1.本技术涉及电池技术领域,具体而言,涉及一种电池及用电装置。
背景技术:
2.电池在新能源领域应用甚广,例如电动汽车、新能源汽车等,这已经成为汽车产业的发展新趋势。
3.在应用中,用电设备的性能受电池的能量密度和使用寿命影响较大,如何提高电池的能量密度和使用寿命是本领域技术人员不断探索的问题。
技术实现要素:
4.本技术旨在提供一种电池及用电装置,以解决现有技术中电池能量密度和使用寿命短的问题。
5.本技术的实施例是这样实现的:
6.第一方面,本技术实施例提供一种电池,其包括:
7.壳体,所述壳体为蜂窝结构且具有多个腔室,所述腔室的形状为棱柱;
8.多个电极组件,所述多个电极组件设置在所述多个腔室内,每个所述腔室内设置有至少一个所述电极组件。
9.本技术的技术方案中,多个电极组件直接装入具有多个容置腔的壳体形成一体式的电池,相较于现有技术中每个电极组件分别装壳形成独立的电池单体而言,本技术中每个电极组件的外部无需分别设置外壳,相当于多个电池单体共用侧壁,实现减少壳体用料,及减少相邻壳体之间的堆积间隙,从而壳体的质量减小、壳体所占用的体积减小,腔室的空间增加,腔室内容纳的电极组件及电解液增加,进而电极组件及电解液在电池中的质量占比、空间占比增大,起到提高能量密度的效果。并且,现有电池的某一位置受压时,该位置对应的电池单体的外壳独立承受压力,容易导致该位置处的电池单体被压坏,本技术的蜂窝结构的壳体为一整体,当电池的某一位置受压时,整个壳体共同受力,起到分散压力的作用,缓解外力挤压电池致损坏电池的问题,从而提高电池的使用寿命。
10.在本技术的一种实施例中,每个所述腔室内填充有电解液,所述多个腔室内的电解液相互不流通。
11.在上述技术方案中,壳体内的每个腔室相对独立,互不连通,使得每个腔室内的电极组件能够独立充放电,避免某一腔室内的反应失控影响其他腔室。
12.在本技术的一种实施例中,所述腔室的形状呈三棱柱、四棱柱或六棱柱。
13.在上述技术方案中,每个腔室为三棱柱、四棱柱或六棱柱时,多个腔室可以正好紧密拼接,不会在某个部分出现其他形状的、体积小于一个腔室体积的空档,从而能够最大程度减少壳体质量,提高能量密度,并且由于每个腔室形状一致,没有其他形状的空档,还起到便于统一加工的效果。
14.在本技术的一种实施例中,所述壳体包括分隔壁和包围所述分隔壁的外周壁,所
述分隔壁将所述外周壁围成的空间分隔为所述多个腔室,所述分隔壁与所述外周壁一体成型。
15.在上述技术方案中,外周壁和分隔壁形成蜂窝状的结构,外周壁和分隔壁一体成型,结构稳定、强度高。
16.在本技术的一种实施例中,所述分隔壁的厚度与所述外周壁的厚度相等。
17.壁厚不同时,厚度不同的部位承受应力的能力不同,厚度不同还会导致导热能力不同,较薄的部位承受应力的能力较差,较厚的部位容易热量集中,这些都容易导致壳体不均匀变形,不均匀变形的壳体对电池内部的组件产生不均匀的压力,电池内部的组件容易变形或损坏,产生安全隐患,上述技术方案中,通过使分隔壁的厚度、外周壁的厚度均相等,能够有效缓解电池的安全性问题。
18.在本技术的一种实施例中,所述电池还包括:
19.端盖组件,所述端盖组件连接于所述壳体,所述端盖组件用于封闭所述多个腔室位于同一端的开口。
20.在上述技术方案中,多个电极组件从位于壳体的同一端的各个开口分别放入各个腔室,多个腔室的开口再由同一个端盖组件同时密封,起到便于装配的效果。
21.在本技术的一种实施例中,所述端盖组件包括盖板,所述盖板面向所述壳体的一面设置有多个凸起,所述多个凸起一一对应地插入所述多个腔室,每个凸起的外周面与所插入的腔室的内壁贴合。
22.在上述技术方案中,通过多个凸起来使盖板和壳体稳定配合、准确定位,并对每个腔室起到较好的密封效果。
23.在本技术的一种实施例中,所述凸起为多边形环状凸起。
