1.本发明涉及一种灯具,尤其涉及一种筒灯结构。
背景技术:
2.现有筒灯结构包括灯壳,灯壳内安装灯板,灯板上焊接有led灯珠和引线,灯壳侧壁设置有出线孔。灯壳底部设置有若干定位柱和螺纹孔,灯板中设置有若干与所述定位柱对应的定位孔,组装灯板时需要将其定位孔套入所述定位柱中,使灯板焊线位置对准所述出线孔,以方便将引线从出线孔中穿出,然后用手工将螺丝穿过灯板拧入灯壳底部的螺纹孔。因此,现有筒灯具有安装定位复杂,工作效率低和不利于自动化生产等缺点。
技术实现要素:
3.为了克服现有技术的不足,本发明提供一种定位方便,固定简单,装配效率高的筒灯结构。
4.本发明解决其技术问题所采用的技术手段是:一种筒灯结构,包括金属灯壳和安装在灯壳内的灯板,所述灯壳具有底壁和围绕所述底壁的侧壁,所述底壁上设置有若干定位柱,所述侧壁上设置有出线孔,所述灯板上焊接有led灯珠和引线,所述引线从所述出线孔中穿出,灯板上还设置有与所述定位柱对应的定位孔,所述定位柱插入所述定位孔中,定位柱上端设置有阻挡灯板滑出的防脱部。
5.本发明的有益效果是:本发明由于在灯板底壁设置定位柱,在灯板上开设与之匹配的定位孔,灯板通过其定位孔套入所述定位柱进行装配定位,然后在定位柱顶端形成防脱部,对灯板进行固定,所述定位柱同时实现定位和固定灯板的功能,具有定位方便,固定结构简单,人工操作少,装配效率高,便于自动化生产等优点。
附图说明
6.图1为本发明实施例1和实施例3的装配结构示意图。
7.图2为本发明实施例2的装配结构示意图。
8.图3为本发明灯板与灯壳装配后的结构示意图。
9.图4a为实施例1的图3中a-a剖面的结构示意图之一。
10.图4b为实施例1的图3中a-a剖面的结构示意图之二。
11.图5为实施例1的图3中a-a剖面的结构示意图之三。
12.图6a为实施例2的图3中a-a剖面的结构示意图之一。
13.图6b为实施例2的图3中a-a剖面的结构示意图之二。
14.图7为实施例2的图3中a-a剖面的结构示意图之三。
15.图8a为实施例3的图3中a-a剖面的结构示意图之一。
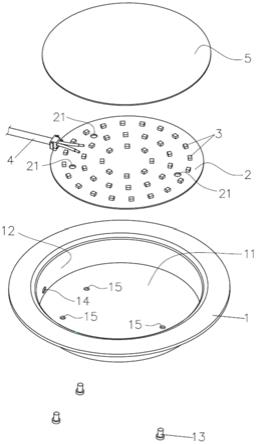
16.图8b为实施例3的图3中a-a剖面的结构示意图之二。
具体实施方式
17.下面结合附图和实施例对本发明作进一步详细的说明。本发明涉及的左、右、上、下等有关方位的描述仅表示所述部件在附图中所示的相对位置关系,并不能理解为对本发明保护范围的绝对限制。
18.实施例1,一种塑料筒灯结构,参考图1和图3。本发明所述的筒灯包括塑料灯壳1,安装在灯壳1内的灯板2,焊接在所述灯板上的led灯珠3和引线4,覆盖在灯壳1出光口处的散光板5。所述灯壳1具有圆形的底壁11和围绕所述底壁11的圆筒形的侧壁12。所述底壁11上设置有若干定位柱13,所述侧壁11上设置有出线孔14。所述灯板2上设置有若干与所述定位柱13对应的定位孔21。参考图4b。所述定位柱13插入所述定位孔21中,定位柱13上端设置有阻挡灯板2滑出的防脱部131。所述定位柱13和定位孔21为防反接布置,使装配灯板2时,引线4在灯板2上的焊接点与灯壳1上的出线孔14对齐,便于将引线4从出线孔14中穿出。
19.实施例1所述塑料筒灯的制造方法包括灯壳制作工艺、灯板制作工艺和灯板组装工艺。所述灯壳制作工艺包括,采用塑料注塑成型制作具有底壁和侧壁的灯壳1,并在灯壳1的底壁11上形成若干与灯壳一体成型的定位柱13,在灯壳1的侧壁12上开设出线孔14,如图1所示。所述灯板制作工艺包括,在灯板2上设置与所述定位柱13对应的定位孔21,制作电路,并将led灯珠3和引线4等电子元器件焊接在所述电路上,如图1所示。所述灯板组装工艺包括,将灯板2的定位孔21套入所述定位柱13中,将引线4从所述出线孔14中穿出,如图3和图4a所示;然后采用热压机压迫所述定位柱13的顶端形成敦粗变形结构,形成阻挡灯板2脱出的防脱部131,如图4b所示。最后将散光板5封盖在灯壳1的出光口上。
