1.本实用新型涉及焊接技术,具体涉及一种焊接附着物清理装置。
背景技术:
2.在桥梁及建筑等钢结构焊接领域,经常会遇到狭小封闭空间结构的焊接,尤其在钢箱梁u肋与桥面板的这种较长角焊缝的焊接,为了提高u肋焊缝的性能,需要实现u肋全熔透无缺陷的焊接,其中一种方式是在u肋内部和外部进行双面焊接,现有技术中出现了采用连接臂连接内焊装置在u 肋内部进行焊接的方法以及采用焊接小车进入u肋内部腔体进行焊接的方法。随着u肋co2气体保护内焊及埋弧内焊技术的运用,u肋内部焊接完成后药皮或焊剂、焊渣的清理工作成为了所有生产企业最大的困扰。
技术实现要素:
3.针对现有技术的以上缺陷或改进需求,本实用新型提供一种焊接附着物清理装置,可以解决人工清理效率低下及清理不干净的问题,减轻工人的劳动强度,缩短钢结构构件的制造周期,节约成本。
4.本实用新型所采用的技术方案为:
5.本实用新型提供一种焊接附着物清理装置,所述焊接附着物清理装置包括:
6.焊接附着物清理机构,所述焊接附着物清理机构用于进入细长焊接物腔体内清理焊接附着物;
7.驱动平台,所述驱动平台用于设置在细长焊接物腔体外驱动所述焊接附着物清理机构移动。
8.在一个实施例中,所述焊接附着物清理装置还包括:
9.驱动机构,所述驱动机构设置在所述驱动平台上;
10.牵引装置,所述牵引装置用于连接所述驱动机构和所述焊接附着物清理机构。
11.在一个实施例中,所述驱动平台具有升降架,所述驱动机构设置在所述升降架上。
12.在一个实施例中,所述牵引装置包括牵引绳。
13.在一个实施例中,所述牵引绳为钢丝绳。
14.在一个实施例中,所述牵引装置还包括卷筒,所述卷筒设置在所述升降架上,所述卷筒与所述驱动机构可拆卸连接,所述牵引绳可卷绕在所述卷筒上。
15.在一个实施例中,所述驱动机构包括电机,所述电机与所述卷筒可拆卸连接。
16.在一个实施例中,所述驱动平台具有移动轮和锁止机构,所述驱动平台可通过所述移动轮移动,所述锁止机构用于清理焊接附着物时将所述驱动平台固定。
17.在一个实施例中,所述焊接附着物清理机构包括刮板,所述刮板形状与所述细长焊接物腔体截面形状匹配。
18.在一个实施例中,所述焊接附着物清理装置还包括:
19.回收盒,所述回收盒可拆卸设置在所述升降架下方,所述回收盒用于回收所述焊
接附着物。
20.本实用新型另一方面还提供一种焊接系统,所述焊接系统包括如上所述的焊接附着物清理装置。
21.在一个实施例中,所述焊接系统还包括内焊装置,所述内焊装置用于进入细长焊接物腔体内进行焊接并将所述牵引装置带入所述细长焊接物腔体内。
22.本技术一方面采用可调节橡胶刮板,能适用于各种规格的u肋。
23.本技术一方面采用多层次清渣刮板能够多次刮铲u肋内部焊剂、焊渣等焊接附着物,能够保证清理的洁净度。
24.本技术一方面安装全方位的顶紧轮,可以防止刮板装置翘起导致焊剂、焊渣清理不干净;同时也能防止刮板装置在u肋内部偏转导致的卡死现象。
25.本技术一方面在内部焊接时预置牵引钢丝绳,省去人工穿钢丝绳的步骤。
26.本技术一方面采用可拆卸式钢丝绳卷筒,加快了钢丝绳的流转速度,同时也解决了超长板单元的钢丝绳需接长的问题。
27.本技术一方面牵引电机与焊剂回收盒安装在可升降平台上,可完成码放多层的板单元u肋内部的焊剂清理作业。
28.本技术一方面焊剂回收盒与单元件钢板平齐,焊剂直接落入回收盒内,无需二次清理;分体式焊剂回收盒装满后,可以直接跟换空盒继续作业,无需停机处理。
29.本技术一方面移动式升降平台不需要单独的焊剂回收场地,可随单元件存放区域调整进行快速移动。