24.在上述技术方案中,凸起的中部挖空形成多边形环状,起到减少盖板的用料,增加腔室的容纳体积的效果,有效提高能量密度。
25.在本技术的一种实施例中,所述壳体包括分隔壁和包围所述分隔壁的外周壁,所述分隔壁将所述外周壁围成的空间分隔为所述多个腔室;所述端盖组件包括盖板,所述盖板远离所述壳体的一面设置有焊接引导槽,所述焊接引导槽与所述分隔壁沿所述盖板的厚度方向在所述盖板上的投影重叠,所述焊接引导槽的底壁与所述分隔壁焊接。
26.在上述技术方案中,盖板上形成焊接引导槽,对应焊接引导槽和分隔壁就能够将盖板准确覆盖在壳体上,起到方便装配的作用。焊接引导槽还起到指引焊接路径的作用,方便焊接加工,而且盖板的厚度在焊接引导槽的位置相比其他位置较薄,更为盖板在焊接引导槽的位置容易受热而热熔,使得焊接引导槽处的盖板材料与对应的分隔壁连接在一起而形成焊缝,故还能够进一步方便焊接加工,有效减小焊接难度。
27.在本技术的一种实施例中,所述端盖组件包括盖板和多个电极端子,所述多个电极端子绝缘安装于所述盖板,所述多个电极端子对应连接于所述多个电极组件。
28.在上述技术方案中,每个腔室形成独立的供电单元,每个供电单元分别通过其所对应的电极端子独立输出电能,各供电单元互不影响。
29.第二方面,本技术实施例提供一种用电装置,其包括前述的电池。
30.本技术技术方案中的用电装置具有能量密度高和使用寿命长的电池,具备较好的使用性能。
附图说明
31.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
32.图1为本技术实施例提供的车辆的示意图;
33.图2为本技术实施例提供的电池的主视示意图;
34.图3为本技术实施例提供的电池的分解状态主视示意图;
35.图4为本技术一些实施例提供的壳体的俯视示意图;
36.图5为本技术另一些实施例提供的壳体的俯视示意图;
37.图6为本技术又一些实施例提供的壳体的俯视示意图;
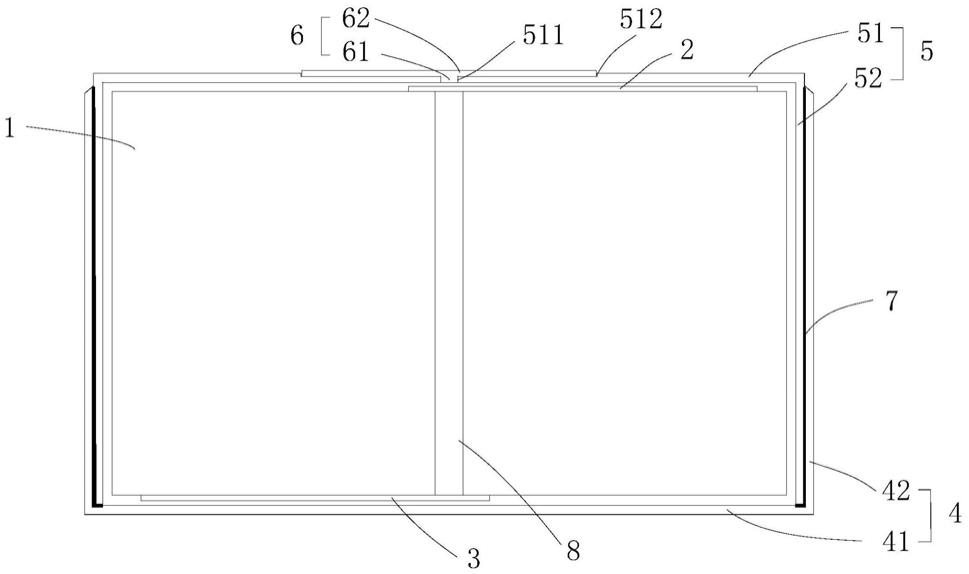
38.图7为本技术一些实施例提供的电池的俯视示意图;
39.图8为本技术一些实施例的盖板组件的俯视示意图;
40.图9为图8的a部分放大图;
41.图10为本技术一些实施例的盖板组件的仰视示意图;
42.图11为图10的b1部分放大图;
43.图12为本技术另一些实施例的盖板组件的仰视示意图;
44.图13为图12的b2部分放大图;
45.图14为本技术实施例的一种电极端子;
46.图15为本技术实施例的另一种电极端子。
47.图标:1000-车辆;100-控制器;200-马达;300-电池;1-壳体;11-开口;12-外周壁;13-分隔壁;14-腔室;2-端盖组件;21-盖板;211-焊接引导槽;212-凸起;213-嵌槽;214-通孔;22-电极端子;221-平板;222-凹槽;23-第一绝缘件;24-第二绝缘件;25-挡盖;3-电极组件;31-极耳。
具体实施方式
48.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
49.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序或主次关系。
50.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地
和隐式地理解的是,本技术所描述的实施例可以与其它实施例相结合。
51.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
52.本技术中出现的“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
