1.本发明涉及激光加工技术领域,尤其涉及一种激光消融系统的控制方法、装置及计算机可读存储介质。
背景技术:
2.对于有些热熔性较高的待加工工件,在进行激光消融时会导致下面一层的截面已经被加热,若要继续对下一层进行消融,此时会导致下一层的消融深度加深,以此类推,最终会导致最后层消融过度,由此可见,消融精准度低。
技术实现要素:
3.本发明实施例通过提供一种激光消融系统的控制方法、装置及计算机可读存储介质,旨在解决如何提高消融精准度的技术问题。
4.本发明实施例提供一种激光消融系统的控制方法,所述激光消融系统的控制方法包括以下步骤:
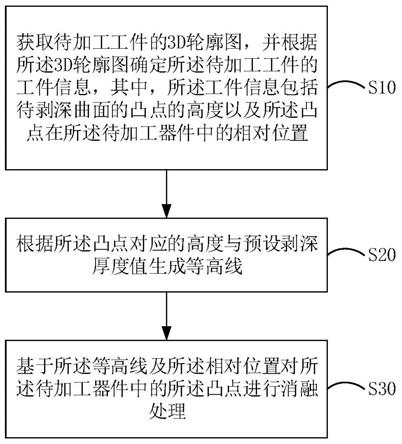
5.获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面;
6.在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息;
7.根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率;
8.根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。
9.在一实施例中,所述根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率的步骤包括:
10.将所述凸点的高度与预设剥深厚度值的比值作为所述消融次数,以及根据所述材料信息确定每一次消融对应的消融功率。
11.在一实施例中,所述将所述凸点的高度与预设剥深厚度值的比值作为所述消融次数,以及根据所述材料信息确定每一次消融对应的消融功率的步骤之后,所述方法还包括:
12.在所述比值小于1时,输出调整预设消融功率的提示信息。
13.在一实施例中,所述将所述凸点的高度与预设剥深厚度值的比值作为所述消融次数,以及根据所述材料信息确定每一次消融对应的消融功率的步骤之后,所述方法还包括:
14.在所述比值不为正整数时,输出调整最后一次消融次数对应的消融功率的提示信息。
15.在一实施例中,所述获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面的步骤包括:
16.获取待加工工件的3d轮廓图,识别所述3d轮廓图中是否存在与预设凸点图像特征
相似的凸点图像特征;
17.若存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图存在所述待剥深曲面;
18.若不存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图不存在所述待剥深曲面。
19.在一实施例中所述根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率的步骤包括:
20.根据所述高度确定消融次数,以及确定所述待加工工件对应的材料信息对应的衰减系数;
21.在所述衰减系数不为1时,将所述预设消融功率与所述衰减系数的乘积作为每一次消融对应的消融功率。
22.在一实施例中,所述在所述衰减系数不为1时,将所述预设消融功率与所述衰减系数的乘积作为每一次消融次数对应的消融功率的步骤之后,所述方法还包括:
23.将最后一次消融次数对应的消融功率调整为预设的磨砂功率。
24.在一实施例中,所述获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面的步骤之后,所述方法还包括:
25.在所述3d轮廓图不存在所述待剥深曲面时,输出所述待加工工件无需剥深的提示信息。
26.本发明实施例还提供一种激光消融系统的控制装置,所述激光消融系统的控制装置包括:存储器、处理器及存储在所述存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上所述的激光消融系统的控制方法的各个步骤。
27.本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的激光消融系统的控制方法的各个步骤。
28.在本实施例的技术方案中,获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面;在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息;根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率;根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。由于激光消融系统的控制装置可获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面,若存在,则可基于待加工工件的高度确定需要消融的次数,然后基于待加工工件的材料信息确定每一次消融对应的功率,通过材料信息灵活调整每次消融功率,针对某些特定材料的待加工工件,可提高激光消融的精准度。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
30.图1为本发明实施例涉及的激光消融系统的控制装置的硬件构架示意图;
31.图2为本发明激光消融系统的控制方法第一实施例的流程示意图;
32.图3为本发明激光消融系统的控制方法第二实施例的流程示意图;
33.图4为本发明激光消融系统的控制方法第三实施例的流程示意图:
34.图5为本发明激光消融系统的控制方法第四实施例的流程示意图;
35.图6为本发明激光消融系统的控制方法第五实施例的流程示意图;
36.图7为本发明激光消融系统的控制方法第六实施例的流程示意图。
具体实施方式
37.为了更好的理解上述技术方案,下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
