1.本发明涉及车身工艺孔密封技术领域,特别是涉及一种车身工艺孔密封堵孔系统。
背景技术:
2.在汽车制造过程中,为满足焊接、涂装和总装等工艺需求,车身的特定位置会设计特殊的工艺孔,在一些车型生产中,整车的工艺孔多达200多个,这些孔在不同的工艺环节需要被封堵,否则会对汽车的防水、防尘、防腐蚀和降噪带来不利影响。
3.对于新能源车型车身,下底板空间需要安装大量电池模块,对于车身底盘的平整性和空间利用率提出较高要求,由此要求堵盖更加平整,更加耐用。
4.在目前的车身制作工艺下,这些工艺孔的封堵工作都是由人工安装胶塞或者粘贴胶带完成,人工劳动负荷比较大,且存在漏装或者误装的情况,工作质量和工作效率仍有待提高。
技术实现要素:
5.本发明的目的是针对现有技术中存在的技术缺陷,而提供一种车身工艺孔密封堵孔系统。
6.为实现本发明的目的所采用的技术方案是:
7.一种车身工艺孔密封堵孔系统,包括:
8.机器人以及安装于机器人末端的密封堵孔工具,所述机器人用于引导密封堵孔工具到达待处理的车身工件的密封堵孔所在的位置,然后由所述密封堵孔工具启动进行堵孔作业;
9.所述密封堵孔工具包括受驱动沿预定移动路径移动且表面粘接有堵孔密封堵盖的胶带,垂直布置的可升降的推杆,位于所述推杆下方的平移推板,所述胶带的一端连接胶带供料盘,另一端连接胶带回料盘,所述平移推板用于将胶带向所述推杆的方向推出以使粘接堵孔密封堵盖的胶带面处于所述推杆的下方;
10.所述推杆的底端有取盖器,用于所述平移推板向前伸出时压在胶带上,获取所述胶带上的堵孔密封堵盖;所述平移推板向后移动缩回让开时,向下推出将堵孔密封堵盖压紧在工件的工艺孔上使堵孔密封堵盖利用自向粘接力粘接在工艺孔上。
11.优选的,所述胶带沿其移动路径形成两个上下分开布置在相对的侧面上的水平面,下水平面的内侧面与一个平移推板面接触滑动连接,所述平移推板的上方沿轴向方向的近两端分别布置一导向压轴,将胶带压在所述平移推板上使所述胶带将所述平移推板的两端包覆,上平面的远离胶带供料盘的一端的设置一个导向轴;两个所述导向压轴间的距离小于所述平移推板的轴向长度;
12.优选的,所述胶带供料盘以及胶带回料盘位于安装支架的同一侧。
13.优选的,所述胶带回料盘由电机驱动旋转,所述胶带供料盘被动旋转,所述推杆由
直线驱动机构驱动升降。
14.优选的,所述上平面的上方有可升降的压板,所述压板的下方有支撑板,所述胶带由所述压板与所述支撑板间的缝隙间穿过,所述压板由直线驱动机构驱动升降。
15.优选的,设置有胶带移动距离检测装置,所述胶带移动距离检测装置包括辊轴式旋转角度检测装置和\或直线位移检测装置。
16.优选的,所述车身工艺孔密封堵孔系统,还包括视觉检测装置,包括有用于对已安装完成的密封堵盖进行复核检测的第一视觉检测装置和检测车身工件的位置偏差并将位置偏差数据发送给机器人的第二视觉检测装置。
17.优选的,所述第一视觉检测装置包括安装在检测机器人手臂的末端的内部复核检测装置,用于对车身内部工艺孔密封堵盖的安装情况复核检测,以及安装在地面上的车身底部复核检测装置,用于对车身底部工艺孔密封堵盖的安装情况复核检测。
18.优选的,所述第二视觉检测装置固定于地面上。
19.本发明由机器人引导密封堵孔工具,可以自动完成堵盖的安装工作,可极大降低人工单调的重复性劳动,通过精准控制机器人的行走轨迹,就能提高工艺孔堵盖安装质量的稳定性和一致性,提高工作效率。
