1.本发明涉及机械制造领域,特别涉及一种智能机械零件制造营运方法及系统。
背景技术:
2.dfm(design for manufacturability),意思是面向制造的设计,即从提高零件的可制造性入手,使得零件和各种工艺容易制造,制造成本低,效率高,并且成本比例低。dfm是指产品设计需要满足产品制造的要求,具有良好的可制造性,使得产品以最低的成本、最短的时间、最高的质量制造出来。根据产品制造工艺的不同,面向制造的设计可以分为面向注塑加工的设计、面向冲压的设计和面向压铸的设计等。
3.当今的dfm是并行工程的核心技术,因为设计与制造是产品生命周期中最重要的两个环节,并行工程就是在开始设计时就要考虑产品的可制造性和可装配性等因素。所以dfm又是并行工程中最重要的支持工具。它的关键是设计信息的工艺性分析、制造合理性评价和改进设计的建议。
4.传统的机械加工产品成本计算需依靠企业技术人员进行图纸评估、可制造性设计分析、工序建立、成本计算等繁琐复杂手续。依靠人工进行相关操作,很容易出现处理错误,导致评估错误率高、评估效率低等问题。每当有相关的技术人员离职时,企业往往需要花费大量时间和金钱重新培训新的技术人员进行评估。当收到大量图纸询价时,技术人员需要花费大量时间去进行图纸评估、可制造性设计分析、工序建立、成本计算,极易出现误判的情况,致使报价缺乏竞争力。同时,图纸上所标注的加工要求可能超出加工设备的加工能力,或加工要求存在瑕疵,导致无法按照图纸制作或无法如期交货。
5.现有技术中出现了一些自动报价软件,但这些自动报价软件只能在预设方案下协助企业解决成本计算部份。同时,此类软件还需要有丰富经验的技术人员事先作出图纸评估、可制造性设计分析、工序建立等工作,未能完全解决前述问题。
6.因此,急需一种代替人工进行图纸分析、可制造性设计分析、工序建立的方案来解决上述问题。
技术实现要素:
7.有鉴于此,本发明提出了一种智能机械零件制造营运方法及系统,具体方案如下:
8.一种智能机械零件制造营运方法,包括如下:
9.通过预训练的识别算法对产品的图纸影像进行图文分离预处理,构建坐标系,识别所述图纸影像中的字符、图像及其坐标数据,得到图像数据和字符数据;
10.分析所述字符数据和所述图像数据,判断所述图纸影像是否存在尺寸缺失:
11.若不存在尺寸缺失,则基于所述产品的外形特征和产品体积,从预设材料资料库中选择符合预设条件的材料样本作为加工样本,并计算所述加工样本的材料成本;
12.通过预训练的机器学习算法识别所述外形特征得到产品的一种或多种初始加工流程,筛选出所述初始加工流程中的加工设备,并获取各所述加工设备的加工参数及限制;
基于加工参数及限制、所述字符数据和所述图像数据,以预设可制造性条件分析产品是否建议制造:
13.若建议制造,则逐一判断以所述初始加工流程能否完整加工出所述产品:若能,则将该初始加工流程作为工艺流程方案;若不能,则调整所述初始加工流程中的加工工序,得到能完整加工出所述产品的工艺流程方案;计算各所述工艺流程方案的加工成本,结合所述产品的生产数量计算各所述工艺流程方案的加工周期;
14.获取所述产品的辅助成本,综合所述加工成本、所述材料成本和所述辅助成本得到各所述工艺流程方案的总成本;
15.输出各所述工艺流程方案及其相应的加工成本、加工周期和总成本。
16.在一个具体实施例中,若不建议制造,则进行图像化dfm处理;所述图像化dfm处理包括:基于所述可制造性条件分析产品图纸的需改正处,生成可制造性建议,根据所述字符数据和所述图像数据查找所述需改正处在所述图纸影像上的具体坐标,并在所述图纸影像上标注所述可制造性建议,得到图像反馈结果并输出;若存在尺寸缺失,则确定尺寸缺失处,根据所述字符数据和所述图像数据查找所述尺寸缺失处的具体坐标,并在所述图纸影像中标注,得到图像反馈结果并输出。
17.在一个具体实施例中,所述字符数据包括字符和字符在所述坐标系中的第一坐标数据,所述图像数据包括图像和所述图像在所述坐标系中的第二坐标数据;所述字符包括材料、产品尺寸、尺寸界线和尺寸线、几何特征符号、参考基准、价格特征、表面加工要求、形状和位置公差范围值;所述图像仅包括所述产品的产品线。
18.在一个具体实施例中,所述识别算法包括:基于所述产品线为封闭的实线、且所述产品线粗于非产品线,先排除线条的粗细程度明显不符合预设粗细条件的非箭头实线,再于剩余的非箭头实线中,判断每个非箭头实线的首尾坐标是否与其它非箭头实线相交:若是,则线条为产品线;若否,则线条为非产品线;将图纸上的线划分为基础线和疑难线,所述基础线包括特征明显的线,所述疑难线包括除所述基础线以外较难判断的线;基于所述产品线、所述尺寸线和所述尺寸界线的特征,对所述基础线进行特征识别;基于所述识别算法对所述疑难线进行识别;所述识别算法的预训练过程包括:获取不同标注方法的图纸,人工标注字符和图像,得到图纸标注训练样本;通过所述图纸标注训练样本对初始机器学习算法进行有监督训练,得到识别算法。
19.在一个具体实施例中,以报价单的形式输出各所述工艺流程方案及其相应的加工成本、加工周期和总成本;所述报价单上还包括利润、税金和运输费用;还包括有效期,以保证产品的最佳投产时间和加工完成时间在限定时间内有效;基于单件产品的总成本和完成时间,所述报价单上还包括第一选项和第二选项;所述第一选项对应的工艺流程方案中,产品的总成本最低;所述第二选项对应的工艺流程方案中,产品的加工周期最短。
20.在一个具体实施例中,“基于所述产品的外形特征和产品体积,从预设材料资料库中选择符合预设条件的材料样本作为加工样本,并计算所述加工样本的材料成本”具体包括:根据所述图纸影像构建所述产品的d模型,获取所述产品的外形特征,并计算其产品体积;基于所述外形特征和所述产品体积,从预设的材料资料库中选取所有材料样本外尺寸大于等于产品外尺寸的材料样本,并计算各个所述材料方案的材料成本和切削体积,所述切削体积为由所述材料样本得到所述产品所需要削离的体积;基于所述材料成本和所述切
削体积,综合分析各个所述材料样本所需的材料成本、加工步骤和加工成本,选取最具成本效益的材料样本作为加工样本。
