技术特征:
1.一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述组件包括第一直段板、第一弧段板、第二直段板、第二弧段板、扭转板、第三直段板、第三弧段板,其特征在于,所述方法包括以下步骤:(1)制备第一直段板,组装成6面封闭长方形盒装结构;(2)制备第一弧段板,组装成6面封闭弧形盒装结构;(3)制备第二直段板,组装成6面封闭长方形盒装结构;(4)制备第二弧段板,组装成6面封闭弧形盒装结构;(5)制备扭转板;组装成6面封闭弧形盒装结构;(6)制备第三直段板,组装成6面封闭长方形盒装结构;(7)制备第三弧段板,组装成6面封闭弧形盒状结构;(8)按第一弧段板、第一直段板、扭转板、第三直段板、第三弧段板的顺序,通过支撑件固定在龙骨或型材构件上形成组件的上部;按第二弧段板、第二直段板、第二直段板、第二直段板、第二弧段板的顺序,通过支撑件固定在龙骨或型材构件上形成组件的下部;所述组件的上部和下部组成全铝合金结构平立面扭转双轨照明抗风压组件。2.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第一直段板包括第一铝合金装饰面板、支撑件和型材龙骨;所述第一铝合金装饰面板由底板和面板组成,底板经过折弯成型之后,先将支撑件安装于底板上,采用不锈钢螺钉连接;再将型材采用种焊钉连接固定在底板上,将底板、型材与支撑件采用螺钉或铆接连接方式连接起来,再将面板扣上;将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺钉连接与支撑件连接在一起,形成6面封闭长方形盒装结构。3.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第一弧段板包括第二铝合金装饰面板、支撑件和型材;所述第二铝合金装饰面板由底板、侧板和面板组成;底板经过折弯成型之后,将底板和前后侧边焊接在一起;再先将型材龙骨采用种焊的方式安装于底板上;再将支撑件于底板连接,将底板、型材与支撑件采用螺钉或铆接连接方式连接起来;再将面板扣上,将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺钉连接与支撑件连接在一起,形成6面封闭弧形盒装结构。4.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第二直段板包括第三铝合金装饰面板、支撑件和型材;所述第三铝合金装饰面板由底板和面板组成;底板经过折弯成型之后,先将支撑件插入底板,再将型材龙骨采用种焊的方式安装于底板上;将底板、型材与支撑件采用螺钉、铆接或焊接连接方式连接起来,再将面板扣上,将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺钉连接与支撑件连接在一起,形成6面封闭长方形盒装结构。5.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第二弧段板包括第四铝合金装饰面板、支撑件和型材;所述第四铝合金装饰面板由底板、侧板和面板组成;底板经过折弯成型之后,将底板和前后侧边焊接在一起,再先将支撑件插入底板与侧板,再将型材龙骨采用种焊的方式安装于底板上;将底板、侧板、型材与支撑件采用螺钉、铆接或焊接连接方式连接起来,再将面板扣上,将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺栓连接与支撑件连接在一起,形成6面封闭弧
形盒装结构。6.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述扭转板包括第五铝合金装饰面板、型材、封口型材和支撑件;所述第五铝合金装饰面板由3~4块双曲板作为整体线条垂直段与水平段进行转换,每件扭曲板由2~4块支撑件组成;该盒状组件多为双曲,无法折弯,将底板放在靠模上,利用靠模将前后两侧4块双曲面焊接在底部双曲板上,再将鱼骨式的龙骨采用螺钉或焊接或铆接方式连接在底部双曲板上;之后安装左右两侧封口板,封板材采用螺钉连接固定在龙骨上,最后将顶部双曲板扣上,采用铆接、螺钉连接或焊接方式与龙骨连接,形成6面封闭扭转形盒状结构。7.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第三直段板包括第六铝合金装饰面板、封口型材,支撑件和其它加强筋;所述第六铝合金装饰面板由底板和面板组成;底板经过折弯成型之后,先将封口型材插入底板,再将型材龙骨采用种焊的方式安装于底板上;将底板、封口型材、加强筋与支撑件采用螺钉、铆接或焊接连接方式连接起来;在将面板扣上,将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺钉连接与支撑件连接在一起,形成6面封闭长方形盒装结构。8.