20.另外,在机器人完成工艺孔堵盖安装工艺之后,由地面安装的固定视觉检测装置对车身底部或者外表面的工艺孔堵盖安装情况进行检查,由安装于机器人手臂末端法兰的视觉装置对于车身内部的工艺孔堵盖安装情况进行检查,对于存在漏装或者安装质量不合格的工艺孔堵盖,进行报警处理,由人工进行复核修补工作,以确保车身所有工艺孔的密封堵盖都能够正确安装。
21.本发明采用粘贴于胶带上的堵盖完成对工艺孔的密封,相对于传统人工安装的胶塞或者塑料堵盖,使用胶带堵盖更加轻量化,易于实现自动化,且工艺孔在使用胶带堵盖密封之后,表面更加平整,空间利用率也更高,也可达到更好的外观效果。
附图说明
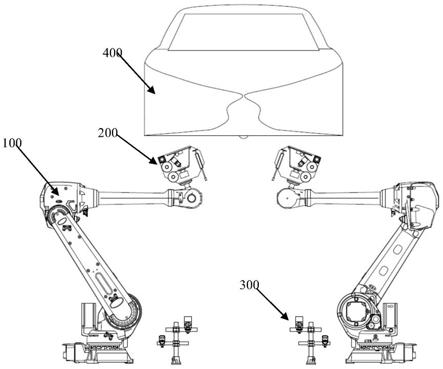
22.图1为本发明的车身工艺孔密封堵孔系统的示意图。
23.图2-图3为本发明的密封堵孔工具的轴测及主视示意图。
24.图4-图5为密封堵孔工具在初始状态下的轴测及主视图。
25.图6-图7为密封堵孔工具的平移推板伸出到达推杆正下方后的轴测及主视图。
26.图8-图9为密封堵孔工具的胶带压板抬起后,胶带在料盘驱动电机的作用下,密封堵盖所在位置胶带移动至推杆正下方的轴侧及主视图。
27.图10-图11为密封堵孔工具的推杆压紧在平移推板上的轴测及主视图。
28.图12-图13为密封堵孔工具的推杆抓取密封堵盖并抬起,平移推板收回时的轴侧和主视图。
29.图14-图15为密封堵孔工具的推杆向前移动至堵孔钣金件上压紧的轴测及主视图。
30.图16-图17为密封堵孔工具完成密封后的平移推板和推杆后移至回收位置的轴测及主视图。
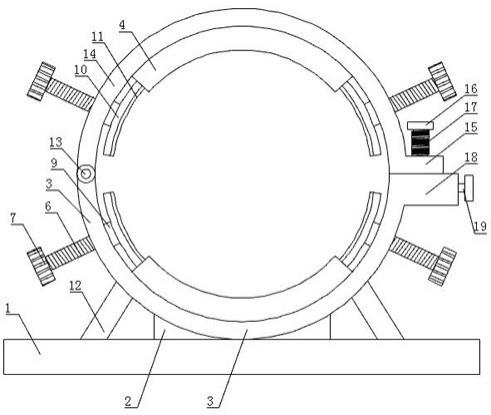
31.图18为视觉检测装置的结构示意图。
32.图中:
33.100代表机器人;
34.200代表密封堵孔工具;
35.300代表地面安装的视觉检测装置;
36.400代表车身工件;
37.1胶带供料盘
38.2胶带回料盘
39.3胶带
40.4堵孔密封堵盖
41.5压板
42.6推杆
43.7平移推板
44.8辊轴式旋转角度检测装置
45.9安装支架
46.10直线位移检测装置
47.11料盘驱动电机
48.12工艺孔
49.13相机
50.14光源
51.15可调节安装支架
52.16导向压轴
53.17导向轴
54.18工件
55.19取盖器
56.20支撑板。
具体实施方式
57.以下结合附图和具体实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
58.本发明的车身工艺孔密封堵孔系统,包括机器人100以及密封堵孔工具200,密封堵孔工具200安装于机器人100的末端法兰上,车身工件400到达指定工位之后,可以由地面固定的视觉检测装置300检测车身工件400的位置偏差,并将此位置偏差数据发送给机器人100,机器人会引导密封堵孔工具200到达每一个车身工件400的密封堵孔所在的位置,并根据视觉检测装置300发送的车身工件400的位置偏差数据对机器人100的安装位置进行偏差补偿。
59.机器人100的手臂移动至特定位置之后,由密封堵孔工具200自动完成车身工艺孔的堵盖安装密封。