30.通过本技术,实现u肋内部焊剂清理的机械化,提高单元件制作效率,节约单元件制作的成本,也让桥梁钢结构的厂内制造变得更为流畅。
附图说明
31.图1为焊接附着物清理装置一个实施例的整体结构示意图。
32.图2为焊接附着物清理装置一个实施例的部分结构的示意图。
33.图3为焊接附着物清理装置一个实施例的部分结构的另一视图。
34.图4为焊接附着物清理机构一个实施例的结构示意图。
35.图5为焊接附着物清理机构一个实施例的结构的另一视图。
36.图6为焊接附着物清理机构一个实施例的结构的另一视图。
37.图7为焊接附着物清理机构进入焊接物的示意图。
38.图8为对焊接后摆放的u肋板单元进行清理的示意图。
39.移动平台100、移动轮101、锁止机构102、升降架103、焊接附着物清理机构位1031、挂钩104、底座105、支架106、驱动机构200、电机201、牵引装置300、牵引绳301、卷筒302、焊接附着物清理机构400、主体结构401、装夹结构402、夹板4022、刮板403、行走轮404、顶紧轮405、挂环406、螺栓407、回收盒500、挂耳501、u肋板单元1000、u肋1001、钢板1002。
具体实施方式
40.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释
本实用新型,并不用于限定本实用新型。此外,下面所描述的本实用新型各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
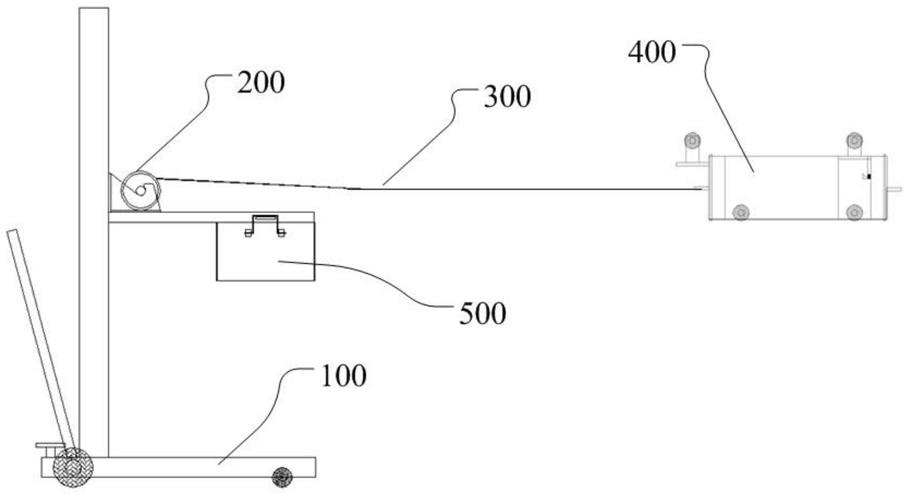
41.如图1,其为本技术的焊接附着物清理装置一个实施例的示意图,该焊接附着物清理装置包括:移动平台100、驱动机构200、牵引装置300和焊接附着物清理机构400。牵引装置300用于连接驱动机构200和焊接附着物清理机构400。驱动机构200用于设置在细长焊接物腔体外驱动焊接附着物清理机构400移动。焊接附着物清理机构400用于进入细长焊接物腔体内清理焊接附着物。驱动机构200设置在移动平台100上。在本技术以焊接u 肋板单元为例进行说明。如图8所示,在本技术一个实施例中,细长焊接物为u肋板单元。焊接后的u肋板单元堆叠在一起,需要清理腔体内的焊接附着物。
42.参考图2,移动平台100具有移动轮101和锁止机构102,移动平台100 可通过移动轮101移动,锁止机构102用于清理焊接附着物时将移动平台 100固定。移动平台100具有升降架103,驱动机构200设置在升降架103 上。
43.在本技术一个实施例中,该移动平台100为驱动平台,驱动平台具有升降架103,驱动机构200设置在升降架103上。驱动平台用于设置在细长焊接物腔体外驱动焊接附着物清理机构400移动。
44.驱动平台具有多种实现方式,升降架103可以采用液压升降机构。具体的,驱动平台具有底座105、支架106。支架106竖直地设置在底座105 上,升降架103可升降地设置在支架106上。底座105设置有移动轮101 和锁止机构102。通过移动轮101,驱动平台可以任意移动,方便将焊接附着物清理装置移动到焊接物摆放处。在清理焊接附着物时,锁止机构102 可将移动平台100固定于地面,防止滑动或滚动。在本技术一个实施例中,锁止机构102为可伸缩固定支柱,在驱动平台移动时,固定支柱收回,离开地面;在到达焊接物摆放处时,清理焊接附着物时,固定支柱伸出,与地面接触,并形成支撑和固定,防止驱动平台移动。
45.在本技术一个实施例中,移动平台100可直接选用合适的小型液压叉车进行改造。利用叉车的移动功能和升降功能,可以方便的实现移动平台 100作为驱动平台的功能。