53.本技术中,电池可以包括锂离子二次电池、锂离子一次电池、锂硫电池、钠锂离子电池、钠离子电池或镁离子电池等,还可以是固态电池或半固态电池等,本技术实施例对此并不限定。
54.现有技术中,电池一般包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
55.电池单体包括电极组件和电解质。当电解质为固态电解质时,电极组件由正极极片和负极极片组成;当电解质为液态电解质(即电解液)时,电极组件由正极极片、负极极片和隔离膜组成。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的集流体凸出于已涂覆正极活性物质层的集流体,未涂敷正极活性物质层的集流体作为正极极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂敷负极活性物质层的集流体凸出于已涂覆负极活性物质层的集流体,未涂敷负极活性物质层的集流体作为负极极耳。负极集流体的材料可以为铜,负极活性物质可以为碳或硅等。为了保证通过大电流而不发生熔断,正极极耳的数量为多个且层叠在一起,负极极耳的数量为多个且层叠在一起。隔膜的材质可以为pp或pe等。此外,电极组件可以是卷绕式结构,也可以是叠片式结构,本技术实施例并不限于此。
56.在实际使用中,电池的能量密度和使用寿命是非常重要的指标。电池的使用寿命与电池的多种设计因素相关,例如,能量密度、循环寿命、放电容量、充放电倍率等性能参数等。
57.现有电池通常由多个电池单体组成,通过将多个电池单体紧密打包成组,从而提升能量密度,发明人研究发现,由多个电池单体构成的电池,其每个电池单体的壳体还是占有一定的空间,而且相邻的电池单体之间具有堆积间隙,由于电池单体的壳体及相邻壳体之间的堆积间隙的存在,导致电极组件及电解液相对于电池的空间占比较低,从而能量密度较低,但基于现有技术,现有电池已难以通过进一步减小电池单体的壳体及堆积间隙来提升能量密度。
58.而且,现有电池受压时,各个电池单体单独承受压力,受压部位的电池单体的外壳容易压坏,影响电池的使用寿命。现有技术中有将圆柱状的多个电池单体的外壳连接为一体的设计,以实现提高电池的抗压能力的目的,但这实质上相当于增加壳体的用料,利用增加的用料填充相邻的电池单体之间的堆积间隙,从而使相邻的电池单体的外壳连接为一
体,这使得电池的总质量增加,电极组件及电解液相对于电池的质量占比减少,导致电池的能量密度进一步减小。
59.鉴于此,为提升电池的能量密度和使用寿命,本技术实施例提供一种技术方案,电池包括壳体和多个电极组件,壳体被构造为蜂窝结构,从而壳体具有棱柱状的多个腔室,多个电极组件分别设置在多个腔室内,使得每个腔室内至少有一个电极组件。
60.也就是说,直接在壳体的每个腔室内分别设置电极组件和电解质,从而在壳体中形成多个能够独立供电的供电单元。棱柱状的多个腔室能够紧密堆积,相邻的腔室间没有堆积间隙,电池的总体积减小,电极组件及电解液相对于电池的空间占比增加;并且相邻的腔室共用侧壁,进一步减少壳体的质量和体积,电池的总体积和总质量进一步减小,从而使得电极组件及电解液相对于电池的空间占比和质量占比均进一步增加。从而通过减少壳体占用的空间和壳体的用料,实现提高电池的能量密度的作用。换句话说,电池的体积与现有技术相同的情况下,本实施例中的电池,其壳体的用料减少、壳体之间没有堆积间隙,壳体的质量减小、壳体所占用的体积减小,腔室的空间增加,腔室内容纳的电极组件及电解液能够增加,从而电极组件及电解液在电池中的质量占比、空间占比增大,电池的能量密度增大。
61.而且,由于壳体设置为具有棱柱状腔室的蜂窝结构,当电池受到沿电极组件的高度方向的外力时,壳体的各壁能够共同承担外力,以免电池的局部应力过大而导致损坏,电池更抗压,电池内部的组件不容易受压产生安全性问题,电池的使用寿命更长。