21.在一个具体实施例中,“通过预训练的机器学习算法识别所述外形特征得到产品的一种或多种初始加工流程”具体包括:通过预训练的机器学习算法,在预设的样本资料库中查找与所述产品相比、在外形特征上满足预设条件的一个或多个图纸样本,并将其作为第一图纸样本;将所有的所述第一图纸样本的加工流程作为所述产品的加工流程;其中,所述样本资料库中存储有多个已排定加工流程、且按外形特征分类的图纸样本;若查找不出与所述产品相比、在外形特征上满足预设条件的图纸样本,则通过所述机器学习算法根据所述产品上的外形特征自行排定出一种或多种加工流程;所述机器学习算法的训练过程具体包括:
22.将已建立加工流程的图纸数据按照外形特征进行分类,得到图纸样本,存储到预设的样本资料库中;基于所述训练样本,对初始机器学习算法进行有监督训练,得到所述机器学习算法;所述第一图纸样本的获取过程具体包括:查找所述样本资料库,判断是否存在与所述产品的图纸数据完全相同的图纸样本:若存在,则该图纸样本即为第一图纸样本;若不存在,则查找出与所述产品相比、在外形特征的相似程度上满足预设比例关系的所有图纸样本,并从中筛选出相似程度较高的一个或多个图纸样本作为第一图纸样本。
23.在一个具体实施例中,“计算各所述工艺流程方案的加工成本,结合所述产品的生产数量计算各所述工艺流程方案的加工周期”具体包括:导出各所述工艺流程方案中加工工序的加工参数,配合预设加工编程软件计算出各所述工艺流程方案的加工时间,进而推导出各所述工艺流程方案的加工成本;输入所述产品的生产数量,从预设智能排产系统中导入生产线的排产计划,分析各所述工艺流程方案在所述生产线的排产计划下、完成所述生产数量的产品的加工完成时间以及最佳投产时间,所述加工完成时间和所述最佳投产时间构成所述加工周期;所述工艺数据包括设备数据和加工参数;所述设备数据包括加工设备的有效进程、调机时间、转速;所述加工参数包括所需刀具、所需刀具对应不同材料的切削率、加工尺寸范围、加工类型、损耗率。
24.一种智能机械零件制造营运系统,包括,
25.图纸信息撷取模块:用于通过预训练的识别算法对产品的图纸影像进行图文分离预处理,构建坐标系,识别所述图纸影像中的字符、图像及其坐标数据,得到图像数据和字符数据;
26.图纸分析模块:用于分析所述字符数据和所述图像数据,判断所述图纸影像是否存在尺寸缺失:
27.材料规格选择模块:用于基于所述产品的外形特征和产品体积,从预设材料资料库中选择符合预设条件的材料样本作为加工样本,并计算所述加工样本的材料成本;
28.dfm分析模块:用于通过预训练的机器学习算法识别所述外形特征得到产品的一种或多种初始加工流程,筛选出所述初始加工流程中的加工设备,并获取各所述加工设备的加工参数及限制;基于加工参数及限制、所述字符数据和所述图像数据,以预设可制造性条件分析产品是否建议制造;
29.加工流程排定模块:用于逐一判断以所述初始加工流程能否完整加工出所述产品:若能,则将该初始加工流程作为工艺流程方案;若不能,则调整所述初始加工流程中的
加工工序,得到能完整加工出所述产品的工艺流程方案;计算各所述工艺流程方案的加工成本,结合所述产品的生产数量计算各所述工艺流程方案的加工周期;
30.总成本计算模块:用于获取所述产品的辅助成本,综合所述加工成本、所述材料成本和所述辅助成本得到各所述工艺流程方案的总成本;
31.输出模块:用于输出各所述工艺流程方案及其相应的加工成本、加工周期和总成本。
32.在一个具体实施例中,还包括,
33.图像化dfm模块:用于在不建议制造时,基于所述可制造性条件分析产品图纸的需改正处,生成可制造性建议,根据所述字符数据和所述图像数据查找所述需改正处在所述图纸影像上的具体坐标,并在所述图纸影像上标注所述可制造性建议,得到图像反馈结果并输出;
34.以及在存在尺寸缺失时,则确定尺寸缺失处,根据所述字符数据和所述图像数据查找所述尺寸缺失处的具体坐标,并在所述图纸影像中标注,得到图像反馈结果并输出。
35.有益效果:
36.本发明提供了一种智能机械零件制造营运方法及系统,通过算法代替人工识别,实现机械零件制造营运智能化。通过对产品图纸进行图纸信息撷取和图纸分析,实现图纸的智能化处理。利用算法实现加工评估和成本计算,无需人工参与,即可获取产品的制造方案。利用dfm分析模块和图像化dfm模块相结合,实现产品可制造性设计分析智能化。dfm分析模块根据系统预设的可制造性条件分析产品的可制造性,分析速度快,且准确度高。不建议制造的产品跳转至图像化dfm模块进行更正标注反馈,图像化dfm模块根据产品不符合的可制造性条件生成可制造性建议,有针对性的进行更改反馈。技术人员可直观的通过输出的图像反馈结果得到产品的问题和建议,大大缩短了产品的制造时间。利用加工流程排定模块获取产品的工艺流程方案,无需人工进行工艺流程的排定,极大降低了错误率,提高了加工流程排定的准确率和效率。本发明提供的方案能够实现在机械零件制造营运过程中,减低因人为因素导致错误率,进而提高产品的制造效率。
附图说明
37.图1是本发明实施例提出的营运方法流程示意图;
38.图2是本发明实施例提出的图纸信息撷取和图纸分析的原理图;
39.图3是本发明实施例提供的图纸示例图;
40.图4是本发明实施例提出的分离预处理后的图纸示例图;
41.图5是本发明实施例提出的材料规格选择的原理示意图;
42.图6是本发明实施例提出的可制造性分析部分原理示意图;
43.图7是本发明实施例提出的图像化dfm处理原理示意图;
44.图8是本发明实施例提出的尺寸缺失的dfm建议示例图;
45.图9是本发明实施例提出的示例图纸的示意图;
46.图10是本发明实施例提出的标注示例图纸反馈结果示意图;
47.图11是本发明实施例提出的智能流程排定部分原理示意图;
48.图12是本发明实施例提出的有效加工流程方案示例图;
49.图13是本发明实施例提出的排产计划示例图;
50.图14是本发明实施例提出的营运结构示意图。
51.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
52.附图标记:1-图纸信息撷取模块;2-图纸分析模块;3-材料规格选择模块;4-dfm分析模块;5-图像化dfm模块;6-加工流程排定模块;7-总成本计算模块;8-输出模块。
具体实施方式
53.在下文中,将更全面地描述本发明公开的各种实施例。本发明公开可具有各种实施例,并且可在其中做出调整和改变。然而,应理解:不存在将本发明公开的各种实施例限于在此公开的特定实施例的意图,而是应将本发明公开理解为涵盖落入本发明公开的各种实施例的精神和范围内的所有调整、等同物和/或可选方案。