20.参考图4,所述防脱部131也可以是在注塑灯壳时,同时一体形成的可阻挡灯板滑出的倒扣133。这样,还可以进一步省略热压工艺,直接将灯板2的定位孔21套入定位柱13中,灯板2越过倒扣133后,即可被固定在灯壳1内。所述定位柱13上与所述倒扣133对应位置设置有让位间隙130,这样使装配灯板2时更省力。
21.实施例2,一种金属筒灯结构。参考图2。实施例2与实施例1的不同之处在于,所述灯壳1为金属材料制造,灯壳1的底壁11上设置有若干安装孔15。参考图6b,所述定位柱13为独立制作的丁字形塑料件,包括柱体130和设置在柱体130一端直径大于所述安装孔15的柱头132。所述柱体130从灯壳外侧依次穿过底壁11的安装孔15和灯板2的定位孔21。所述柱头132卡接在灯壳底壁11外侧,所述防脱部131卡接在灯板2上,两者将灯板2夹持固定在灯壳底壁11上。
22.实施例2所述金属筒灯的制造方法包括灯壳制作工艺、灯板制作工艺和灯板组装工艺。所述灯壳制作工艺包括,采用冲压工艺制作具有底壁11和侧壁12的金属灯壳1,在灯壳底壁11设置若干安装孔15,在灯壳侧壁12设置出线孔14,如图2所示;然后采用塑料注塑工艺制造丁字形定位柱13,定位柱13包括柱体130和设置在柱体130一端直径大于安装孔15的柱头132,将定位柱13的柱体130从灯壳底壁11外侧穿入其安装孔15中,所述柱头132卡接在灯壳底壁外侧,如图2和图6a所示。所述灯板制作工艺包括,在灯板2上设置与所述定位柱13对应的定位孔21,在灯板2上制作电路,将led灯珠3和引线4等电子元器件焊接在所述电路上,如图2所示。所述灯板组装工艺包括,将灯板2的定位孔21套入所述定位柱13的柱体130中,将引线4从所述出线孔14中穿出,如图2和图6a所示;然后采用热压机压迫所述柱体130的顶端形成敦粗变形结构,形成阻挡灯板2脱出的防脱部131,如图6b所示。最后将散光
板5封盖在灯壳1的出光口上。
23.参考图7,所述防脱部131也可以是在注塑定位柱13时,同时形成在柱体130顶端可阻挡灯板2滑出的倒扣133。这样,还可以进一步省略热压工艺,直接将灯板2的定位孔21套入定位柱13中,灯板2越过倒扣133后,即可被固定在灯壳1内。所述倒扣133与定位柱13之间还设置有让位间隙130,这样灯板2组装更省力。
24.实施例3,一种金属筒灯结构。参考图1、图3和图8b。实施例3与实施例1的不同之处在于:所述灯壳为金属材料制造,所述定位柱13为通过在灯壳底壁11外侧向内侧局部冲压形成的与底壁11一体的拉伸结构,所述防脱部131为将所述定位柱13的顶端冲压形成的敦粗变形结构。
25.实施例3所述金属筒灯的制造方法包括灯壳制作工艺、灯板制作工艺和灯板组装工艺。所述灯壳制作工艺包括采用冲压工艺制造金属灯壳,同时将灯壳底壁11局部由外侧向内侧拉伸形成定位柱13,在灯壳侧壁12开设出线孔14,如图1和图8a所示。所述灯板制作工艺包括,在灯板2上设置与所述定位柱13对应的定位孔21,在灯板2上制作电路,将led灯珠3和引线4等电子元器件焊接在所述电路上,如图1所示。所述灯板组装工艺包括,将灯板2的定位孔21套入所述定位柱13中,将引线4从所述出线孔14中穿出,如图1和图8a所示;然后采用冲压工艺压迫所述定位柱13顶端形成敦粗变形结构,形成阻挡灯板2脱出的防脱部131,如图8b所示;最后将散光板5封盖在灯壳1的出光口上。通过上下冲压模具的结构设计,同时形成金属灯壳1及其定位柱13,可免去在灯壳1开设安装孔15、制作及安装定位柱13工艺,具有结构更简单,装配效率更高的优点。
26.本发明由于在灯板底壁设置定位柱,在灯板上开设与之匹配的定位孔,灯板通过其定位孔套入所述定位柱进行装配定位,然后在定位柱顶端形成防脱部,对灯板进行固定,所述定位柱同时实现定位和固定灯板的功能,具有定位方便,固定结构简单,人工操作少,装配效率高,便于自动化生产等优点。
27.以上具体实施方式的描述仅仅是本发明较优的实施方式,并不表示对本发明保护内容的限制,任何在本发明构思精神内,可以由普通技术人员正常推理获得的技术方案都是本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。