60.通常一个车身底部或者车身内部都会有不同用途的工艺孔。下面,以车身底部工艺孔的密封堵盖安装为例进行说明。
61.对车身底部的工艺孔安装密封堵盖,车身工件到达工位之前,需被提升至一定高度,密封堵孔机器人需要在车身下方完成工艺孔的密封堵盖安装工作。
62.对于车身内部的工艺孔安装密封堵盖,车身工件到达工位之后,保持在正常低位输送设备的高度即可,密封堵孔机器人需要从车窗进入车身内部,完成工艺孔的密封堵盖安装工作;也可在开门机器人的配合下,开门机器人把车门打开,封堵孔机器人从车门进入车身内部,完成工艺孔的密封堵盖安装工作。
63.作为一个实施例,所述密封堵孔工具包括受驱动沿预定移动路径移动且表面粘接有堵孔密封堵盖4的胶带3,垂直布置的可升降的推杆6,位于所述推杆下方的平移推板7,所述胶带的一端连接胶带供料盘1,另一端连接胶带回料盘2,所述平移推板7用于将胶带向所述推杆6的方向推出,以使粘接堵孔密封堵盖4的胶带面处于所述推杆6的下方;
64.所述推杆6的底端有取盖器19,用于所述平移推板7向前伸出时压在胶带3上,获取所述胶带3上的堵孔密封堵盖4;在所述平移推板7向后移动缩回让开时,向下推出将堵孔密封堵盖4压紧在工件18的工艺孔12上,使堵孔密封堵盖4利用自向粘接力粘接在工艺孔12上。
65.其中,所述的胶带3上预先均匀粘贴着车身堵孔密封用堵盖。此种堵盖的存储方式简单便捷,运输和存储空间小产品稳定耐用。粘贴着堵盖的胶带紧密缠绕在胶带供料盘上,胶带在胶带供料盘和胶带回收料盘之间会经过数个转轴或辊轴以改变胶带的移动方向和移动位置,以让胶带在平移推板的作用下到达推杆的正下方,然后被推杆底部安装的取盖器获取;取盖器可以是吸盘或是其它抓取机构实现。
66.其中,所述胶带供料盘可以是被动旋转,有一定的阻尼,所述胶带回料盘可以由料盘驱动电机11驱动旋转,所述胶带供料盘以及胶带回料盘位于安装支架9的同一侧。
67.其中,所述平移推板可以使用双作用气缸或者电动直线移动单元驱动平移。所述推杆由直线驱动机构,如多行程气缸或是电动直线移动单元驱动升降。
68.作为一个可选的实施例,所述胶带可以是沿其移动路径形成两个上下分开布置在相对的侧面上的水平面,下水平面的内侧面与一个平移推板7面接触滑动连接,所述平移推板7的上方沿轴向方向的近两端分别布置一导向压轴16,将胶带3压在所述平移推板7上,使所述胶带将所述平移推板的两端包覆,上平面的远离胶带供料盘的一端的设置一个导向轴17;两个所述导向压轴16间的距离小于所述平移推板7的轴向长度。当然胶带的布置形式也可以设置其它结构形式,不限于此。
69.作为一个可选的实施例,所述上平面的上方有可升降的压板5,所述压板的下方有支撑板20,所述胶带3由所述压板与所述支撑板间的缝隙间通过。设置有压板及支撑板,可以在胶带位移预定距离后需要停止时起到制动作用。所述压板由直线驱动机构驱动升降,如气缸或是电动直线移动单元驱动升降。
70.作为一个可选的实施例,进一步的,可以设置有胶带移动距离检测装置,所述胶带移动距离检测装置包括辊轴式旋转角度检测装置8和直线位移检测装置10。
71.本发明实施例所述车身工艺孔密封堵孔系统,可以通过固定在地面上的视觉检测装置300来检测车身工件的位置偏差并将位置偏差数据发送给机器人,还可以通过另外布置于地面上的类似的视觉检测装置300对已安装完成的密封堵盖进行复核检测,主要用于对车身底部工艺孔密封堵盖的安装情况复核检。