54.实施例1
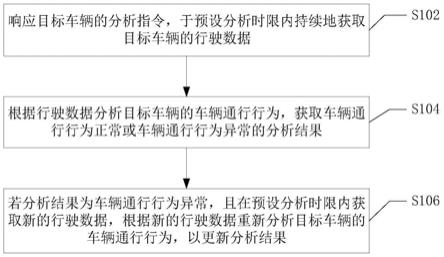
55.本发明实施例1提供了一种智能机械零件制造营运方法,通过算法代替人工识别,实现机械零件制造营运智能化。方法的流程示意图如说明书附图1所示,具体方案如下:
56.101、通过预训练的识别算法对产品的图纸影像进行图文分离预处理,构建坐标系,识别图纸影像中的字符、图像及其坐标数据,得到图像数据和字符数据;
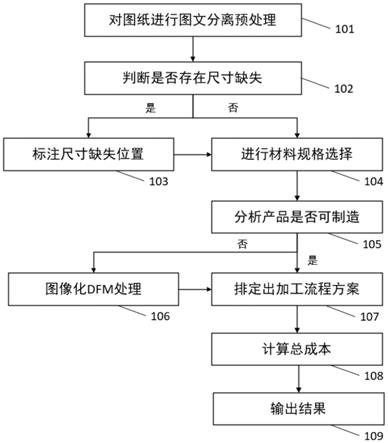
57.102、分析字符数据和图像数据,判断图纸影像是否存在尺寸缺失:
58.103、若存在尺寸缺失,则在图纸影像中标注出尺寸缺失的位置;
59.104、若不存在尺寸缺失,则基于产品的外形特征和产品体积,从预设材料资料库中选择符合预设条件的材料样本作为加工样本,并计算加工样本的材料成本;
60.105、通过预训练的机器学习算法识别外形特征得到产品的一种或多种初始加工流程,筛选出初始加工流程中的加工设备,并获取各加工设备的加工参数及限制;基于加工参数及限制、字符数据和图像数据,以预设可制造性条件分析产品是否建议制造;
61.106、若不建议制作,则基于所述可制造性条件分析产品图纸的需改正处,生成可制造性建议,根据所述字符数据和所述图像数据查找所述需改正处在所述图纸影像上的具体坐标,并在所述图纸影像上标注所述可制造性建议,得到图像反馈结果并输出;
62.107、若建议制造,则逐一判断以初始加工流程能否完整加工出产品:若能,则将该初始加工流程作为工艺流程方案;若不能,则调整初始加工流程中的加工工序,得到能完整加工出产品的工艺流程方案;计算各工艺流程方案的加工成本,结合产品的生产数量计算各工艺流程方案的加工周期;
63.108、获取产品的辅助成本,综合加工成本、材料成本和辅助成本得到各工艺流程方案的总成本;
64.109、输出各工艺流程方案及其相应的加工成本、加工周期和总成本。
65.本实施例提供的智能机械零件制造营运方法,主要包括图纸信息撷取、图纸分析、材料规格选择、dfm分析、图像化dfm处理、加工流程排定和总成本计算七部分。每部分都可通过系统预设的算法实现,无需人工进行识别。其中,步骤101具体包括:
66.10101、获取产品的待处理图纸,将待处理图纸转换为预设图片格式的图纸影像;
67.10102、基于预设的识别算法对图纸影像进行图文分离预处理,构建坐标系,识别图纸影像中的字符和图像,并获取字符在坐标系中的第一坐标数据,以及图像在坐标系中的第二坐标数据。
68.待处理图纸包括电子版图纸和纸质版图纸。若待处理图纸为电子版图纸,则直接将待处理图纸转换为图像档案格式。若待处理图纸为纸质版图纸,则将待处理图纸进行影像扫描并存储为图像档案格式。在本实施例中,将图纸转换为图纸影像,预设格式选用图像档案格式,如bmp图像档案格式。
69.在本实施例中,字符数据包括字符和字符在预设坐标系中的第一坐标数据,图像数据包括图像和图像在预设坐标系中的第二坐标数据。将图纸上的信息划分为字符和图像。图像仅包括产品的产品线,产品线即为描述产品形状的线条。字符包括材料、产品尺寸、尺寸界线和尺寸线、几何特征符号、参考基准、价格特征、表面加工要求、形状和位置公差范围值等,除产品线以外的信息都可归为字符。字符表示产品的信息,图像表示产品的形状。
70.优选地,可将字符和第一坐标数据存储到预设的字符资料库,将图像和第二坐标数据存储到图像资料库,方便图纸分析模块对图纸信息的获取。示例性的,可将字符和第一坐标数据以txt格式存储到字符资料库,将图像和第二坐标数据以dwg格式存储到图像资料库。在说明书附图3中,产品线为方形结构的四个粗直线,以及圆形结构的粗圆线,除此之外的产品尺寸、尺寸界线和尺寸线都为字符。构建的坐标系如说明书附图4所示,坐标系的尺寸可以与产品的尺寸一致,也可以不一致。例如,图纸上的产品线长为4.65mm,然而在附图5的坐标系中的该产品线的首尾坐标数据为(1,1)和(5.65,1),然而在其它坐标系中该产品线的首尾坐标可能为(1,2)和(11.3,2)。即坐标系可有单独的一套单位标准,避免与产品的尺寸信息混淆。
71.其中,通过预设的方框选定字符,第一坐标数据即为字符所在的方框的坐标。由于字符包括多种数据格式,如数据、线段等,因此不同的字符大小不同,对应的方框也不同。通过识别字符的大小,设置方框的面积,使方框完整选定字符。例如,产品尺寸往往是数值形式,尺寸线为箭头线,尺寸线的方框需要完全覆盖住尺寸线,产品尺寸的方框需要完全覆盖住产品尺寸。利用多种演算法让计算机学习识别图纸中的各类字符并进行筛选分类。如说明书附图4所示,在构建的坐标系,图纸上的每个字符和图像都有唯一确定的坐标数据。预设的方框选定字符,每个字符都有固定的坐标数据。如字符c1,该字符被方框框住,方框的四个角的坐标数据是固定的,通过方框的坐标数据即可确定字符c1的位置。同理,尺寸线和尺寸界线也被方框框住,具体如说明书附图4所示。
72.图纸上的线,包括产品线、尺寸界线、尺寸线以及其它线。尺寸线为箭头线,包括向单箭头线和双向箭头线。尺寸界线通常与尺寸线相配合,箭头线连接尺寸界线。其他线包括一些方框,方框中标注有粗糙度等特殊参数。每一个产品线都需要尺寸标注,最终才能精密制造出来。例如,呈直线状的产品线可通过尺寸标注、尺寸界线和尺寸线的配合来表示相关参数,呈圆弧状的产品线可通过圆心位置、夹角等来表示相关参数。在本实施例中,通过线条的变化以及尺寸标注来识别每一条产品线。例如,一条直线和一条圆弧相交构成一条连续的线,标准的图纸标注方法会标注直线的长度和圆弧的相关参数,此时,便可通过识别算法识别两个尺寸标注,进而判断出该线由两条产品线构成。
73.其中,产品线都是封闭的实线、且产品线粗于非产品线,每一条产品线都会与其它产品线存在交点。因此,产品线的识别包括:先排除线条的粗细程度明显不符合预设粗细条件的非箭头实线,再于剩余的非箭头实线中,判断每个非箭头实线的首尾坐标是否与其它非箭头实线相交:若是,则线条为产品线;若否,则线条为非产品线。产品线的线条粗细程度明显粗于尺寸界线等实线,因此,根据产品线的粗细度设定一个预设粗细条件,先排除不满足预设粗细条件的非箭头实线,将尺寸界线等实线排除在外。接着在剩余的非箭头实线中,判断非箭头实线与非箭头实线之间是否相交。需要说明的是,已排除的非箭头实线,不在后续的实线相交的判断范围之内。在图纸中,封闭的产品线才能构成一个完整的产品。基于这一原理,本实施例在进行图文分离预处理时,构建了坐标系。图纸上的每一个字符、每一条线,在坐标系上都有唯一且确定的坐标。坐标系的设置,使字符与图像即使分离,也能保留唯一且确定的对应关系。
