1.本发明涉及燃气表生产技术领域,具体涉及一种物联网智能燃气表立轴密封圈及其出料装置。
背景技术:
2.随着居民的生活质量不断提高,天然气用气与日俱增,传统的生产方式和生产设备已经无法满足日益增长的物联网智能燃气表使用需求。因此,需要实现燃气表的自动化生产,以满足物联网智能燃气表的市场需求。在物联网智能燃气表生产加工的工序中需要在立轴外套设密封圈,以密封立轴与膜盒之间的间隙。若采用传统的密封圈,在采用自动化设备将密封圈推至立轴直径最大的一段外时,容易使密封圈产生扭曲、歪斜,从而造成密封圈变形甚至破损,无法满足物联网智能燃气表自动化流水线生产的需求。
技术实现要素:
3.本发明提供了一种物联网智能燃气表立轴密封圈及其出料装置,能够防止在自动化装配密封圈时密封圈产生扭曲或破损,以确保物联网智能燃气表立柱与膜盒的密封性,满足物联网智能燃气表自动化生产的需求。
4.本发明通过下述技术方案实现:
5.一种物联网智能燃气表立轴密封圈,包括密封圈本体,所述密封圈本体的截面为上大下小的“v”字型。
6.本发明的密封圈本体截面为上大下小的“v”字型,相应的其中部用于供立柱穿过的孔为上小下大的通孔,装配时将密封圈本体小的一端朝下,通过上料装置将密封圈本体套设在物联网智能燃气表立柱的上端,再通过压装装置,将密封圈本体压至工作位置,以密封立轴与膜盒之间的间隙。而在压装的过程中,由于密封圈本体的下端较小,能够起到导向作用,也能够防止密封圈本体在刚开始下压时产生扭曲。同时,密封圈本体的通孔上小下大,因此,在压装密封圈本体时,其下端具有变形空间,能够防止在自动化装配密封圈时密封圈本体产生破损和扭曲。因而本发明能够确保物联网智能燃气表立柱与膜盒的密封性,满足物联网智能燃气表自动化生产的需求。
7.进一步的,所述密封圈本体上端面设有环形槽,从而在压装密封圈本体时,为密封圈本体的内侧壁和外侧壁提供了变形空件,能够进一步防止在自动化装配密封圈时密封圈本体产生扭曲和破损。
8.优选的,所述环形槽为v型槽,使得密封圈本体在受压时行以进一步防止密封圈本体在装配过程中产生破损。
9.优选的,所述密封圈本体的内侧壁包括由上往下分布的直壁段和斜壁段,以通过直壁段与立轴的贴合,在确保密封圈本体在装配过程中不产生扭曲和破损的同时具有良好的密封性能。
10.本发明还提供了一种物联网智能燃气表立轴密封圈出料装置,以用于将上述的密
封圈本体送入密封圈装配工位,包括振动盘;所述振动盘包括用于排列密封圈本体的螺旋轨道,所述螺旋轨道的截面包括水平段和倾斜段;所述水平段和倾斜段之间的空间用于容纳密封圈本体,以使密封圈本体的侧壁贴合在水平段和使密封圈本体的下端贴合在水平段,继而确保振动盘能够将密封圈本体送出。
11.进一步的,所述倾斜段设有第一气管,以通过第一气管输出的气流对螺旋轨道上的密封圈本体进行筛选,进而将未按照设定姿态排列的密封圈本体吹落,确保密封圈本体按照设定的姿态送出。
12.进一步的,还包括直振送料器,所述直振送料器包括送料槽;所述螺旋轨道末端设有直料道,所述送料槽一端与直料道的出料端连通,以通过送料槽将密封圈本体送至密封圈本体取料工位。
13.优选的,所述振动盘还设有第二气管,所述第二气管沿直料道的长度方向设置,进而通过第二气管输出的气体辅助密封圈本体移动,确保密封圈本体能够送至取料工位。
14.优选的,所述送料槽平行设置有两个,两个所述送料槽的一端通过过渡槽与直料道的出料端连通,以将密封圈本体送入两个平行的送料槽内,满足一次装夹两个密封圈本体的需求,从而提高燃气表的生产效率。