62.本技术实施例描述的技术方案均适用于各种使用电池的用电设备,例如,手机、便携式设备、笔记本电脑、电瓶车、电动玩具、电动工具、电动车辆、船舶和航天器等,例如,航天器包括飞机、火箭、航天飞机和宇宙飞船等。
63.应理解,本技术实施例描述的技术方案不仅仅局限适用于上述所描述的用电设备,还可以适用于所有使用电池的用电设备,但为描述简洁,下述实施例均以电动车辆为例进行说明。
64.例如,如图1所示,本技术一种实施例的一种车辆1000,车辆1000可以为燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等。车辆1000的内部可以设置控制器100、马达200以及电池300,控制器100用来控制电池300为马达200的供电。例如,在车辆1000的底部或车头或车尾可以设置电池300。电池300可以用于车辆1000的供电,例如,电池300可以作为车辆1000的操作电源,用于车辆1000的电路系统,例如,用于车辆1000的启动、导航和运行时的工作用电需求。在本技术的另一实施例中,电池300不仅仅可以作为车辆1000的操作电源,还可以作为车辆1000的驱动电源,替代或部分地替代燃油或天然气为车辆1000提供驱动动力。
65.图2示出了电池300在主视视角下的外部结构示意图,图3示出了电池300在主视视角下的分解状态示意图,图4示出了俯视视角下壳体1的结构示意图。请结合图2、图3和图4,电池300包括壳体1、端盖组件2和多个电极组件3。
66.壳体1为蜂窝结构,壳体1具有多个腔室14,每个腔室14的形状均为棱柱,多个腔室14分别用于容纳电极组件3。
67.需要说明的是,电极组件3的形状可以是方柱形、圆柱形等,本实施例中电极组件3为圆柱形。电极组件3在充放电过程中会发生膨胀,圆柱形的电极组件3膨胀后,其外周面不
会全部抵紧棱柱状的腔室14的内壁,电极组件3和腔室14之间还有剩余空间,该剩余空间起到释放电极组件3的膨胀应力的作用,能够缓解电极组件3内应力过大而损坏的问题,以免电池300性能衰减,从而进一步实现提升电池300供电性能和使用寿命的目的。
68.每个腔室14至少有一端开口11,以容许电极组件3装入。每个腔室14可以均设一个开口11,也可以均设置两个开口11。每个腔室14均设一个开口11时,多个腔室14的开口11可以是在壳体1的同一端,即所有腔室14的开口11都位于壳体1的同一端。每个腔室14均设一个开口11时,多个腔室14的开口11也可以是在壳体1的不同端,即一部分腔室14的开口11位于壳体1的一端,而另一部分腔室14的开口11位于壳体1的另一端。每个腔室14均设置两个开口11时,壳体1的两端对应每个腔室14的位置分别形成开口11。
69.端盖组件2的数量根据多个腔室14的开口11的设置情况来设置。端盖组件2包括盖板21,盖板21用于封闭多个腔室14的开口11。在一些实施例中,壳体1仅有一端具有连通腔室14的开口11,端盖组件2的数量为一个,该端盖组件2对应壳体1的一端,其盖板21封闭所有腔室14的开口11。在另一些实施例中,壳体1的两端都具有腔室14的开口11,如图3所示,端盖组件2设置两个,两个端盖组件2分别对应壳体1的两端,一个端盖组件2的盖板21封闭多个腔室14位于壳体1的一端的开口11,另一个端盖组件2的盖板21封闭多个腔室14位于壳体1的另一端的开口11。
70.具体地,壳体1包括分隔壁13和外周壁12,请再参照图4,图4中虚线部分示意分隔壁13、实线部分示意外周壁12,需要说明的是,本技术附图中的虚线和实线仅是为了便于观察而做出的区分,壳体1在俯视或仰视视角时,其分隔壁13和外周壁12都为可视状态。外周壁12包围在分隔壁13的外部,分隔壁13将外周壁12围成的空间分隔为多个棱柱状的空间,形成蜂窝结构,每个棱柱状的空间即为一个腔室14。