74.每一条产品线都会与其它产品线存在交点,在坐标系中表现为,每个产品线的首尾坐标都会与其它产品线相交。在本实施例中,产品线的首尾坐标为产品线的起点坐标和终点坐标,即产品线两端点的坐标。标准的尺寸线都是箭头线,排除箭头线,在非箭头实线中查找产品线。通过判断每个非箭头实线的首尾坐标是否与其它非箭头实线相交:若是,则线条为产品线;若否,则线条为非产品线。
75.在本实施例中,识别算法通过特征识别和样本学习相结合的方式,对图纸影像进行图文分离预处理,识别、筛选、分类出字符和图像。具体地,将图纸影像中的线条划分为基础线和疑难线。基础线包括特征较为明显,通过特征即可识别出的线。例如,基础线可包括尺寸线、部分产品线和尺寸界线。尺寸线带有箭头,尺寸界线与箭头存在交点,通过箭头这一特征可识别出尺寸线和尺寸界线,产品线的首尾坐标与其他产品线存在交点,先分类判断出单个线条,再识别判断出产品线。然而,不同的图纸由不同的工程师进行绘制,绘制风格不同导致标注方法不同。会有一些难以判断的线出现,例如,在某些图纸中,某些特殊的产品参数会用闭合的线条框住,例如圆框等,此时难以通过基础线的特征识别判断该线条是否为产品线。因此,为适应不同的标注方法,本实施例的识别算法具备样本学习能力,通过大量不同标注方法的图纸样本,对识别算法进行有监督训练。
76.具体地,训练过程包括:获取不同标注方法的图纸,人工标注字符和图像,得到图纸标注训练样本;通过图纸标注训练样本对初始机器学习算法进行有监督训练,得到训练后的识别学习算法。本实施例的识别算法包括但不限于任何一种具有样本学习能力的智能算法。
77.步骤102,综合分析字符和第一坐标数据、图像和第二坐标数据,判断待处理图纸是否存在尺寸缺失:若是,则跳转至预设的图像化dfm模块,在图纸影像中标注出尺寸缺失的位置;若否,则进行材料规格选择。
78.从字符资料库中获取字符和第一坐标数据,从图像资料库中获取图像和第二坐标数据。分析字符和第一坐标数据、图像和第二坐标数据,判断每个所述产品线是否与某个尺寸线存在预设的对应关系以及尺寸线是否缺失寸尺标注,从而判断图纸影像中是否存在尺寸缺失。
79.在制造领域,图纸上的每一个产品线都需要有尺寸标注,尺寸线位于产品线附近,并与产品线之间存在对应关系。以常见的直线为例,每根呈直线的产品线都需标注直线的
长度,产品线的起始点坐标和终止点坐标处都会向外延伸出一条尺寸界线,尺寸线介于两条尺寸界线之间,尺寸标注位于尺寸线附近,表示该条产品线的长度。基于这一特征,可通过字符和第一坐标数据查找尺寸线的首尾坐标,通过图像和第二坐标数据查找产品线的首尾坐标;判断每个产品线的首尾坐标是否与某个尺寸线的首尾坐标存在预设的对应关系:若是,则该尺寸线表示当前产品线的尺寸;若否,则当前产品线存在尺寸缺失。由于产品线与尺寸线是平行的关系,且长度相等,因此产品线的首尾坐标与尺寸线的首尾坐标会存在对应关系。假使该产品线为水平直线,则尺寸线的起始点坐标与产品线的起始点坐标、尺寸线的终止点坐标与产品线的终止点坐标的纵坐标相同,且根据坐标计算出的产品线的长度等于尺寸线的长度。基于上述特征,可判断尺寸线对应的产品线。通过识别并判断每个尺寸线是否存在尺寸标注:若否,则当前尺寸线缺失尺寸。
80.若存在尺寸缺失,则需要跳转至预设的dfm模块进行相应的智能化处理,并在图纸影像上进行标注,反馈给工程师进行后续的处理。dfm模块会给出相关建议,弥补缺失的尺寸。
81.图纸信息撷取和图纸分析部分的原理示意图如说明书附图2所示。
82.步骤103,若存在尺寸缺失,则在图纸影像中标注出尺寸缺失的位置。在本实施例中,缺失尺寸标注可在图像化dfm模块中进行处理。
83.步骤104,若不存在尺寸缺失,则进行材料规格选择。材料规格选择部分的原理示意图如说明书附图5所示。材料规格选择具体包括:
84.根据图纸影像构建产品的3d模型,获取产品的外形特征,并计算其产品体积。可利用cad软件将图纸中的二维图像转换为三维模型。建造3d模型,可直观获取产品的外形特征,也便于计算产品的体积,了解产品各部分的参数。
85.基于外形特征和产品体积,从预设的材料资料库中选取加工样本,加工样本为外尺寸大于等于产品外尺寸的材料样本。并计算各个材料样本的材料成本和切削体积,切削体积为由材料样本得到产品所需要削离的体积。
86.材料资料库中存储有不同规格的材料样本,在本实施例中,材料资料库能够获取当前市场中可采购的材料样本信息,筛选并存储多种不同规格的材料样本。例如,可从预设的网站中爬取相应的信息,预设网站可为记载当前市场上有的材料样本,因此,材料资料库中的材料样本都可从市场上采购得到。不同规格的材料样本材料,在样本材质、样本体积、材料成本、样本加工方法等方面会存在差异。例如,需要加工一个六角边到边为h、长度为l的六角柱体零件。首先,要剔除外尺寸不符合要求的材料样本,材料样本的外尺寸须大于等于并最接近六角柱体零件的外尺寸,选择所有合适规格的材料。其次,针对符合尺寸要求的材料样本,计算由材料样本得到六角柱体零件需要切削的体积,不同材料样本的切削体积可能不同。
87.基于材料成本和切削体积,综合分析各个材料方案所需的材料成本、加工步骤和加工成本,选取最具成本效益的材料方案。不同的材料方案,可能需要利用不同的加工设备采用不同的加工方法进行加工,加工成本可能不同。因此,需要考虑各方面因素,综合材料方案的可行性和设备的加工能力,分析各个材料方案所需的材料成本、加工步骤和加工成本,选取最具成本效益的材料方案。此外,还需要考虑产品的生产数量,例如单件生产和批量生产,即使采用某种方法的单件加工成本较高,但适用于批量生产,也可采用该方法进行
生产。
88.步骤105主要为可制造性设计分析部分,通过预训练的机器学习算法对图纸数据进行分析处理得到产品的初始加工流程,并判断产品的可制造性。可制造性设计分析部分的原理示意图如说明书附图6所示。
