技术特征:
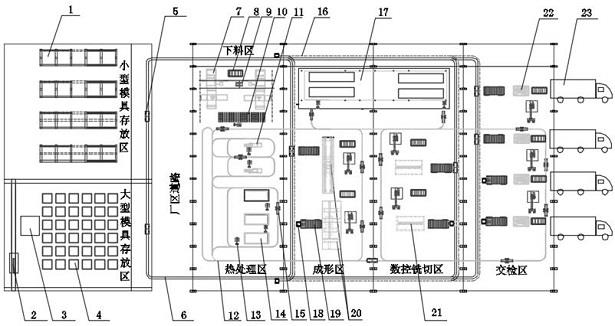
1.一种适用于钣金零件制造的智能物流系统,其特征在于,包括按加工制造工序划分的各个功能区域、围绕各个功能区域设置的物流运输线和用于调控物流运输过程的信息管理系统;所述物流运输线包括地轨(6)、轨道小车(5)、高空钢轨(16)、吊轨(12)、吊架(15)及辅助转移设备;所述地轨(6)连通各个功能区域,与配套的轨道小车(5)运输大型模具;所述高空钢轨(16)设置在地轨(6)上方,与配套的轨道小车(5)运输小型模具;所述吊轨(12)的线路将各个功能区域连通,吊轨(12)与吊架(15)配合用于各功能区域之间的材料或半成品零件的转移,所述辅助转移设备根据工序的需要配备在各功能区域,用于功能区域内的上下料及半成品零件转移;轨道小车(5)和吊架(15)上分别设置有追踪编码,在其运动路径上对应设置有扫码器,扫码器通过扫描追踪编码将其对应运输的模具、材料或零件的位置信息反馈至信息管理系统。2.根据权利要求1所述的一种适用于钣金零件制造的智能物流系统,其特征在于,所述功能区域包括模具存放区、下料区、热处理区、成形区、数控铣切区和交检区;模具存放区又包括纵向并列设置的小型模具存放区和大型模具存放区,下料区、热处理区纵向并列且位于模具存放区的一侧,成形区、数控铣切区和交检区依次横向并列设置在热处理区的下游一侧。3.根据权利要求2所述的一种适用于钣金零件制造的智能物流系统,其特征在于,所述小型模具存放区内设置有立体模具库(1),立体模具库(1)中的每个存放位置有唯一识别编码,立体模具库(1)与托架配合实现小型模具的存取。4.根据权利要求2所述的一种适用于钣金零件制造的智能物流系统,其特征在于,所述大型模具存放区内设置有堆栈式立体库(4),所述堆栈式立体库(4)划分为n个具有唯一识别编码的平面区域,且每个模具上有唯一模具编码,所述自动桁车(2)上设置有定位器及模具编码识别装置。5.根据权利要求2所述的一种适用于钣金零件制造的智能物流系统,其特征在于,在成型区和数控铣切区设置有用于零件暂存冷却的立体自然时效库(17),所述立体自然时效库(17)内设置有零件托盘及用于驱动零件托盘运动的承托机构,零件托盘用于存放时效零件且每个托盘有唯一时效编码,扫描唯一时效编码开始计算零件存放时间。6.根据权利要求1-5任意一项所述的一种适用于钣金零件制造的智能物流系统的物流方法,其特征在于,包括如下步骤:模具出库步骤:信息管理系统接收到现场模具需求指令,驱动自动桁车(2)或托架将模具存放区内的指定模具取出放置到轨道小车(5)上,通过扫描模具编码和轨道小车(5)编码将二者连接,实时上传更新模具位置;下料步骤:信息管理系统接收下料指令,控制下料区内的下料设备工作,并通过辅助转移设备将下好的料按需装入下料区上方的吊架(15)中,扫描吊架(15)编码将材料信息与吊架(15)编码统一,并通过吊轨(12)上的传感器将材料的物流信息传递给信息管理系统;热处理步骤:吊架(15)装载下料区的材料进入热处理区,信息管理系统根据加工信息发出指令让吊架(15)运行至指定加工设备旁,由热处理区的辅助转移设备将材料从吊架(15)取出并装入加工设备,再将热处理完毕后的材料装入吊架(15),转移至下一工序;
成型步骤:信息管理系统根据零件加工信息发出指令,使载有模具的轨道小车(5)和载有热处理后材料的吊架(15)运输至成型区的指定设备旁,由成型区的辅助转移设备将材料和模具取下,放置到成型设备上进行零件成形;时效控制步骤:零件成形完毕后,对于自然时效零件,通过吊架(15)转入立体自然时效库(17)中,完成时效后再通过吊架(15)运至数控铣切区,对于人工时效零件,则通过吊架(15)将其转入热处理区,完成人工时效后将零件运至数控铣切区;数控铣切步骤:数控铣切区的辅助转移设备将经过时效处理后的零件从吊架(15)上取下,放置于铣夹上进行数控铣切;然后数控铣切区的辅助转移设备将铣切完成的零件转移至吊架(15),进入交检区。7.