1.本发明涉及不锈钢精密带材生产领域,具体为一种汽车装饰条用不锈钢精密带材及其加工工艺。
背景技术:
2.目前,冷轧不锈精密带钢的应用越来越广泛,其中随着汽车工业的快速发展,冷轧不锈精密带钢被大规模应用到汽车零部件上面,其中汽车装饰条采用不锈精密带钢的比较多,由于汽车装饰条属于外观件,所以对于不锈精密带钢的外观光泽度、表面硬度的要求都比较高。目前市面上绝大多数金属汽车装饰条是经过打磨和抛光工序生产出来的,有时需要增加镀铬工艺,由此生产出的装饰条光泽度较高,反光性较强。为满足用户的差异化需求,汽车整车厂对亚光面汽车装饰条的兴趣越来越大,如需要亚光的表面的汽车装饰条,因此,如何开发满足用户外观、光泽要求的亚光面汽车装饰条成为本领域技术人员亟需解决的问题。
技术实现要素:
3.本发明提供了一种汽车装饰条用不锈钢精密带材及其加工工艺,工艺新颖独特,工艺步骤少,得到的成品钢带的平直度、表面光泽度和表面硬度都可以满足要求。
4.为实现上述目的,第一方面,在本技术的实施例中,提供如下技术方案:一种汽车装饰条用不锈钢精密带材的加工工艺,其特征在于,包括以下步骤:
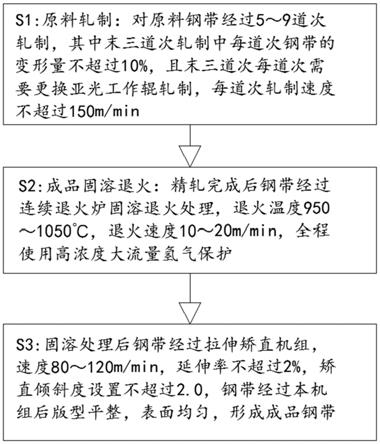
5.s1、原料精轧:对原料钢带经过5~9道次轧制,其中末三道次轧制中每道次钢带的变形量不超过10%,且末三道次每道次需要更换全新的亚光工作辊轧制,每道次轧制速度不超过150m/min,得到成品厚度0.3~0.6mm、表面粗糙度ra0.1~0.2μm的钢带;
6.s2、成品固溶退火:精轧完成后钢带经过连续退火炉固溶退火处理,退火温度950~1050℃,退火速度10~20m/min,全程使用高浓度大流量氢气保护;
7.s3、固溶处理后钢带经过拉伸矫直机组,速度80~120m/min,延伸率不超过2%,矫直倾斜度设置不超过2.0,钢带经过本机组后版型平整,表面均匀,形成成品钢带。
8.作为优选,步骤s1中的原料钢带的厚度为0.9-1.5mm,原料不锈钢为300系列不锈钢。
9.第二方面,本技术还提供一种汽车装饰条用不锈钢精密带材,其中所述的汽车装饰条用不锈钢精密带材由第一方面中所述的加工工艺生产得到。
10.与现有技术相比,本发明的有益效果是:
11.采用全新的制备方法,主要是对原料轧制工艺进行比较大的更改,增加了轧制的道次数量,减少了钢带周转的次数,提高了生产效率。
12.原料轧制工艺中末三道每道次钢带的变形量不超过10%,通过微小的变形量可以使钢带亚光表面均匀、致密。
13.末三道轧制每道次更换亚光工作辊,由于亚光工作辊比钢带更硬,经过精密轧机
轧制力的作用将亚光表面复印到钢带表面上,得到表面粗糙度ra0.1~0.2μm的成品,而且得到的成品钢带平直度<1mm/m,表面平均光泽度<200gu。
附图说明
14.图1为本发明的加工工艺的流程图;
15.图2为本发明的钢带表面粗糙度ra的测试结果图一;
16.图3为本发明的钢带表面粗糙度ra的测试结果图二;
17.图4为本发明的钢带表面粗糙度ra的测试结果图三。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
19.本发明提供为了解决如何满足对外观、光泽有较高要求的亚光面汽车装饰条的问题,本发明提供如下技术方案:
20.如图1所示,一种汽车装饰条用不锈钢精密带材的加工工艺,其特征在于,包括以下步骤:
21.s1、原料精轧:对原料钢带经过5~9道次轧制,其中末三道次轧制中每道次钢带的变形量不超过10%,且末三道次每道次需要更换全新的亚光工作辊轧制,每道次轧制速度不超过150m/min,得到成品厚度0.3~0.6mm、表面粗糙度ra0.1~0.2μm的钢带。
22.其中,原料钢带的轧制次数可以根据原料钢带的厚度进行调整,如原料钢带的厚度为0.9-1.5mm,原料钢带为300系列不锈钢(如牌号sus304/304l不锈钢),则原料钢带厚度为0.9mm时采用5个道次轧制,原料钢带厚度为1.5mm时,采用9个道次轧制,除了末三道以外的其他道次的轧制都是为了减少原料钢带的厚度,而末三道中需要控制每道次钢带的变形量,这样才能保证最后成品钢带的精度,变形量不超过10%,优选为5-8%。
23.同时,末三道的每道次轧制速度不超过150m/min,三个道次的轧制速度可以单独设置,一般是快速到慢速轧制,如末三道轧制中的第一道次的速度为150m/min,第二道次的速度为100m/min,第三道次的速度为80m/min,这三个道次的轧制速度越来越慢以保证轧制精度。
24.末三道的每道次的轧制可以采用相同的亚光工作辊,也可以采用不同的亚光工作辊,但都需要保证亚光工作辊表面粗糙度ra<0.3μm,优选为全新的亚光工作辊,亚光工作辊的宽度700-1400mm,直径45-55mm。
25.经过步骤s1中的原料精轧基本上可以形成得到成品厚度0.3~0.6mm、表面粗糙度ra0.1~0.2μm的钢带,厚度0.3~0.6mm由多道次的轧制实现,ra0.1~0.2μm的表面粗糙度由采用亚光工作辊的末三道次轧制得到。