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,所述第三弧段板包括第七铝合金装饰面板、封口型材,支撑件和其它型材;所述第七铝合金装饰面板由底板、侧板和面板组成;底板经过折弯成型之后,将底板和前后侧边焊接在一起,再先将型材龙骨采用种焊钉或焊接联结方式安装于底板上;再将封口型材插入底板与侧板,将底板、侧板、型材与封口型材采用螺钉、铆接或焊接连接方式连接起来;在将面板扣上,将面板与型材采用螺钉、铆接或焊接连接方式连接在一起,侧边采用螺栓连接与支撑件连接在一起,形成6面封闭弧形盒状结构。9.根据权利要求1所述的一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,其特征在于,所述方法具体实施如下:先将第一铝合金装饰面板经过激光下料、折弯、焊接、打磨之后形成一个带灯槽的盒子形状;然后再把8mm支撑件、第三型材、第五型材、第六型材、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉、m6种焊钉经过有效连接组装起来形成第一直段板;通过8mm支撑件将第一直段板固定在龙骨上;第二铝合金装饰面板经过激光下料、折弯、辊弧、焊接、打磨之后形成一个带弧形灯槽的盒子形状,再把8mm支撑件、第八型材、第九型材、第十三型材、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉、m6种焊钉经过有效连接组装起来形成第一弧段板;通过8mm支撑件将第一弧段板固定在龙骨上;第三铝合金装饰面板经过激光下料、折弯、焊接、打磨之后形成一个带灯槽的盒子形状,再把8mm支撑件、第二型材、第三型材、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉、m6种焊钉经过有效连接组装起来形成第二直段板,再通过8mm支撑件将第二直段板平行安装固定在第一直段板的下方,通过龙骨固定;第四铝合金装饰面板经过激光下料、折弯、拉弯、辊弧、焊接、打磨之后形成一个带弧形灯槽的盒子形状,再把8mm支撑件、第二型材、第九型材、第十型材、3mm连接角片、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉、m6种焊钉经过有效连接组装起来形成第二弧段板,再通过8mm支撑件将第二弧段板平行安装固定在第一弧段板的下方,通过龙骨固定;第五铝合金装饰面板经过激光下料、折弯、辊弧、焊接、打磨之后形成一个带弧形灯槽的扭转盒子形状,再把z50
×
140
×
50
×
2.5型材、6mm封口型材,8mm支撑件、φ6
×
12不锈钢沉头
铆钉、st6.3
×
25不锈钢盘头螺钉经过有效连接组装起来形成扭转板,再通过8mm支撑件将扭转板安装固定在龙骨上,在扭转板的下方再水平安装一块第二直段板,通过龙骨固定;第六铝合金装饰面板经过激光下料、折弯、焊接、打磨之后形成一个带灯槽的盒子形状,再把6mm封口型材,8mm支撑件、第三型材、第五型材、第六型材、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉、m6种焊钉经过有效连接组装起来形成第三直段板,再通过8mm支撑件将第三直段板安装固定在龙骨上,在第三直段板的下方再水平安装一块第二直段板3,通过龙骨固定;第七铝合金装饰面板经过激光下料、折弯、辊弧、焊接、打磨之后形成一个带弧形灯槽的盒子形状,再把6mm封口型材,8mm支撑件、第八型材、第九型材、φ6
×
12不锈钢沉头铆钉、st6.3
×
25不锈钢盘头螺钉经过有效连接组装起来形成第三弧段板,再通过8mm支撑件将第三弧段板安装固定在龙骨上,在第三弧段板的下方再水平安装一块第二弧段板,通过龙骨固定;至此整套全铝合金结构平立面扭转双轨照明抗风压组件加工完成。
技术总结
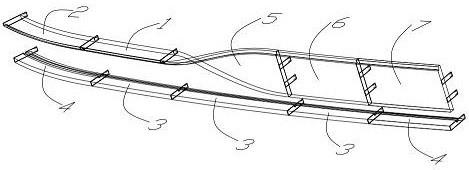
一种全铝合金结构平立面扭转双轨照明抗风压组件加工方法,包括制备第一直段板(1)、第一弧段板(2)、第二直段板(3)、第二弧段板(4)、扭转板(5)、第三直段板(6)和第三弧段板(7);按第一弧段板、第一直段板、扭转板、第三直段板、第三弧段板的顺序,通过支撑件固定在龙骨或型材构件上形成组件的上部;按第二弧段板、三个串联的第二直段板、第二弧段板的顺序,通过支撑件固定在龙骨或型材构件上形成组件的下部;所述组件的上部和下部组成全铝合金结构平立面扭转双轨照明抗风压组件。本发明完成了全封闭式龙骨型材结构的加工,保证了该组件在高空中的强度,减少了建筑钢制龙骨的数量,减轻了建筑的负担。建筑的负担。建筑的负担。
技术研发人员:柏跃福 罗贤明 熊子良
受保护的技术使用者:方大新材料(江西)有限公司
技术研发日:2021.12.10
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。