根据权利要求6所述的一种适用于钣金零件制造的智能物流系统的物流方法,其特征在于,进入交检区后的物流过程如下:a)信息管理系统发出指令,通过轨道小车(5)将模具运至检验工作台,大型模具通过自动上下模机(19)移至检验台(22)上,小型模具先通过升降台从高空钢轨(16)上取下,再通过自动上下模机(19)移至检验台(22)上;b)信息管理系统发出指令,通过吊轨(12)上的吊架(15)将铣切完成后的零件移至检验台(22)旁,再通过交检区的辅助转移设备将零件取下,放置于检验台(22)上;c)检验合格后,辅助转移设备将零件放置于旁边的堆垛平台(8)上,待同一批次零件检验完成后,再转入运输车(23)交付给其他加工单位,并将信息反馈信息管理系统;d)检验完成后,模具则通过辅助转移设备移至地轨(6)或高空钢轨(16)的轨道小车(5)上,并将轨道小车(5)编码反馈给信息管理系统,监控模具运输状态。8.根据权利要求6所述的一种适用于钣金零件制造的智能物流系统的物流方法,其特征在于,立体自然时效库(17)的运行过程包括:a)信息管理系统将零件运至某个位置时触发入库指令,立体自然时效库(17)的运动机构移出空余的零件托盘;b)辅助转移设备从吊架(15)上取下零件放入零件托盘,并扫描托盘时效编码传回信息管理系统,信息管理系统将零件与托盘时效编码统一,监控时效状态;c)时效完成后,信息管理系统向运动机构发出指令,运动机构将托盘移出,触发取件指令;d)辅助转移设备将零件放置于吊轨(12)上的吊架(15),并扫描吊架(15)编码,传回信息管理系统,信息管理系统将零件和挂架编码统一,实时监控零件状态。9.根据权利要求6所述的一种适用于钣金零件制造的智能物流系统的物流方法,其特征在于,小型模具的出入库过程包括:模具出库时,信息管理系统接收模具需求指令,驱动立体模具库(1)取出模具,并通过托架上的自动伸缩臂,将模具放置于轨道小车(5)上,同时将轨道小车(5)的追踪编码反馈给信息管理系统;模具入库时,通过托架上的自动伸缩臂将模具放置于托架上,并运至立体模具库(1)空余位置存放,并将存放位置同过扫码反馈给信息管理系统。10.根据权利要求6所述的一种适用于钣金零件制造的智能物流系统的物流方法,其特征在于,大型模具出入库过程包括:
模具出库时,信息管理系统发出模具需求指令,驱动自动桁车(2)取模;自动桁车(2)从信息管理系统获得模具的唯一模具编码和位置信息,并移动到指定位置,抓取该模具并放置到运输轨道小车(5)上,同时,扫描轨道小车(5)的追踪编码并传递给信息管理系统;信息管理系统将模具编码和轨道小车(5)的追踪编码连接,根据轨道小车(5)在地轨(6)上运行的位置实时更新模具位置;模具入库时,信息管理系统发出模具回收指令,轨道小车(5)将模具运至堆栈式立体库(4)时,自动桁车(2)抓取模具,移动至堆放较少的位置,并将位置信息传递给信息管理系统,更新模具位置信息,完成模具回收。
技术总结
本发明公开了一种适用于钣金零件制造的智能物流系统及方法,属于物流技术领域。系统包括按加工制造工序划分的各个功能区域、围绕各个功能区域设置的物流运输线和用于调控物流运输过程的信息管理系统;物流运输线包括地轨、轨道小车、高空钢轨、吊轨、吊架及辅助转移设备;本发明基于上述智能物流系统的设置,减少生产现场模具、原材料、零件的存放空间与时间,释放生产空间,提高现场整洁度及作业环境的安全性;提高模具、原材料的配送准时率及零件的转运效率,从而提高零件的生产效率;将零件生产流程有效串联起来,不再是离散的生产方式,进而促进零件生产方式的转型升级。进而促进零件生产方式的转型升级。进而促进零件生产方式的转型升级。
技术研发人员:李晓军 门向南 李飞 王磊 曾一畔
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:2021.11.22
技术公布日:2022/3/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。