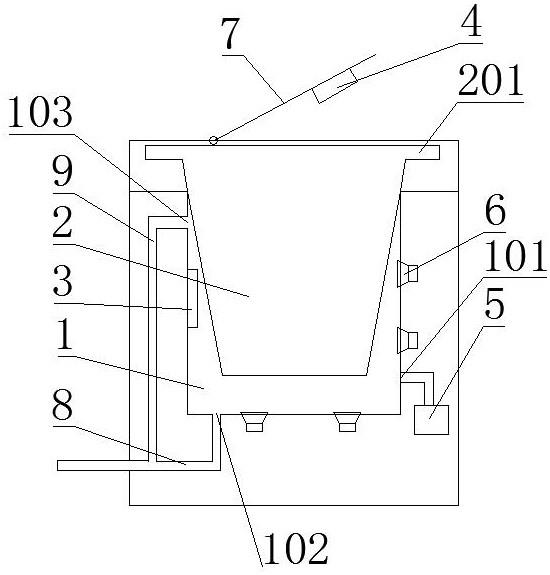
46.参考图2和图3,在本技术一个实施例中,牵引装置300包括牵引绳 301。优选的,牵引绳301为钢丝绳。焊接附着物清理机构400上具有挂环 406,牵引绳301可与挂环406可拆卸连接。牵引装置300还包括卷筒302,卷筒302设置在升降架103上,卷筒302与驱动机构200可拆卸连接。在进行回收焊接附着物时,牵引绳301可卷绕在卷筒302上。驱动机构200 包括电机201,电机201与所述卷筒302可拆卸连接。电机201固定在升降架103上。采用可拆卸式钢丝绳卷筒302,加快了钢丝绳的流转速度,同时也解决了超长板单元的钢丝绳需接长的问题。
47.在本技术一个实施例中,牵引装置300可选择合适的小型卷扬机进行改造。利用卷扬机的卷绕功能,可以方便的实现牵引装置300的功能。
48.参考图1和图3,在本技术一个实施例中,该焊接附着物清理装置还包括回收盒500。回收盒500设置在升降架103下方,回收盒500用于回收焊接附着物。在使用时,通过升降架103将回收盒500升高到与u肋板单元 1000的钢板1002平齐,焊剂等焊接附着物可直接落入回收盒500内,无需二次清理。回收盒500采用可拆卸式设计,回收盒500与升降架103之间具有可拆卸连接结构,在本技术一个实施例中,可拆卸连接结构采用挂耳 501式。回收盒500上具有挂耳501,升降架103上具有挂钩104。分体式可拆卸回收盒500装满后,可以直接
更换空的回收盒500继续作业,无需停机处理。
49.电机201与回收盒500安装在可升降平台上,可完成码放多层的板单元的u肋1001内部腔体的焊剂等焊接附着物的清理作业。在一个实施例中,可以至少完成码放5层的u肋板单元的内部腔体的焊剂等焊接附着物的清理作业。移动式可升降的驱动平台不需要单独的回收场地,可随焊接物摆放区域调整进行快速移动。
50.在本技术一个实施例中,升降架103上与回收盒500对应的位置具有焊接附着物清理机构位1031。焊接附着物清理机构位1031具有供焊接附着物清理机构400的行走轮404行走的轨道。在闲置时,焊接附着物清理机构400可放置在焊接附着物清理机构位1031上。在清理焊接附着物时,驱动机构200将焊接附着物清理机构400带出焊接物,可直接回位到焊接附着物清理机构位1031上,同时将焊剂等焊接附着物回收到回收盒500内。
51.参考图4-图8,在本技术一个实施例中,焊接附着物清理机构400包括清理板,清理板形状与细长焊接物腔体截面形状匹配。在一个实施例中,清理板为刮板403,用于清理刮出焊接时附着在焊接物上的焊接附着物。可以理解的是,若焊接时采用气保焊,焊接附着物主要为药皮、焊渣等,若焊接时采用埋弧焊,焊接附着物主要为焊剂、焊渣等。本技术中,焊接附着物指焊接时遗留下来的药皮、焊剂、焊渣等需要清理的东西。
52.在本技术一个实施例中,焊接附着物清理机构400包括主体结构401 和装夹结构402,刮板403通过装夹结构402可拆卸连接于主体结构401。焊接附着物清理机构400的刮板403为橡胶板。采用橡胶板,既可以达到较好的清理效果,又不会损伤细长焊接物,不会对工件造成损害。
53.在本技术一个实施例中,焊接附着物清理机构400包括主体结构401、装夹结构402和清理板,清理板通过装夹结构402可拆卸连接于主体结构 401。在本技术一个实施例中,主体结构401底部具有行走轮404,主体结构401顶部具有顶紧轮405。顶紧轮405具有弹性结构,顶紧轮405包括两个,两个顶紧轮405前后设置在主体结构401上。可以理解的是,顶紧轮 405可以不止两个,可以为多个,可以在主体结构401上方及两侧全方位安装。安装全方位的顶紧轮405,可以防止刮板403装置翘起导致焊剂、焊渣等焊接附着物清理不干净,同时也能防止清理板在u肋1001内部偏转导致的卡死现象。