89.初始加工流程的获取过程如下:首先,获取产品的外形特征。其次,通过预训练的机器学习算法,在预设的样本资料库中查找与产品相比、在外形特征上满足预设条件的一个或多个图纸样本,并将其作为第一图纸样本。最后,将所有的第一图纸样本的加工流程作为产品的初始加工流程。若查找不出与产品相比、在外形特征上满足预设条件的图纸样本,则通过机器学习算法根据产品上的外形特征自行排定一种或多种初始加工流程。
90.具体地,通过预训练的机器学习算法,在预设的样本资料库中查找与产品在外形特征上满足预设条件的一个或多个图纸样本,并将其作为第一图纸样本。由于满足条件的图纸样本可能存在多个,因此,第一图纸样本的数量包括一个或多个。第一图纸样本的获取流程具体包括:查找样本资料库,判断是否存在与产品的图纸数据完全相同的图纸样本:若存在,则该图纸样本即为第一图纸样本;若不存在,则查找出与产品相比、在外形特征的相似程度上满足预设比例关系的所有图纸样本,并从中筛选出相似程度较高的一个或多个图纸样本作为第一图纸样本。
91.具体地,样本资料库中存储有大量已排定加工流程、且按外形特征分类的图纸样本。机器学习算法的训练过程具体包括:将已建立加工流程的图纸数据按照外形特征进行分类,得到图纸样本,存储到预设的样本资料库中;基于训练样本,对初始机器学习算法进行有监督训练,得到机器学习算法。在本实施例中,机器学习算法经过了数以万计的图纸样本的有监督训练,事实上已经具备了根据外形特征构建加工流程的能力。因此,当找不到合适图纸样本进行借鉴时,即查找不出与产品相比、在外形特征上满足预设条件的图纸样本,机器学习算法可自行排定出一种或多种初始加工流程。在实际应用中,机器学习算法自行排定出的初始加工流程,还需人工进行确认。
92.加工流程包括加工工序、加工要求、加工精度等。其中,加工工序需要特定的加工设备来完成。获取加工流程后,可筛选出加工流程中涉及的全部加工设备,从预设的设备资料库获取加工设备的加工参数和加工限制,设备资料库中存储有各种加工设备的相关参数。加工参数包括该加工设备所能加工的材质、所能实现的效果、需要注意的事项等等,凡是涉及到加工设备的加工时的相关参数,都可从设备资料库中获取。不同加工设备的加工能力不同,通常情况下,企业的生产线是固定的,加工设备也是固定的,当加工设备无法加工某一产品时,可更改加工要求。在本实施例中,加工设备预先设置好,若当前的加工设备无法完成加工,则判定该产品不建议制造。
93.具体地,基于加工参数及限制、字符数据和图像数据,以预设可制造性条件分析产品是否建议制造。其中,可制造性条件综合加工设备的加工能力、产品的精度要求以及图纸的完整性。可制造性条件具体包括:
94.条件1:利用当前加工设备是否能将所述加工样本加工制造为满足所述加工要求的产品,若否,则产品不建议制造。该条件针对产品的加工要求是否超出加工设备的加工能力。设备资料库中存储有多种加工设备,不同加工设备的加工范围和加工能力不同。若产品的加工超出了当前加工设备的加工能力,则该产品无法进行制造。
95.条件2:加工精度是否满足预设精度条件,若否,则产品不建议制造。预设精度条件为不高于通用精度要求,且不接近最高通用精度要求。通用精度要求可能为一个具体的数据,也有可能为一个数值范围。在不同的制造领域,通用精度要求不同。在实际的机械产品制造中,产品的精度往往会直接影响产品的加工成本,因此,控制产品精度能大大缩短加工成本。在本实施例中,通用精度要求即为在该产品所属的领域中,常用的加工精度。在实际应用中,通用精度要求往往是一个概括的精度范围,若产品精度接近或超过最高的通用精度,且该产品并非一定要按照该精度要求进行加工,则该产品的精度要求较高,会极大提高产品的加工成本,需降低产品的精度要求才建议制造。
96.条件3:基于图纸数据,分析产品图纸中的尺寸信息是否完整。产品的图纸缺少尺寸,则产品不建议制造。在制造领域,图纸上的每一个产品线都需要有尺寸标注,尺寸线位于产品线附近,并与产品线之间存在对应关系。从字符资料库中获取字符和第一坐标数据,从图像资料库中获取图像和第二坐标数据。分析字符和第一坐标数据、图像和第二坐标数据,判断每个所述产品线是否与某个尺寸线存在预设的对应关系以及尺寸线是否缺失寸尺标注,从而判断图纸影像中是否存在尺寸缺失。
97.只有在条件1、条件2和条件3都为是的情况下,才满足所述可制造性条件;否则,则不满足所述可制造性条件。即只有在利用当前加工设备能将加工样本加工制造为满足加工要求的产品、加工精度满足预设精度条件且产品的图纸中的尺寸信息完整的情况下,才满足所述可制造性条件,产品才会建议制造。
98.步骤106,若不建议制造,则基于可制造性条件分析产品图纸的需改正处,生成可制造性建议,并在需改正处标注可制造性建议,得到并输出图像反馈结果;
99.若产品被判定为不建议制造,则跳转至预设的图像化dfm模块进行图像化dfm处理。图像化dfm处理具体包括:针对产品不符合的可制造性条件,查找产品图纸的需改正处,得到可制造性建议;获取图纸分析数据和图纸影像,从字符资料库获取字符数据,从图像资料库获取图像数据。根据第一坐标数据和第二坐标数据查找需改正处在图纸影像上的坐标位置,并在坐标位置处标注可制造性建议;输出标注后的图纸影像得到图像反馈结果。技术人员根据图像反馈结果,进行适应性的修改。图像化dfm处理部分的原理示意图如说明书附图7所示。
100.针对产品不符合的可制造性条件,查找产品图纸的需改正处,得到可制造性建议。不符合条件1则给出可制造的尺寸或公差建议;不符合条件2则给出合适的精度要求;不符合条件3则反馈给技术人员进行补充。获取可制造性建议后,在图纸影像中的相应位置进行标注。由于在前述图文分离预处理处获取了坐标数据,根据坐标数据查找需改正处的具体位置,生成图像反馈结果。技术人员可直观的在图纸影像中找到存在问题的具体位置,并能根据可制造性建议及时进行改正。
101.例如,产品不符合条件1,即产品不能利用加工设备进行制造,则可制造性建议包括可制造的尺寸或公差建议。产品图纸要求超出了当前设备的加工能力和加工范围,只能可制造的尺寸或公差建议。
102.例如,产品不符合条件2,即产品的精度要求高于通用精度要求,或接近最高的通用精度要求,且产品并非必须按照精度要求制造,则可制造性建议包括多个精度建议。例如,一件产品为500mm长,但其平面度要求为0.1mm,超出了该产品的通用精度要求的最大值