71.图4中腔室14的形状被构造为六棱柱,在其他实施例中,腔室14的形状也可以是四棱柱、三棱柱。如图5所示,腔室14的形状为四棱柱,每个腔室14沿电极组件3的高度方向的投影为平行四边形。如图6所示,腔室14的形状为三棱柱,每个腔室14沿电极组件3的高度方向的投影为三角形。通过将每个腔室14均设置为三棱柱、四棱柱或六棱柱,每个腔室14的形状一致,且相邻腔室14之间没有其他形状的空档,换句话说,分隔壁13各个部位的厚度一致,使得壳体1便于加工,且腔室14的体积占比大,能量密度高。
72.当分隔壁13的厚度不同时,厚度不同的部位承受应力的能力不同、导热能力不同,一般而言,较薄的部位承受应力的能力差,较厚的部位容易热量集中,从而容易产生不均匀变形,进而可能导致电池300破损或热失控,构成安全隐患,本实施例中,由于分隔壁13各个部位的厚度相同,分隔壁13各个部位承受应力的能力相同,导热能力也相同,有效提升电池300的安全性能,进而提升使用寿命。
73.在一些实施例中,外周壁12的厚度与分隔壁13的厚度相等,从而进一步缓解不均匀变形和不均匀散热的问题,提升电池300的安全性能和使用寿命。
74.在一些实施例中,分隔壁13和外周壁12分别成型后组装并连接为一体,并密封分隔壁13、外周壁12的组装间隙,以使得各个腔室14之间不能从组装间隙连通。
75.在一些实施例中,分隔壁13和外周壁12一体成型,如通过模具注塑成型,并使各个腔室14的侧壁之间无间隙,达到不连通的目的。
76.为保证各个腔室14不能通过开口11的位置连通,端盖组件2的盖板21连接在壳体1
的端部时,密封该端每个开口11,图7示出了电池300俯视视角下的示意图,其中可见端盖组件2的外表面(即盖板21远离壳体1的一面,或者说盖板21远离电极组件3的一面)。
77.例如,在壳体1的端部涂覆粘接剂,或在盖板21的内表面(即盖板21靠近壳体1的一面,或者说盖板21靠近电极组件3的一面)涂覆粘接剂,然后将盖板21与壳体1对准并装配,以实现粘结固定的目的。
78.又如,将盖板21与壳体1对准并装配后,将盖板21对应分隔壁13、外周壁12的部位与分隔壁13、外周壁12热熔焊接。
79.为方便焊接,如图8和图9所示,盖板21的外表面形成有焊接引导槽211,当盖板21装配于壳体1时,焊接引导槽211至少与分隔壁13沿盖板21的厚度方向在盖板21上的投影重叠。在一些实施例中,焊接引导槽211不仅与分隔壁13沿盖板21的厚度方向在盖板21上的投影重叠,还与外周壁12沿盖板21的厚度方向在盖板21上的投影重叠。
80.换句话说,焊接引导槽211沿着分隔壁13、外周壁12沿盖板21的厚度方向在盖板21上的投影延伸,分隔壁13、外周壁12位于焊接引导槽211的底壁的背面。在焊接引导槽211的底壁处加热,能够将盖板21与分隔壁13或外周壁12热熔焊接。由于焊接引导槽211的底壁相对盖板21的其他位置厚度较薄,焊接引导槽211的底壁更容易受热而热熔,减小盖板21和分隔壁13、外周壁12焊接为一体的难度。
81.在焊接操作时,焊接引导槽211还起到指引焊接路径的作用,避免在看不见分隔壁13、外周壁12的情况下盲目焊接,进一步减小焊接加工的难度。
82.在一些实施例中,焊接引导槽211的宽度小于等于其所对应的分隔壁13、外周壁12的厚度,从而缩小盖板21上易热熔的区域,避免焊接引导槽211的底壁热熔落入腔室14内,进一步确保焊接引导槽211的底壁与分隔壁13、外周壁12焊接。