54.在本技术一个实施例中,焊接附着物清理机构400的清理板为橡胶板。清理板厚度为4-10mm;优选为5mm。采用5mm橡胶板,既可以达到较好的清理效果,橡胶板寿命也较长。
55.清理板外轮廓的形状与细长焊接物腔体截面形状匹配。在本技术的实施例中,细长焊接物为u肋板单元1000,u肋板单元1000包括u肋1001 和钢板1002。需要清理的为u肋板单元1000内焊时遗留的焊接附着物。可以理解的是,焊接附着物主要存在于u肋板单元1000的钢板1002上,特别是倒置的u肋1001两侧,即两侧的焊角处。相应的,清理板的形状为上部开口的u形结构,清理板下部宽于上部,呈大致梯形(上部开口),与u 肋1001形状相适应。在一个实施例中,清理板的上部也可以不具有开口,呈大致梯形,与u肋形状相匹配(如图6所示)。具体的,清理板下部两侧与u肋板单元1000的焊角形状相适应,优选的,设计倒角或倒圆角结构。通过设计与焊角形状相适应的倒角或倒圆角结构,可以有效刮除焊渣等,同时防止刮坏焊角焊缝。清理板为上部开口的梯形结构,下宽上窄的u形结构,清理板外轮廓尺寸与u肋板单元1000的内腔尺寸相匹配。
56.清理板具有一定宽度,用于与主体结构401可拆卸连接。在本技术一个实施例中,
清理板通过螺栓407连接于所述主体结构401。具体的,装夹结构402包括夹板4022,主体结构401前后具有安装板,清理板设置在夹板4022和主体结构401之间,螺栓407穿过夹板4022和清理板与主体结构401的安装板连接,将清理板装夹在主体架构上。如图6所示,夹板4022 的形状与清理板的形状相适应,为上部开口的u形结构,清理板下部宽于上部,呈大致梯形(上部开口)。通过设置匹配的夹板,夹板将清理板外轮廓夹紧在安装板上。顶紧轮405安装在u形清理板的中间,即顶紧轮405 在u形清理板的开口内的空间与主体结构401连接。
57.在本技术一个实施例中,主体结构401横截面形状细长焊接物腔体截面形状相同,主体结构401长度为0.3-0.6m。在本技术一个实施例中,清理板具有两组,所述两组清理板分别设置在主体结构401前后两端。在本技术一个实施例中,焊接附着物清理机构400上具有两个挂环406,两个挂环406分别设置在主体结构401前后两端。牵引绳301可与挂环406可拆卸连接。通过前后设置挂环406,焊接附着物清理机构400在清理时,不需要分前后,两个方向都可以与驱动机构200连接,方便高效,而且如果存在卡死,可以在另一个方向反向将焊接附着物清理机构400拉出。本技术的清渣刮板403采用仿形夹具做为骨架,通过夹持的橡胶板与u肋1001内部空间完全贴合。橡胶板外形可自由调节,能够适用于各种规格的u肋1001。多组清渣刮板403能够多次刮铲u肋1001内部焊剂、焊渣,能够保证清理的洁净度。主体结构401底部具有行走轮404,主体结构401顶部具有顶紧轮405。在本技术一个实施例中,顶紧轮405与清理板相对应,在主体结构 401前后各安装一个,顶紧轮405具有弹性结构,能够在弹力作用下产生顶紧力。顶紧力也可以由其它结构产生,例如液压结构。安装全方位的顶紧轮405,可以防止焊接附着物清理机构400翘起导致焊剂、焊渣清理不干净,同时也能防止焊接附着物清理机构400在u肋1001内部偏转导致的卡死现象。