0.5mm。即使可以利用当前拥有的高精度加工设备可以实现0.1mm的平面度要求,但相对加工成本会大大提高。若此产品并非被选定为必须按图纸要求制作,则图像化dfm模块可提供合适的平面度建议,并在图纸影像中标注多个精度建议,输出给技术人员进行选择。
103.例如,产品不符合条件3,即产品的图纸中存在尺寸缺失,则会在图纸上进行标注。例如,说明书附图3提供的图纸中,最右侧的尺寸线缺失尺寸标注,即该图纸存在尺寸缺失。在步骤103进行尺寸缺失分析之后,在缺失尺寸处进行标注。标注后的图纸示意图如说明书附图8所示,在图纸中标注处缺失尺寸标注的尺寸线,并在旁边标注“dfm:尺寸缺失”,并用方框框住该dfm建议。
104.示例性的,说明书附图9提供了示例图纸,该图纸有两个尺寸线,但只有一处尺寸标注,因此存在尺寸缺失。此外,尺寸标注“w /-t”表示该处的宽度为w,公差为t。当前的加工设备无法加工宽度为w的产品,即图纸中标注的w过窄,且在该领域的通用公差为t,而t要小于t,即该图纸的通用精度要求过高。dfm分析模块综合可制造性条件,该产品不符合条件1、条件2和条件3,因此判定该图纸呈现的产品不建议制造,交由图像化dfm模块进行处理。图像化dfm模块根据可制造性条件一一获取可制造性建议,并根据资料库中的坐标数据查找存在问题的具体位置并标注。在具体位置附近标注可制造性建议。图像化dfm模块生成的图像反馈结果如说明书附图10所示,将尺寸标注“w /-t”圈住,并在旁边用方框标注“dfm:w1 /-t1”,当前设备可制造出w1的加工尺寸,且t1大于t。在缺失尺寸标注的附近,用方框标注“dfm:尺寸缺失”。用户可通过图像反馈结果直观地得出产品图纸的问题,并获得建议。
105.步骤107,若能将加工样本加工为产品,则排定出加工该产品的工艺流程方案并计算加工成本,结合产品的生产数量计算各工艺流程方案的加工周期。步骤107具体包括:10701、获取从产品图纸中分离出的图纸数据以及产品的一种或多种初始加工流程,初始加工流程中包括至少一道加工工序,从预设工艺资料库中获取各道加工工序所需的工艺数据。10702、逐一判断以初始加工流程能否完整加工出产品:若能,则将该初始加工流程作为工艺流程方案;若不能,则根据图纸数据和工艺数据调整初始加工流程中的加工工序,得到能完整加工出产品的工艺流程方案;工艺数据包括设备数据和加工参数。10703、导出各工艺流程方案中加工工序的加工参数,配合预设加工编程软件计算出各工艺流程方案的加工时间,进而推导出各工艺流程方案的加工成本。10704、输入产品的生产数量,从预设智能排产系统中导入生产线的排产计划,分析各工艺流程方案在生产线的排产计划下、完成生产数量的产品的加工完成时间以及最佳投产时间。
106.在本实施例中,工艺资料库存储有各项加工工艺的工艺数据,如调机时间、材料切削率、加工参数、使用刀具等。在本实施例中,工艺数据包括设备数据和加工参数,设备数据包括加工设备的有效进程、调机时间、转速;加工参数包括所需刀具、所需刀具对应不同材料的切削率、加工尺寸范围、加工类型、损耗率。
107.产品的初始加工流程包括一种或多种,且并非所有的初始加工流程都能完整加工出该产品,在后续的步骤10702需要判断各项初始加工流程能否完整加工出产品。先对步骤10701获取的初始加工流程进行判定,对不能根据产品的图纸数据完整加工出该产品的初始加工流程进行修改,根据图纸数据和工艺数据对该初始加工流程的各道加工工序进行修改调整,得到能完整加工出产品的工艺流程方案。例如,初始加工流程a是根据图纸样本a得到的,图纸样本a呈现出的外形特征与产品的外形特征基本一致,只在某凹槽深度上不一
致。系统判定该初始加工流程无法加工出与图纸数据一致的产品,根据图纸数据和工艺数据,找到加工该凹槽的加工工序,通过调整加工设备,使加工出的凹槽与图纸数据保持一致。
108.由于产品的加工通常需要多个加工工序协同操作,加工工序之间存在可调换的可能,不同的加工工序可能会实现相同的加工效果,但加工成本可能不同。而在本实施例中,根据初始加工流程得到工艺流程方案,不会改变加工工序。初始加工流程是大多参考借鉴图纸样本中的加工流程,机器学习算法可根据预设经验设定最优化的加工流程,当学习的次数够多,便可大大减省工程及排产人员的工作量。因此,获得的初始加工流程便已经是算法根据图纸样本学习出的最优化的加工流程,进而得到工艺流程方案也是最优的方案。
109.当加工流程排定模块排定出了多种工艺流程方案,则需设定一个优先顺序。加工流程排定模块能够计算每个工艺流程方案的加工成本。在本实施例中,通过对多种工艺流程方案按照加工成本进行排序,设定优先顺序。优选地,加工成本越低,则优先级越高。工艺流程方案的优先级,只是辅助技术人员进行选择,为技术人员提供选择依据。
110.各工艺流程方案的加工成本计算包括:导出各工艺流程方案中加工工序的加工参数,配合预设加工编程软件计算出各工艺流程方案的加工时间,进而推导出各工艺流程方案的加工成本。各工艺流程方案单件产品的加工成本主要包括单件调机成本、单件加工成本和单件刀具成本,三种成本之和就构成了主要的加工成本。
111.单件加工成本可基于加工时间与单位时间的费用得出,加工时间与单位时间的费用之间的乘积即为单件加工成本。加工时间基本是从切削率及切削体积计算出来,切削体积为加工样本加工成产品需要切割的体积,综合图纸加工精度、加工材料、加工性质、刀具种类、加工设备种类可获取切削率。此外,在用加工设备加工一款产品前都需要进行调机,调机时间的长短与设备种类有较大关系,不同加工设备的调机时间不同。单件调机成本基于调机时间和设备种类获得。而单件刀具成本可基于所需刀具的种类、使用时间获得。生产数量即为产品所要生产的数量。当产品需要大批量生产,需要占用加工设备大量的时间,影响其它产品的加工,此时需要综合各加工设备的加工流程,进行加工流程排定。
112.在本实施例中,通过智能排产系统获取生产线的排产计划。智能排产系统能够综合生产线的生产能力和产品的紧急状态,科学合理地分配生产资源。排产计划的复杂程度主要由资源、物料清单、流程的情况决定的。例如,当存在几百种产品混线生产时,排产计划就会非常复杂,再加上动态的资源(例如模具、工装、人员的约束和变量)、物料结构的复杂性以及特定的一些时间的约束,更加难以获得一个基本的排产计划。通过智能排产系统获取生产线的排产计划,利用计算机数据存储、传递、演绎、纠错和交换方便的特点,实现自动化排产,科学合理地分配生产资源。