15.进一步的,所述过渡槽的两侧壁均设有第三气管,以通过第三气管输出气流控制密封圈本体的移动方向。因此,通过两个第三气管的交替出气,使得密封圈本体交替进入两个送料槽内,确保两个送料槽内均装有密封圈本体。
16.本发明的有益效果:
17.1、在压装的过程中,由于密封圈本体的下端较小,能够起到导向作用,也能够防止密封圈本体在刚开始下压时产生扭曲;
18.2、密封圈本体的通孔上小下大,因此,在压装密封圈本体时,其下端具有变形空间,能够防止在自动化装配密封圈时密封圈本体产生破损和扭曲;
19.3、所述密封圈本体上端面设有环形槽,从而在压装密封圈本体时,为密封圈本体的内侧壁和外侧壁提供了变形空件,能够进一步防止在自动化装配密封圈时密封圈本体产生扭曲和破损;
20.4、振动盘螺旋轨道的截面包括水平段和倾斜段;所述水平段和倾斜段之间的空间用于容纳密封圈本体,以使密封圈本体的侧壁贴合在水平段和使密封圈本体的下端贴合在水平段,继而确保振动盘能够将密封圈本体送出;
21.5、螺旋轨道的倾斜段设有第一气管,以通过第一气管输出的气流对螺旋轨道上的密封圈本体进行筛选,进而将未按照设定姿态排列的密封圈本体吹落,确保密封圈本体按照设定的姿态送出;
22.6、直振送料器的送料槽平行设置有两个,两个所述送料槽的一端通过过渡槽与直料道的出料端连通,以将密封圈本体送入两个平行的送料槽内,满足一次装夹两个密封圈本体的需求,从而提高燃气表的生产效率。
附图说明
23.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
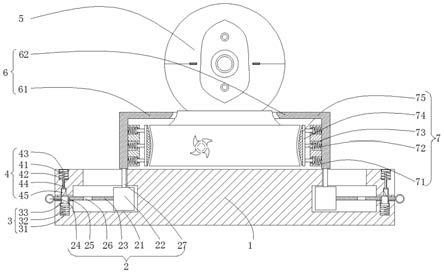
24.图1为本发明的密封圈俯视示意图;
25.图2为图1的a-a面剖视图;
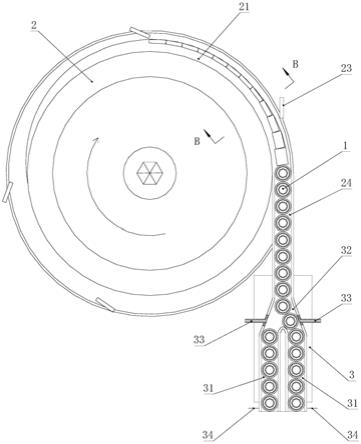
26.图3为本发明的密封圈出料装置俯视示意图;
27.图4为图3的b-b面剖视图;
28.图5为密封圈以设定的姿态排列在振动盘螺旋轨道内的示意图;
29.图6为密封圈以不正确的姿态在排列振动盘螺旋轨道内的示意图。
30.附图中标记及对应的零部件名称:
31.1-密封圈本体,11-环形槽,12-直壁段,13-斜壁段,2-振动盘,21-螺旋轨道,211-水平段,212-倾斜段,22-第一气管,23-第二气管,24-直料道,3-直振送料器,31-送料槽,32-过渡槽,33-第三气管,34-检测光纤。
具体实施方式
32.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
33.实施例1
34.一种物联网智能燃气表立轴密封圈,包括密封圈本体1,所述密封圈本体1的截面为上大下小的“v”字型。
35.本实施例的密封圈本体1截面为上大下小的“v”字型,相应的其中部用于供立柱穿过的孔为上小下大的通孔,装配时将密封圈本体1小的一端朝下,通过上料装置将密封圈本体1套设在物联网智能燃气表立柱的上端,再通过压装装置,将密封圈本体1压至工作位置,以密封立轴与膜盒之间的间隙。
36.而在压装的过程中,由于密封圈本体1的下端较小,能够起到导向作用,也能够防止密封圈本体1在刚开始下压时产生扭曲。同时,密封圈本体1的通孔上小下大,因此,在压装密封圈本体1时,其下端具有变形空间,能够防止在自动化装配密封圈时密封圈本体1产生破损和扭曲。
37.因而本实施例能够确保物联网智能燃气表立柱与膜盒的密封性,满足物联网智能燃气表自动化生产的需求。
38.进一步的,所述密封圈本体1上端面设有环形槽11,从而在压装密封圈本体1时,为密封圈本体1的内侧壁和外侧壁提供了变形空件,能够进一步防止在自动化装配密封圈时密封圈本体1产生扭曲和破损。
