1.本发明涉及力矩试验方法技术领域,特别是涉及一种确定管接头安装力矩的方法。
背景技术:
2.现有航空管路的一种重要连接方式是可拆卸式连接。可拆卸连接一般采取的方法是:可拆卸螺母和接头端螺纹的进行连接,使得可拆卸密封面贴合,进而产生密封和连接效果。在环境温度要求较高的场合,此类可拆卸密封面中大部分采用金属对金属的材料匹配。
3.金属密封面的可拆卸管接头安装过程中一个关键的步骤是“定力安装”,即以确定的力矩安装管接头的可拆卸螺母,所述确定的力矩应在一定范围,该范围以标准或者作业规范给出,如:最大安装力矩、最小安装力矩。
4.上述典型标准有:《hb 6999-2002螺纹连接的导管(软管)安装拧紧参数的确定方法》、《sae arp 600力矩的确定》等。基本原理是基于典型的30 件试样在6个不同的力矩等级条件下所进行的耐压试验,通过耐压试验是否泄漏来判断安装力矩是否合适。为保证力矩数据的有效性,需要保证试样的一致性。
5.上述方法不考虑试样的细节影响因素,仅仅根据输入(力矩)—输出(泄漏与否)关系建立起来的,只反映了有关因素间的一种笼统的直接因果关系,未能就各类细节因素做深入分析计算。上述标准方法属于“黑箱模型”的方法,具备简单直接的特点,适快速判断应用,但并不适合产品开发和精细改进。
6.现有技术的力矩控制方式容易受到润滑、加工间隙浮动的影响。在一致性较差的环境下,压紧力分布离散趋势加大。一旦压紧力过大,有损坏密封面的可能;一旦压紧力过小,有达不到密封效果的可能。基于此,急需一种新型的方法来确定安装力矩。
技术实现要素:
7.本发明的目的是提供一种确定管接头安装力矩的方法,以解决上述现有技术存在的问题,便于准确测试出所需安装力矩。
8.为实现上述目的,本发明提供了如下方案:
9.本发明提供一种确定管接头安装力矩的方法,包括:
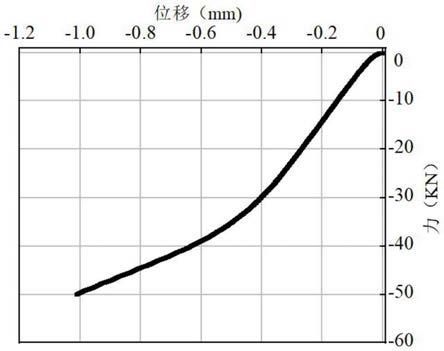
10.步骤一:对管接头的密封副元件进行压缩试验,采集试验过程中载荷和元件移动距离的数据,获得载荷和元件移动距离的关系曲线;
11.步骤二:载荷-元件移动距离的关系曲线分为衔接的第一线性段和第二线性段,第一线性段为密封副元件材料未发生屈服现象时的关系曲线;选取第一线性段靠近第二线性段的部分的载荷力作为密封副元件适当的压紧力,从而确定对应的合适的元件移动距离;
12.步骤三:通过螺纹转动特性,换算移动距离和螺母转动角度之间的关系;获得合适的螺母转动角度范围;
13.步骤四:改变密封副元件间的润滑、间隙以及密封副元件材质条件,转动螺母至上
述步骤三所得到的螺母转动角度范围所需的力矩即为最佳安装力矩。
14.优选的,选取第一线性段末端60%-90%的部分作为适当的压紧力。
15.优选的,通过电子万能试验机进行密封副元件的压缩试验,所述电子万能试验机设备至少具备连续压缩加载装置和具备用于采集载荷、位移和元件变形量的装置。
16.优选的,用于对密封副元件进行压缩试验的工装刚度要远大于密封副元件的结构刚度。
17.优选的,所述步骤三中的换算方法如下:
18.螺纹螺距p单线螺纹导程s=p
19.压缩距离d=k s
20.转动角度
21.本发明相对于现有技术取得了以下技术效果:
22.本发明提供的确定管接头安装力矩的方法将密封面的压紧程度与安装过程的润滑、摩擦等因素进行隔离,杜绝了外界因素的干扰,且引入了新的表征量:密封面与压紧距离,密封面与压紧距离的关系与安装过程的润滑、摩擦等因素无关,从而提高了密封面压紧力的一致性,本发明使用压紧力移动距离的线性关系作为压紧判断的依据,可以更加精确的获得密封面的变化,获得密封面屈服点,可以获得准确的安装力矩的区间,且相对于现有的方法,本发明不需要加工批量的试验件进行大量的耐压试验,共用基础设备,节省了试验时间和成本,因此,本发明提供的确定管接头安装力矩的方法便于准确测试出所需安装力矩。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1~3为现有技术中典型的三种管接头密封副结构;