83.在外周壁12、分隔壁13和盖板21的共同作用下,多个腔室14被密封,每个腔室14相对独立,互不连通。即,当多个腔室14内填充电解液时,多个腔室14内的电解液互不流通。这使得某一腔室14内的反应失控时,其产生的热量、气体等不会流动至其他腔室14,如此,则:其一,能够切断反应的原料,缓解其他腔室14内的活性物质受影响发生连锁失控反应,失控反应的剧烈程度降至最低,即使其他腔室14受到该腔室14内失控反应产生的热量和冲击而发生连锁失控反应,连锁失控反应的时间也被延后,增加了使用者的反应时间,从而有效提高电池300的安全性能;其二,由于失控反应被阻隔在一个腔室14内,周围腔室14受影响小,电池300的损坏降至较低程度,失控反应停止后,发生失控反应的腔室14失去作用,其余腔室14仍能有序反应,故仍然能够提供一定的电能,从而提高了电池300的使用寿命。
84.为保证提高装配端盖组件2和壳体1的装配准确度,如图10和图11所示,图10和图11中阴影部分示意凸起212,盖板21的内表面设置有多个凸起212,多个凸起212与壳体1上的多个腔室14一一对应。
85.棱柱状的腔室14沿盖板21的厚度方向在盖板21上的投影与凸起212的形状相同,即棱柱状的多个腔室14沿盖板21的厚度方向在盖板21上的投影均为多边形投影,多个凸起212均被设置为多边形的凸起212,多边形投影与多边形凸起212重叠。
86.相邻的凸起212之间形成嵌槽213,嵌槽213的宽度与的厚度相同,嵌槽213用于容纳分隔壁13、外周壁12,故盖板21的内表面的嵌槽213与盖板21的外表面的焊接引导槽211的位置对应,因此在将盖板21装配于壳体1的过程中,焊接引导槽211起到指引装配的作用,
将盖板21外表面的焊接引导槽211与外周壁12、分隔壁13对应,可将盖板21准确地覆盖在壳体1上。
87.当盖板21装配于壳体1后,多个凸起212一一对应地插入多个腔室14,每个凸起212的外周面与所插入的腔室14的内壁贴合;分隔壁13和外周壁12则插入嵌槽213内,分隔壁13、外周壁12的表面与嵌槽213的内壁贴合。多个凸起212不仅使得盖板21与壳体1装配准确、稳定,还进一步封堵多个腔室14,提升密封效果。
88.在一些实施例中,如图12和图13所示,凸起212的中部被挖空,形成环状,即凸起212被构造为多边形环状凸起212。通过将凸起212构造为多边形环状凸起212,盖板21的用料减少,凸起212占用腔室14的内部空间减小,腔室14可容纳电极组件3、电解液的体积增加,有效提高电池300的能量密度。
89.在壳体1的每个腔室14内至少设有一个电极组件3,并在每个腔室14内填充电解液,以使得每个腔室14内分别形成一个独立的供电单元。为保证每个供电单元独立供电,电极组件3的两端分别具有极耳31,每个端盖组件2还包括多个电极端子22,多个电极端子22一一对应于多个腔室14,并连接其所对应腔室14内的电极组件3的一端极耳31。需要说明的是,电解液也可以替换为固态电解质,电解质的具体类型以电池300的种类为准,本技术中对此不限制。
90.如图12和图13所示,多个电极端子22绝缘安装于盖板21,且多个电极端子22的位置与多个腔室14的位置对应,当盖板21连接于壳体1的一端并封闭多个腔室14的开口11时,每个电极端子22能够连接其所对应的腔室14内的电极组件3的一端极耳31。从而壳体1内的多个供电单元能够通过电极端子22分别向外输出电能。
91.在一些实施例中,盖板21装配于壳体1后,多个电极端子22与多个极耳31一一对应地紧密贴合,以实现电连接。如图14所示,图14以壳体1中一个腔室14内的电极组件3与电极端子22的连接为例示意,盖板21上形成通孔214,以容许电极端子22穿过,电极端子22穿设于该通孔214以安装于盖板21。电极端子22的一端位于壳体1的腔室14内部、另一端位于壳体1的腔室14外部,电极端子22的一端接触电极组件3的极耳31,以将电能从另一端导出。