26.s2、成品固溶退火:轧制完成后钢带经过连续退火炉固溶退火处理,退火温度950~1050℃,退火速度10~20m/min,全程使用高浓度大流量氢气保护,氢气保护气体的浓度可以达到99.99%,由于轧制完成的钢带比较薄,所以可以采用较低的退火温度,相对于现有的工艺中1150℃的退火温度,可以有所下降,同时也可以降低退火速度,现有的工艺中的退火速度为25m/min;
27.s3、固溶处理后钢带经过拉伸矫直机组,速度80~120m/min,延伸率不超过2%,矫直倾斜度设置不超过2.0,钢带经过本机组后版型平整,表面均匀,形成成品钢带。
28.实施例1:
29.s1、原料轧制:对原料钢带选用0.9mm厚,对原料钢带进行5道次轧制,其中末三道次轧制中每道次钢带的变形量不超过10%,且末三道次每道次需要更换全新的亚光工作辊轧制,每道次轧制速度不超过150m/min,得到成品厚度0.3mm、表面粗糙度ra0.189μm的钢带。
30.s2、成品固溶退火:轧制完成后钢带经过连续退火炉固溶退火处理,退火温度950℃,退火速度10m/min,全程使用高浓度大流量氢气保护,氢气保护气体的浓度可以达到99.99%;
31.s3、固溶处理后钢带经过拉伸矫直机组,速度80m/min,延伸率不超过2%,矫直倾斜度设置不超过2.0,钢带经过本机组后版型平整,表面均匀,形成成品钢带。
32.如图1-2所示,采用以上实施例1所述工艺生产的产品的主要技术指标可达到:钢带平直度(mm/m):0.8,钢带光泽度(gu):182,钢带表面维氏硬度:171,厚度0.3mm、表面粗糙度ra0.189μm。
33.实施例2:
34.s1、原料轧制:对原料钢带选用1.2mm厚,对原料钢带进行7道次轧制,其中末三道次轧制中每道次钢带的变形量不超过10%,且末三道次每道次需要更换亚光工作辊轧制,每道次轧制速度不超过150m/min,得到成品厚度0.4mm、表面粗糙度ra0.196μm的钢带。
35.s2、成品固溶退火:轧制完成后钢带经过连续退火炉固溶退火处理,退火温度1000℃,退火速度15m/min,全程使用高浓度大流量氢气保护,氢气保护气体的浓度可以达到99.99%;
36.s3、固溶处理后钢带经过拉伸矫直机组,速度100m/min,延伸率不超过2%,矫直倾斜度设置不超过2.0,钢带经过本机组后版型平整,表面均匀,形成成品钢带。
37.如图3所示,采用以上实施例2所述工艺生产的产品的主要技术指标可达到:钢带平直度(mm/m):0.85,钢带光泽度(gu):177,钢带表面维氏硬度:168,厚度0.4mm、表面粗糙度ra0.196μm。
38.实施例3:
39.s1、原料轧制:对原料钢带选用1.5mm厚,对原料钢带进行9道次轧制,其中末三道次轧制中每道次钢带的变形量不超过10%,且末三道次每道次需要更换亚光工作辊轧制,每道次轧制速度不超过150m/min,得到成品厚度0.6mm、表面粗糙度ra0.180μm的钢带。
40.s2、成品固溶退火:轧制完成后钢带经过连续退火炉固溶退火处理,退火温度1050℃,退火速度20m/min,全程使用高浓度大流量氢气保护,氢气保护气体的浓度可以达到99.99%;
41.s3、固溶处理后钢带经过拉伸矫直机组,速度100m/min,延伸率不超过2%,矫直倾斜度设置不超过2.0,钢带经过本机组后版型平整,表面均匀,形成成品钢带。
42.如图3所示,采用以上实施例2所述工艺生产的产品的主要技术指标可达到:钢带平直度(mm/m):0.88,钢带光泽度(gu):175,钢带表面维氏硬度:173,厚度0.6mm、表面粗糙度ra0.180μm。
43.本技术采用全新的制备方法,主要是对原料轧制工艺进行比较大的更改,增加了轧制的道次数量,减少了钢带周转的次数,提高了生产效率。原料轧制工艺中末三道每道次钢带的变形量不超过10%,通过微小的变形量可以使钢带亚光表面均匀、致密。末三道轧制每道次更换亚光工作辊,由于亚光工作辊比钢带更硬,经过精密轧机轧制力的作用将亚光表面复印到钢带表面上,得到表面粗糙度ra0.1~0.2μm的成品,而且得到的成品钢带平直度<1mm/m,表面平均光泽度<200gu。
44.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后......)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
45.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体地限定。
46.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
47.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。