113.加工流程排定模块根据生产线的排产计划,计算生产该产品所需的加工时间,同时基于排产计划查找最佳投产时间,以使产品的加工过程最优。在本实施例中,将各个工艺流程方案的加工成本、最佳投产时间和加工完成时间都保存至预设的流程方案资料库中。
114.步骤108,从预设辅助成本资料库中获取产品的辅助成本,从材料资料库中获取产品的材料成本,从流程方案资料库处获取加工成本,综合加工成本、材料成本和辅助成本得到各工艺流程方案的总成本。其中,辅助成本即为产品生产过程中与成本有关的数据,包括工具成本、工时成本、非直接生产物料成本、外购件成本、辅料成本、表面加工成本、热处理
成本、检查成本、包装成本。需要说明的是,本实施例的辅助成本表示除加工成本以外的成本。辅助成本所占的份额可能会直接影响产品的竞争力。
115.步骤109,以报价单的形式输出各工艺流程方案及其相应的加工成本、加工周期和总成本。标注后的产品图纸可随报价单一并输出。加工流程排定、总成本计算和输出部分的原理示意图如说明书附图11所示。在本实施例中,以报价单的形式输出各工艺流程方案及其相应的加工成本、加工周期和总成本。报价单上还包括利润、税金、运输费用、产品的最佳投产时间和加工完成时间。同时,考虑到生产线的排产计划可能会在某些因素的影响下发生变动,因此报价单还配置了有效期,以保证产品的最佳投产时间和加工完成时间在限定时间内有效。
116.在具体应用中,企业的目标是多样化的。有些企业关注产品的生产成本,有些企业则看重完成日期。针对不同的企业需求,本实施例设置不同的选项,供企业进行选择。示例性的,基于单件产品的总成本和加工完成时间,输出包括第一选项和第二选项。第一选项对应的工艺流程方案中,产品的总成本最低但价格时间可能较长;第二选项对应的工艺流程方案中,产品的加工周期最短,但总成本可能较高。还可设置第三选项、第四选项等,综合总成本和加工时间,辅助企业进行选择。
117.示例性的,系统提出了两个的有效加工流程方案,分别为方案1和方案2。说明书附图12提供了有效加工流程方案示例图。方案1需要依次进行工艺a、工艺b、工艺f;方案2需要依次进行工艺a、工艺c、工艺d、工艺e、工艺f。在方案1和方案2中,工艺b和工艺c、工艺d、工艺e分别为主要加工工序,其余的工艺为开料、除披锋、检查等常规工艺。因此,工艺b和工艺c、工艺d、工艺e的加工时间尤为重要。从图13排产计划示例图所示,方案1为系统优选的最短加工流程,加工时间仅需1天便能完成,但经过自动排产系统排期后发现,当前工艺b的相应设备已被其他产品占用,要到第5天才可安排生产。相反,虽然方案2的整体加工时间比方案1为长,但相应排期较早完成。因此系统便会选择方案2作为补选。
118.同时系统会计算获得所述两个工艺流程方案所需的成本,再从中选出最低成本的方案。假如工序e的每单位时间费用远高于工序b,系统经过成本计算得出工序b为最低加工成本,即加工流程方案1的加工成本最低。最后,系统会以报价单的形式输出两个选项,分别为加工完成时间最短的工艺流程方案和加工成本最低的工艺流程方案。
119.本实施例提供了一种智能机械零件制造营运方法,通过算法代替人工识别,实现机械零件制造营运智能化。通过对产品图纸进行图纸信息撷取和图纸分析,实现图纸的智能化处理。利用算法实现加工评估和成本计算,无需人工参与,即可获取产品的制造方案。利用dfm分析模块和图像化dfm模块相结合,实现产品可制造性设计分析智能化。dfm分析模块根据系统预设的可制造性条件分析产品的可制造性,分析速度快,且准确度高。不建议制造的产品跳转至图像化dfm模块进行更正标注反馈,图像化dfm模块根据产品不符合的可制造性条件生成可制造性建议,有针对性的进行更改反馈。技术人员可直观的通过输出的图像反馈结果得到产品的问题和建议,大大缩短了产品的制造时间。利用加工流程排定模块获取产品的工艺流程方案,无需人工进行工艺流程的排定,极大降低了错误率,提高了加工流程排定的准确率和效率。本发明提供的方案能够实现在机械零件制造营运过程中,减低因人为因素导致错误率,进而提高产品的制造效率。
120.实施例2
121.本发明实施例2公开了一种智能机械零件制造营运系统,采用实施例1所提供的一种智能机械零件制造营运方法。在实施例1的基础上,将实施例1的方法系统化,完整的结构模块如说明书附图14所示,具体方案如下:
122.一种智能机械零件制造营运系统,包括图纸信息撷取模块1、图纸分析模块2、材料规格选择模块3、dfm分析模块4、图像化dfm模块5、加工流程排定模块6、总成本计算模块7和输出模块8。
123.图纸信息撷取模块1:用于通过预设识别算法对产品的图纸影像进行图文分离预处理,得到图像数据和字符数据。在本实施例中,将图纸上的信息划分为字符和图像。图像仅包括产品的产品线,产品线即为描述产品形状的线条。字符包括材料、产品尺寸、尺寸界线和尺寸线、几何特征符号、参考基准、价格特征、表面加工要求、形状和位置公差范围值等,除产品线以外的信息都可归为字符。字符表示产品的信息,图像表示产品的形状。优选地,可将字符和第一坐标数据存储到预设的字符资料库,将图像和第二坐标数据存储到图像资料库,方便图纸分析模块对图纸信息的获取。示例性的,可将字符和第一坐标数据以txt格式存储到字符资料库,将图像和第二坐标数据以dwg格式存储到图像资料库。
124.图纸影像的获取过程包括:获取待处理图纸,并对待处理图纸进行格式转换。待处理图纸包括电子版图纸和纸质版图纸。若待处理图纸为电子版图纸,则直接将待处理图纸转换为图像档案格式。若待处理图纸为纸质版图纸,则将待处理图纸进行影像扫描并存储为图像档案格式。在本实施例中,将图纸转换为图纸影像,预设格式选用图像档案格式,如bmp图像档案格式。
125.图纸分析模块2:用于分析字符数据和图像数据,判断图纸影像是否存在尺寸缺失。从字符资料库中获取字符和第一坐标数据,从图像资料库中获取图像和第二坐标数据。分析字符和第一坐标数据、图像和第二坐标数据,判断每个所述产品线是否与某个尺寸线存在预设的对应关系以及尺寸线是否缺失寸尺标注,从而判断图纸影像中是否存在尺寸缺失。若存在尺寸缺失,则需要跳转至图像化dfm模块4进行相应的智能化处理,并在图纸影像上进行标注,反馈给工程师进行后续的处理。图像化dfm模块会给出相关建议,弥补缺失的尺寸。若不存在尺寸缺失,则进入材料规格选择模块。