25.图4为对密封副元件进行压缩试验时的局部结构示意图;
26.图5为采用本发明提供的确定管接头安装力矩的方法测试一种密封副元件的载荷-元件移动距离的关系曲线;
27.图中:1-螺母、2-密封副元件、3-密封面。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.本发明的目的是提供一种确定管接头安装力矩的方法,以解决现有技术存在的问题,便于准确测试出所需安装力矩。
30.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
31.本发明提供一种确定管接头安装力矩的方法,如图1~5所示,包括:
32.步骤一:对管接头的密封副元件2进行压缩试验,采集试验过程中载荷和元件移动距离的数据,获得载荷和元件移动距离的关系曲线,此处的元件移动距离即为图4中两个密封副元件中位于上方的密封副元件的移动距离;
33.步骤二:载荷-元件移动距离的关系曲线分为衔接的第一线性段和第二线性段,第一线性段为密封副元件2材料未发生屈服现象时的关系曲线;第二线性段为密封副元件2材料因受载荷过大发生屈服现象时的关系曲线,选取第一线性段靠近第二线性段的部分的载荷力作为密封副元件2适当的压紧力,从而确定对应的合适的元件移动距离;此移动距离下的密封副元件材料未产生屈服破坏,且能够实现密封;
34.步骤三:通过螺纹转动特性,换算移动距离和螺母1转动角度之间的关系;获得合适的螺母1转动角度范围;转动特性由螺纹升角决定;
35.步骤四:改变密封副元件2间的润滑、间隙以及密封副元件2材质条件,转动螺母1至上述步骤三所得到的螺母1转动角度范围所需的力矩即为最佳安装力矩。
36.本发明提供的确定管接头安装力矩的方法将密封面3的压紧程度与安装过程的润滑、摩擦等因素进行隔离,杜绝了外界因素的干扰,且引入了新的表征量:密封面3与压紧距离,密封面3与压紧距离的关系与安装过程的润滑、摩擦等因素无关,从而提高了密封面3压紧力的一致性,本发明使用压紧力移动距离的线性关系作为压紧判断的依据,可以更加精确的获得密封面3的变化,获得密封面3屈服点,可以获得准确的安装力矩的区间,且相对于现有的方法,本发明不需要加工批量的试验件进行大量的耐压试验,共用基础设备,节省了试验时间和成本,因此,本发明提供的确定管接头安装力矩的方法便于准确测试出所需安装力矩。
37.进一步的,选取第一线性段末端60%-90%的部分作为适当的压紧力,优选为80%处,换句话说,若人为的将第一线性段等分为十个线段,那么,选取第7、 8、9个线段对应的载荷以及移动距离作为最佳压紧力和最佳移动距离。
38.进一步的,通过电子万能试验机/液压伺服试验机进行密封副元件2的压缩试验,电子万能试验机设备至少具备连续压缩加载装置和具备用于采集载荷、位移和元件变形量的装置,可用的典型厂家和型号有:深圳三思检测技术有限公司的eut5105美国mts公司的810系列液压伺服试验机、美国instron 公司的8801系列液压伺服试验机。
39.进一步的,加工试样和工装,保证试样结构与管接头密封面3结构一致,传力过程与管接头安装状态一致,用于对密封副元件2进行压缩试验的工装刚度要远大于密封副元件2的结构刚度,以保证加载变形首先发生在管接头处。
40.进一步的,步骤四中测量力矩时可用典型设备有:长春仟邦测试设备有限公司的qbn-l型系列紧固件综合性能试验机和具备记录最大安装力矩功能的扭力扳手。
41.进一步的,步骤三中的换算方法如下:
42.螺纹螺距p单线螺纹导程s=p
43.压缩距离d=k s,k即为压缩距离相对螺纹螺距的倍率,压缩距离d即为密封副元件的移动距离;
44.转动角度
45.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。