58.在本技术一个实施例中,可以建立各种刮板403形式、设备型号选用下的数据库,并根据实际生产情况及时统计汇总,确保清理效果满足生产要求。通过可拆卸的刮板403,可以采用本技术的焊接附着物清理装置满足不同细长焊接物的清理需求,只需要更换相匹配的清理板即可,方便快捷,适用性强,成本低。
59.本技术的焊接附着物清理装置,在使用时,移动平台移动到细长焊接物摆放处,移动平台正对细长焊接物的一端,将升降架升降到与细长焊接物的腔体相对的高度。锁止机构锁定移动平台。将焊接附着物清理机构放置在细长焊接物另一端,放入相应的细长焊接物的腔体内,将牵引绳分别与焊接附着物清理机构和驱动机构连接,牵引绳可以在对细长焊接物进行内焊的时候预先带入到细长焊接物腔体内,启动电机,带动焊接附着物清理机构在腔体内移动,从另一端移动至移动平台这一端,刮板在腔体内将焊接附着物刮除并刮出到回收盒。完成一个腔体的清理工作后,可以拆卸卷筒,移动平台的支架上升或下降到与另一个腔体高度对应,重新连接该腔体对应的牵引装置,完成该腔体的清理工作。在一个工作位的腔体全部清理完成后,水平移动移动平台,继续上述操作,完成另一位置的腔体的清理工作。通过本技术的焊接附着物清理装置、方法,可以解决人工清理效率低下及清理不干净的问题,减轻工人的劳动强度,缩短钢结构构件的制造周期,节约成本,还可以在同一工位完成堆叠摆放的不同高度的细长焊接物的清理工作,方便高效。可以理解的是,在清理不同腔体时,也可以先完成同一水平面的不同腔体的清理,在完成另一水平面的腔体的清理。
60.本技术一个实施例中,还提供一种焊接系统,该焊接系统包括如上所述的焊接附着物清理装置。
61.具体的,焊接系统还包括内焊装置,内焊装置用于进入细长焊接物腔体内进行焊接并将上述牵引装置300带入细长焊接物腔体内。内焊装置可以为现有技术中的内焊小车或者连杆式内焊机构。通过内焊装置进入细长焊接物腔体内进行焊接时将上述牵引装置300带入细长焊接物腔体内,可以节约工序,提高效率。
62.本技术一个实施例中,还提供一种焊接附着物清理方法,包括:
63.焊接附着物清理机构400进入第一细长焊接物腔体内;
64.驱动机构200移动到与第一细长焊接物腔体相适应的位置;
65.牵引装置300连接所述驱动机构200和所述焊接附着物清理机构400;
66.所述驱动机构200带动所述焊接附着物清理机构400清理所述第一细长焊接物腔体内的焊接附着物。
67.本技术一个实施例中,焊接附着物清理方法还包括:
68.焊接附着物清理机构400进入第二细长焊接物腔体内;
69.驱动机构200移动到与第二细长焊接物腔体相适应的位置;
70.牵引装置300连接所述驱动机构200和所述焊接附着物清理机构400;
71.所述驱动机构200带动所述焊接附着物清理机构400清理所述第二细长焊接物腔体内的焊接附着物;
72.所述第二细长焊接物与所述第一细长焊接物处于不同高度;可以理解的是,此处第一细长物与第二细长物可以为摆放在不同高度的u肋板单元。
73.或者,所述第二细长焊接物与所述第一细长焊接物处于同一水平面的不同位置。可以理解的是,此处第一细长物与第二细长物可以为一个u肋板单元的不同u肋。
74.本技术一个实施例中,焊接附着物清理方法还包括:牵引装置300在焊接时进入所述细长焊接物腔体内。内部焊接时预置牵引钢丝绳,省去人工穿钢丝绳的步骤。
75.本技术一个实施例中,上述焊接附着物清理方法采用如上所述的焊接附着物清理装置;或采用如上所述的焊接系统。
76.本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。