39.优选的,所述环形槽11为v型槽,使得密封圈本体1在受压时行以进一步防止密封圈本体1在装配过程中产生破损。
40.优选的,所述密封圈本体1的内侧壁包括由上往下分布的直壁段12和斜壁段13,以通过直壁段12与立轴的贴合,在确保密封圈本体1在装配过程中不产生扭曲和破损的同时具有良好的密封性能。
41.实施例2
42.一种物联网智能燃气表立轴密封圈出料装置,以用于将实施例1所述的密封圈本体1送入密封圈装配工位,包括振动盘2;所述振动盘2包括用于排列密封圈本体1的螺旋轨
道21,所述螺旋轨道21的截面包括水平段211和倾斜段212;所述水平段211和倾斜段212之间的空间用于容纳密封圈本体1,以使密封圈本体1的侧壁贴合在水平段211和使密封圈本体1的下端(小端)贴合在水平段211,继而确保振动盘2能够将密封圈本体1送出。
43.进一步的,所述倾斜段212设有第一气管22,以通过第一气管22输出的气流对螺旋轨道21上的密封圈本体1进行筛选,进而将未按照设定姿态排列的密封圈本体1吹落,确保密封圈本体1按照设定的姿态送出。
44.需要说明的是,所述第一气管22出气端下侧到水平段211的长度,大于密封圈本体1小端的直径而小于密封圈本体1大端的直径。结合图5、图6具体来说,第一气管22沿着当密封圈本体1按照设定姿态排列在螺旋轨道21上时(密封圈本体1的侧壁贴合在水平段211、密封圈本体1的下端贴合在水平段211)的上侧壁平行,且此时的第一出气管22的出气端下侧位于密封圈本体1上侧上方。因此,当密封圈本体1按照设定的姿态排列在螺旋轨道21上,经第一气管22输出的压缩气体不能将密封圈本体1从螺旋轨道21上吹落。相应的,当密封圈本体1未按照设定姿态排列在螺旋轨道21上时(密封圈本体1的大端贴合在水平段211),密封圈本体1的上端则位于第一气管22输出气体的流通路径上,因而当密封圈本体1未按照设定的姿态排列在螺旋轨道21上,经第一气管22输出的压缩气体能够将密封圈本体1从螺旋轨道21上吹落。
45.进一步的,还包括直振送料器3,所述直振送料器3包括送料槽31;所述螺旋轨道21末端设有直料道24,所述送料槽31一端与直料道24的出料端连通,以通过送料槽31将密封圈本体1送至密封圈本体1取料工位。
46.优选的,所述振动盘2还设有第二气管23,所述第二气管23沿直料道24的长度方向设置。能够理解的是,此时直料道24上的密封圈本体1不仅在振动盘2的振动下移动,也在第二气管23输出的气体的吹动下移动,进而通过第二气管23输出的气体辅助密封圈本体1移动,确保密封圈本体1能够送至取料工位。
47.优选的,所述送料槽31平行设置有两个,两个所述送料槽31的一端通过过渡槽32与直料道24的出料端连通,以将密封圈本体1送入两个平行的送料槽31内,满足一次装夹两个密封圈本体1的需求,从而提高燃气表的生产效率。应当理解的是,燃气表的立轴间隔设置有两个,因此通过设置两个送料槽31能够按照一定的间隔将两个密封圈本体1送出,能够实现密封圈抓取装置能够同时抓取两个密封圈本体1,继而提高燃气表的生产效率。
48.进一步的,所述过渡槽32的两侧壁均设有第三气管33,以通过第三气管33输出气流控制密封圈本体1的移动方向。因此,通过两个第三气管33的交替出气,使得密封圈本体1交替进入两个送料槽31内,确保两个送料槽31内均装有密封圈本体1。
49.通常在两个送料槽31的中部或者末端设置一对检测光纤34,以检测密封本体1是否正常出料。
50.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。