126.材料规格选择模块3:用于基于产品的外形特征和产品体积,从预设材料资料库中选择符合预设条件的材料样本作为加工样本,并计算加工样本的材料成本。材料规格选择具体包括:
127.根据图纸影像构建产品的3d模型,获取产品的外形特征,并计算其产品体积。可利用cad软件将图纸中的二维图像转换为三维模型。建造3d模型,可直观获取产品的外形特征,也便于计算产品的体积,了解产品各部分的参数。基于外形特征和产品体积,从预设的材料资料库中选取加工样本,加工样本为外尺寸大于等于产品外尺寸的材料样本。并计算各个材料样本的材料成本和切削体积,切削体积为由材料样本得到产品所需要削离的体积。材料资料库中存储有不同规格的材料样本。基于材料成本和切削体积,综合分析各个材料样本所需的材料成本、加工步骤和加工成本,选取最具成本效益的材料样本。不同的材料样本,可能需要利用不同的加工设备采用不同的加工方法进行加工,加工成本可能不同。因此,需要考虑各方面因素,综合材料样本的可行性和设备的加工能力,分析各个材料样本所需的材料成本、加工步骤和加工成本,选取最具成本效益的材料样本。
128.dfm分析模块4:用于通过预训练的机器学习算法识别外形特征得到产品的一种或多种初始加工流程,筛选出初始加工流程中的加工设备,并获取各加工设备的加工参数及限制;基于加工参数及限制、字符数据和图像数据,以预设可制造性条件分析产品是否建议制造。
129.可制造性条件具体包括:
130.条件1:利用所述加工设备是否能将所述加工样本加工制造为满足所述加工要求的产品。具体地,所述加工要求是否不超出所述加工设备的加工限制,且所述加工设备的加工参数是否符合所述加工要求;若都为是,则利用所述加工设备能所述加工样本加工制造为所述产品。
131.条件2:所述加工精度是否满足预设精度条件;所述预设精度条件为不高于通用精度要求、且不接近最高通用精度要求。
132.条件3:基于所述图纸数据,分析所述产品图纸中的尺寸信息是否完整;
133.只有所述条件1、所述条件2和所述条件3都为是,才满足所述可制造性条件,系统才建议制造;否则,则不满足所述可制造性条件,系统便不建议制造。
134.加工流程排定模块6:用于逐一判断以初始加工流程能否完整加工出产品:若能,则将该初始加工流程作为工艺流程方案;若不能,则调整初始加工流程中的加工工序,得到能完整加工出产品的工艺流程方案;计算各工艺流程方案的加工成本,结合产品的生产数量计算各工艺流程方案的加工周期。从预设智能排产系统中导入生产线的排产计划,得到各工艺流程方案完成生产数量所需的加工完成时间以及最佳投产时间。
135.总成本计算模块7:用于获取产品的辅助成本,综合加工成本、材料成本和辅助成本得到各工艺流程方案的总成本。从预设材料资料库中获取产品的材料成本,从预设辅助成本资料库中获取产品的辅助成本,综合加工成本、材料成本和辅助成本得到各工艺流程方案的总成本。
136.输出模块8:用于输出各工艺流程方案及其相应的加工成本、加工周期和总成本。在本实施例中,预设格式为报价单。报价单上还包括利润、税金、运输费用、产品的最佳投产时间和加工完成时间。同时,考虑到生产线的排产计划可能会在某些因素的影响下发生变动,因此报价单还配置了有效期,以保证产品的最佳投产时间和加工完成时间在限定时间内有效。
137.在具体应用中,企业的目标是多样化的。有些企业关注产品的生产成本,有些企业则看重完成日期。针对不同的企业需求,本实施例设置不同的选项,供企业进行选择。
138.图像化dfm模块5:用于在不建议制造时,基于可制造性条件分析产品图纸的需改正处,生成可制造性建议,根据字符数据和图像数据查找需改正处在图纸影像上的具体坐标,并在图纸影像上标注可制造性建议,得到图像反馈结果并输出。以及在存在尺寸缺失时,则确定尺寸缺失处,根据字符数据和图像数据查找尺寸缺失处的具体坐标,并在图纸影像中标注,得到图像反馈结果并输出。
139.针对产品不符合的可制造性条件,查找产品图纸的需改正处,得到可制造性建议。不符合条件1则提供尺寸建议或公差建议;不符合条件2则给出合适的精度要求;不符合条件3则反馈给技术人员进行补充。获取可制造性建议后,在图纸影像中的相应位置进行标注。由于在前述图文分离预处理处获取了坐标数据,根据坐标数据查找需改正处的具体位
置,生成图像反馈结果。技术人员可直观的在图纸影像中找到存在问题的具体位置,并能根据可制造性建议及时进行改正。
140.本实施例提供了一种智能机械零件制造营运系统,采用实施例1所提供的一种智能机械零件制造营运方法。在实施例1的基础上,将实施例1的方法系统化,使其更具实际应用性。
141.本发明提供了一种智能机械零件制造营运方法及系统,通过算法代替人工识别,实现机械零件制造营运智能化。通过对产品图纸进行图纸信息撷取和图纸分析,实现图纸的智能化处理。利用算法实现加工评估和成本计算,无需人工参与,即可获取产品的制造方案。利用dfm分析模块和图像化dfm模块相结合,实现产品可制造性设计分析智能化。dfm分析模块根据系统预设的可制造性条件分析产品的可制造性,分析速度快,且准确度高。不建议制造的产品跳转至图像化dfm模块进行更正标注反馈,图像化dfm模块根据产品不符合的可制造性条件生成可制造性建议,有针对性的进行更改反馈。技术人员可直观的通过输出的图像反馈结果得到产品的问题和建议,大大缩短了产品的制造时间。利用加工流程排定模块获取产品的工艺流程方案,无需人工进行工艺流程的排定,极大降低了错误率,提高了加工流程排定的准确率和效率。本发明提供的方案能够实现在机械零件制造营运过程中,减低因人为因素导致错误率,进而提高产品的制造效率。
142.本领域技术人员可以理解附图只是一个优选实施场景的示意图,附图中的模块或流程并不一定是实施本发明所必须的。本领域技术人员可以理解实施场景中的装置中的模块可以按照实施场景描述进行分布于实施场景的装置中,也可以进行相应变化位于不同于本实施场景的一个或多个装置中。上述实施场景的模块可以合并为一个模块,也可以进一步拆分成多个子模块。上述本发明序号仅仅为了描述,不代表实施场景的优劣。以上公开的仅为本发明的几个具体实施场景,但是,本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。