置时及时提醒工作人员,避免错误出现,错误率极低。
88.优选地,视频图像包括工作人员放置导线20在透明玻璃13所对应的吸盘14上的过程的第一视频图像以及工作人员对整捆导线20进行扎带21包扎的过程的第二视频图像。
89.步骤s108:如果确定工作人员所选取的导线20是放错位置,截取工作人员放置导线20在错误位置的整个错误操作的第一视频图像,并利用显示器10的第二显示界面不断回放工作人员错误操作的第一视频图像,同时在显示器10的第二显示界面中显示放错位置的导线20的颜色id识别码,且利用蜂鸣器产生警报语音。
90.应理解,当导线20放错位置时,显示器10的第二显示界面不断回放的视频是从第一视频图像中截取的一段存在有错误操作的视频段,并不是第一视频图像的全部视频。
91.步骤s109:如果确定工作人员所包扎的扎带2位置有错误,截取工作人员所包扎的扎带21的位置有错误的第二视频图像,并利用显示器10的第二显示界面不断回放工作人员所包扎的扎带21的位置有错误的第二视频图像,同时在显示器10的第二显示界面中显示扎带21包扎错误的位置的扎带的序号,且利用蜂鸣器产生警报语音。
92.优选地,每一个扎带都设置有对应的唯一序号。应理解,当扎带21的位置有错时,显示器10的第二显示界面不断回放的视频从第二视频图像中截取的一段存在有错误操作的视频段,并不是第二视频图像的全部视频。
93.进一步的,该基于扎线板设备的电缆扎线智能预警方法还包括:
94.步骤s110:当检测到工作人员将导线20从错误的位置取走并放置在正确的位置时,显示器10的第二显示界面停止回放工作人员错误操作的第一视频图像,也不显示放错位置的导线20的颜色id识别码,且利用蜂鸣器停止播放警报语音。
95.步骤s111:当检测到工作人员将扎带21从错误的位置取走并放置在正确的位置时,显示器10的第二显示界面停止回放工作人员所包扎的扎带21的位置有错误的第二视频图像,也不显示扎带21包扎错误的位置的扎带的序号,且蜂鸣器停止播放警报语音。
96.在本实施例中,该显示器10还包括有用于显示每一图样图案的总器件清单的第三显示界面、用于显示需安装在透明玻璃13上的需安装器件的第四显示界面以及用于显示已安装在透明玻璃13上的已安装器件的第五显示界面。优选地,该总器件清单包括总导线数量、所有导线型号、总扎带数量和总卡置杆数量,需安装器件包括需安装导线数量、需安装导线型号、需安装扎带数量和需安装卡置杆数量,已安装器件包括已安装导线数量、已安装导线型号、已安装扎带数量和已需安装卡置杆数量,且需安装导线数量和已安装导线数量之和等于总导线数量,需安装扎带数量和已安装扎带数量之和等于总扎带数量,需安装卡置杆数量和已需安装卡置杆数量之和等于总吸盘数量。
97.优选地,显示器10的第一显示界面的长度及宽度均远远大于第二显示界面、第三显示界面、第四显示界面和第五显示界面的长度及宽度,而第二显示界面、第三显示界面、第四显示界面和第五显示界面按竖直方向间隔设置。
98.进一步的,该基于扎线板设备的电缆扎线智能预警方法还包括:
99.步骤s111:当检测到透明玻璃13上安装有新的卡置杆14时,显示器10的第四显示界面的需安装卡置数量减少一个,而显示器10的第五显示界面的已安装卡置杆数量增加一个。
100.也就是说,显示器10的第四显示界面是用于显示需要安装的卡置杆14的数量,而显示器10的第五显示界面是用于显示已经安装好的卡置杆14的数量。
101.步骤s112:当检测到透明玻璃13上安装有新的导线20时,获取该导线20的导线型号,显示器10的第四显示界面的需安装导线数量减少一个,显示器10的第四显示界面中的需安装导线型号的目录中所对应的导线型号删除,而显示器10的第五显示界面的已安装导线数量增加一个,添加该导线20的导线型号至显示器10的第五显示界面中的已安装导线型号的目录中。
102.也就是说,显示器10的第四显示界面是用于显示需要安装的导线20的数量以及用于显示需要安装的导线20的导线型号,而显示器10的第五显示界面是用于显示已经安装好的导线20的数量以及用于显示已经安装好的导线20的导线型号。
103.步骤s113:当检测到透明玻璃13上安装有新的扎带21时,显示器10的第四显示界面的需安装扎带数量减少一个,而显示器10的第五显示界面的已安装扎带数量增加一个。
104.也就是说,显示器10的第四显示界面是用于显示需要安装的扎带21的数量,而显示器10的第五显示界面是用于显示已经安装好的扎带21的数量。
105.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。