92.当盖板21采用导电的材料制成时,端盖组件2还包括第一绝缘件23和第二绝缘件24,第一绝缘件23和第二绝缘件24用于使电极端子22绝缘安装于盖板21。第一绝缘件23由盖板21的外表面(即盖板21远离壳体1的一面,或者说远离电极组件3的一面)沿电极端子22和盖板21之间的间隙向内延伸,以将电极端子22与盖板21上的通孔214的孔壁隔开。第二绝缘件24位于电极端子22的另一端和盖板21的内表面之间,以将电极组件3与盖板21的内表面(即盖板21靠近壳体1的一面,或者说靠近电极组件3的一面)隔开。
93.在一些实施例中,电极端子22靠近电极组件3的一端的直径扩大形成平板221,盖板21装配于壳体1后,该平板221压紧于极耳31表面,以保证电极端子22与电极组件3的极耳31有效接触,实现电连接。
94.在另一些实施例中,如图15所示,盖板21上形成有多个通孔214,多个电极端子22分别穿设于多个通孔214,盖板21装配于壳体1后,多个电极端子22与多个极耳31一一对应,通过穿透焊接、热熔焊接等手段将电极端子22与其相应的极耳31连接,以实现电连接。
95.当盖板21采用导电的材料制成时,端盖组件2还包括第一绝缘件23和第二绝缘件24,第一绝缘件23覆盖通孔214的部分内壁和盖板21临近通孔214的外表面,第二绝缘件24
覆盖盖板21的内表面和通孔214的剩余部分的内壁。从而第一绝缘件23和第二绝缘件24相接覆盖通孔214的全部内壁,并将电极组件3与盖板21的内表面隔开,将电极端子22与盖板21上的通孔214的孔壁隔开,从而使得电极端子22绝缘安装于盖板21。
96.在一些实施例中,电极端子22形成具有凹槽222的结构,凹槽222的位置与极耳31的位置对应,通过在电极端子22上形成凹槽222,能够减小电极端子22用于与极耳31焊接的部位的厚度,以方便电极端子22与极耳31焊接。如图15所示,盖板21装配于壳体1时,凹槽222的底壁贴紧电极组件3的极耳31,通过热熔、穿透焊等焊接技术将凹槽222的底壁与电极组件3的极耳31焊接,实现电连接。
97.在一些实施例中,如图15所示,电极端子22还包括挡盖25。电极端子22与极耳31焊接完成后,将挡盖25连接于电极端子22远离电极组件3的一端,即挡盖25位于凹槽222的开口位置,以遮挡凹槽222,保护电极端子22和极耳31的连接部位。该挡盖25可以是绝缘材料制成、也可以是导电材料制成。
98.可选地,电池300还可以包括其他结构。例如,该电池300还可以包括汇流部件(图中未示出),汇流部件用于实现多个电极端子22之间的电连接,例如并联或串联或混联。进一步地,汇流部件可通过焊接方式固定于电极端子22。多个供电单元的电能可进一步通过导电机构引出。可选地,导电机构也可属于汇流部件。
99.对于电池300来说,安全危险还来自于充电和放电过程,同时还有适宜的环境温度设计,为了有效地避免不必要的损失,本技术实施例提供的电池300还包括开关元件(图中未示出)。开关元件是指电池300内的温度或者电阻达到一定阈值时而能够使电池300停止充电或者放电的元件。
100.开关元件的数量为多个,多个开关元件一一对应地安装于壳体1的多个腔室14内。某一腔室14内的温度或者电阻达到一定阈值时,其相应的开关元件使该腔室14内形成的供电单元停止充电或者放电。
101.本技术实施例提供的电池300还包括多个泄压机构(图中未示出)。泄压机构指电池300的内部压力或温度达到预定阈值时致动以泄放内部压力或温度的元件或部件。该阈值设计根据设计需求不同而不同。所述阈值可能取决于供电单元中的正极极片、负极极片、电解液和隔离膜中一种或几种的材料。
102.泄压机构的数量为多个,多个泄压机构均安装于盖板21,当盖板21装配于壳体1时,多个泄压机构与壳体1的多个腔室14一一对应。某一腔室14的内部压力或温度达到预定阈值时,其相应的泄压机构致动,以泄放该腔室14的内部压力或温度。
103.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。