72.其中,固定在地面上的视觉检测装置300,可以是包括相机13和光源14,安装于地面上的可调节安装支架15上,如图18所示。
73.作为一个可选的实施例,还包括有安装于检测机器人手臂的末端的机器人端视觉检测装置(未示出),用于对车身内部工艺孔密封堵盖的安装情况复核检测。
74.本发明实施例中,所述密封堵孔工具200自动完成车身工艺孔的堵盖安装密封,主要由以下几步:
75.s1.在初始状态下,平移推板7和推杆6都处于回收的位置,胶带回料盘靠电机驱动,胶带供料盘无电机驱动,被动旋转,但有转动阻尼,两个料盘处于锁紧状态;参见图4-图5所示。
76.s2.平移推板7伸出,到达推杆6的正下方;参见图6-图7所示。
77.s3.压板5抬起,两个料盘在驱动电机的作用下转动一定角度,胶带3在平移推板7上向前移动一定距离,使得胶带3上的车身堵孔密封用堵盖4到达推杆6的正下方,然后压板下降,压紧支撑板,将胶带压住,防止再移动,料盘停止转动,参见图8-图9所示。
78.胶带3的移动距离可通过直线位移检测装置10或者辊轴式旋转角度检测装置8检测。其中,辊轴式旋转角度检测装置8的转动轴可贴合在移动的胶带3上,转动轴与编码器码盘连接,胶带转动时,其转动轴同步转动,由编码器获取,从而胶带3的移动距离可通过编码器的读数输出。
79.直线位移检测装置10则可以是通过图像处理技术检测胶带的移动距离。
80.s4.推杆气缸在一路压缩空气的作用下使推杆6的底部的取盖器19,如吸盘,压紧在平移推板7上,并将胶带3上的车身堵孔密封用堵盖4通过真空吸附方式吸取至推杆6的底部吸盘上;参见图10-图11所示。
81.s5.平移推板7和推杆6后移至回收位置;参见图12-图13所示。
82.s6.推杆气缸在另一路压缩空气的作用下使推杆向下移动至堵孔钣金件上压紧,使得推杆末端将获取的车身堵孔密封堵盖4牢固粘贴于车身钣金件上;参见图14-图15所示。
83.s7.平移推板7和推杆6后移至回收位置,此时推杆6的末端抓取的车身堵孔密封用堵盖4已经粘贴于车身钣金件的工艺孔12的位置,该工艺孔12的堵盖自动安装工艺完成。参见图16-图17所示,然后机器人100引导密封堵孔工具200到达下一个车身密封堵孔所在的位置,进行下一个工艺孔的堵盖安装。
84.机器人100完成车身工艺孔的密封堵盖安装工作之后,可以利用视觉检测装置对已安装完成的密封堵盖进行复核检测,以确保车身工艺孔的所有密封堵盖都能够正确的安装。对于误装或者漏装密封堵盖的工艺孔,视觉检测装置给出报警信号,由人工进行密封堵盖的修补或者安装工作。
85.其中,对于车身底部工艺孔密封堵盖的安装情况复核检测,由固定在地面上的视觉检测装置完成,相机和光源安装于地面上的可调节安装支架上,利用可调节安装支架调节相机和光源的安装位置和安装角度,请参考图18所示。
86.而对于车身内部工艺孔密封堵盖的安装情况复核检测,可以利用安装于检测机器人手臂末端的视觉检测装置来检测,相机和光源可安装于机器人手臂末端法兰,由检测机器人引导视觉检测装置逐个检测工艺孔密封堵盖的安装情况。
87.以上所述仅是本发明的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。