38.本发明的主要解决方案是:获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面;在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息;根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率;根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。
39.由于激光消融系统的控制装置可获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面,若存在,则可基于待加工工件的高度确定需要消融的次数,然后基于待加工工件的材料信息确定每一次消融对应的功率,通过材料信息灵活调整每次消融功率,针对某些特定材料的待加工工件,可提高激光消融的精准度。
40.作为一种实现方式,激光消融系统的控制装置可以如图1。
41.本发明实施例方案涉及的是激光消融系统的控制装置,激光消融系统的控制装置包括:处理器101,例如cpu,存储器102,通信总线103。其中,通信总线103用于实现这些组件之间的连接通信。
42.存储器102可以是高速ram存储器,也可以是稳定的存储器(non-volatilememory),例如磁盘存储器。如图1,作为一种计算机可读存储介质的存储器103中可以包括检测程序;而处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
43.获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面;
44.在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息;
45.根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率;
46.根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。
47.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以
下操作:
48.将所述凸点的高度与预设剥深厚度值的比值作为所述消融次数,以及根据所述材料信息确定每一次消融对应的消融功率。
49.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
50.在所述比值小于1时,输出调整预设消融功率的提示信息。
51.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
52.在所述比值不为正整数时,输出调整最后一次消融次数对应的消融功率的提示信息。
53.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
54.获取待加工工件的3d轮廓图,识别所述3d轮廓图中是否存在与预设凸点图像特征相似的凸点图像特征;
55.若存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图存在所述待剥深曲面;
56.若不存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图不存在所述待剥深曲面。
57.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
58.根据所述高度确定消融次数,以及确定所述待加工工件对应的材料信息对应的衰减系数;
59.在所述衰减系数不为1时,将所述预设消融功率与所述衰减系数的乘积作为每一次消融对应的消融功率。
60.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
61.将最后一次消融次数对应的消融功率调整为预设的磨砂功率。
62.在一实施例中,处理器101可以用于调用存储器102中存储的检测程序,并执行以下操作:
63.在所述3d轮廓图不存在所述待剥深曲面时,输出所述待加工工件无需剥深的提示信息。
64.在本实施例的技术方案中,获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面;在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息;根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率;根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。由于激光消融系统的控制装置可获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面,若存在,则可基于待加工工件的高度确定需要消融的次数,然后基于待加工工件的材料信息确定每一次消融对应的功率,通过材料信息灵活调整每次消融功
率,针对某些特定材料的待加工工件,可提高激光消融的精准度。
65.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
66.参照图2,图2为本发明激光消融系统的控制方法的第一实施例,方法包括以下步骤:
67.步骤s10,获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面。
68.加工技术是利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工以及做为光源,识别物体等的一门技术,传统应用最大的领域为激光加工技术。激光技术是涉及到光、机、电、材料及检测等多门学科的一门综合技术,传统上看,它的研究范围一般可分为:
69.1.激光加工系统。包括激光器、导光系统、加工机床、控制系统及检测系统。
70.2.激光加工工艺。包括切割、焊接、表面处理、打孔、打标、划线、微雕等各种加工工艺。
71.激光焊接:汽车车身厚薄板、汽车零件、锂电池、心脏起搏器、密封继电器等密封器件以及各种不允许焊接污染和变形的器件。目前使用的激光器有yag激光器,co2激光器和半导体泵浦激光器。
72.激光切割:汽车行业、计算机、电气机壳、木刀模业、各种金属零件和特殊材料的切割、圆形锯片、压克力、弹簧垫片、2mm以下的电子机件用铜板、一些金属网板、钢管、镀锡铁板、镀亚铅钢板、磷青铜、电木板、薄铝合金、石英玻璃、硅橡胶、1mm以下氧化铝陶瓷片、航天工业使用的钛合金等等。使用激光器有yag激光器和co2激光器。
73.激光治疗:可以用于手术开刀,减轻痛苦,减少感染。
74.激光打标:在各种材料和几乎所有行业均得到广泛应用,目前使用的激光器有yag激光器、co2激光器和半导体泵浦激光器。
75.激光打孔:激光打孔主要应用在航空航天、汽车制造、电子仪表、化工等行业。激光打孔的迅速发展,主要体现在打孔用yag激光器的平均输出功率已由5年前的400w提高到了800w至1000w。国内目前比较成熟的激光打孔的应用是在人造金刚石和天然金刚石拉丝模的生产及钟表和仪表的宝石轴承、飞机叶片、多层印刷线路板等行业的生产中。目前使用的激光器多以yag激光器、co2激光器为主,也有一些准分子激光器、同位素激光器和半导体泵浦激光器。
76.激光热处理:在汽车工业中应用广泛,如缸套、曲轴、活塞环、换向器、齿轮等零部件的热处理,同时在航空航天、机床行业和其它机械行业也应用广泛。我国的激光热处理应用远比国外广泛得多。目前使用的激光器多以yag激光器,co2激光器为主。
77.激光快速成型:将激光加工技术和计算机数控技术及柔性制造技术相结合而形成。多用于模具和模型行业。目前使用的激光器多以yag激光器、co2激光器为主。
78.激光涂敷:在航空航天、模具及机电行业应用广泛。目前使用的激光器多以大功率yag激光器、co2激光器为主。
79.激光成像:利用激光束扫描物体,将反射光束反射回来,得到的排布顺序不同而成像。用图像落差来反映所成的像。激光成像具有超视距的探测能力,可用于卫星激光扫描成
像,未来用于遥感测绘等科技领域。
80.在本实施例中,通过激光进行待加工工件的消融,以实现对待加工工件的凸点进行剥深,通过上位机软件控制3d线激光相机触发采图。x3直线模组扫描,3d线激光相机把被测物体的空间信息采集成图像与坐标点信息,具体的,通过3d线激光相机获取待加工工件的3d轮廓图,其中,3d线激光相机的作用包括采集待加工工件的空间结构信息,从而得到对应的3d轮廓图,静止状态下可以获得被测物体的(y,z)或(x,z)两维坐标,通过运动轴移动,3d线激光将会扫描出整个面得到(x,y,z)三维坐标,在得到待加工工件的3d轮廓图时,会判定其是否存在待剥深曲面。
81.可选的,识别所述3d轮廓图中是否存在与预设凸点图像特征相似的凸点图像特征;若存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图存在所述待剥深曲面;若不存在与所述预设凸点图像特征相似的凸点图像特征,确定所述3d轮廓图不存在所述待剥深曲面。通过预先确定是否存在待剥深曲面,无需再通过人为确定待加工工件是否需要加工。
82.步骤s20,在所述待加工工件存在所述待剥深曲面时,获取所述待剥深曲面的凸点对应的高度,以及所述待加工工件对应的材料信息。
83.在本实施例中,确定所述3d轮廓图对应的热力图,通过上述热力图确定待剥深曲面的高度;激光消融系统的控制装置可控制激光消融系统检测待加工工件的材料信息。
84.可选的,可激光消融系统检测预设在所述待加工工件的电子标签,从而确定待加工工件对应的材料信息。
85.可选的,可检测待加工工件材质,从而确定待加工工件对应的材料信息。
86.步骤s30,根据所述高度确定消融次数,以及根据所述材料信息确定每一次消融对应的消融功率。
87.在本实施例中,考虑到高度达到一定数值,凸点不能一次性消融就完成剥深,因此,可确定凸点的高度对应的消融次数,以对凸点进行多次消融,进而完成对待加工工件的凸点的剥深。
88.步骤s40,根据所述消融功率控制激光消融系统对所述待加工工件对应的所述待剥深曲面进行逐次消融。
89.在本实施例的技术方案中,由于激光消融系统的控制装置可获取待加工工件的3d轮廓图,并根据所述3d轮廓图确定所述待加工工件是否存在待剥深曲面,若存在,则可基于待加工工件的高度确定需要消融的次数,然后基于待加工工件的材料信息确定每一次消融对应的功率,通过材料信息灵活调整每次消融功率,针对某些特定材料的待加工工件,可提高激光消融的精准度。
90.参照图3,图3为本发明激光消融系统的控制方法的第二实施例,基于第一实施例,步骤s30包括:
91.步骤s31,将所述凸点的高度与预设剥深厚度值的比值作为所述消融次数,以及根据所述材料信息确定每一次消融对应的消融功率。
92.在本实施例中,凸点的高度与预设剥深厚度值的比值取正整数,当存在小数时,对小数只入不舍,例如:凸点的高度与预设剥深厚度值的比值为7-8之间,取8。
93.在本实施例的技术方案中,可自动基于待加工工件的高度确定对应的消融次数,
并确定每次消融的功率,提高了消融的智能化程度。
94.参照图4,图4为本发明激光消融系统的控制方法的第三实施例,基于第一至第二任一实施例,步骤s31之后,还包括:
95.步骤s32,在所述比值小于1时,输出调整预设消融功率的提示信息。
96.在本实施例的技术方案中,当凸点的高度与预设剥深厚度值的比值小于1,则判定凸点的高度小于预设剥深厚度值,考虑到预设剥深厚度值往往是基于最高精度设置的最优值,如高度小于预设剥深厚度,则认为调整预设剥深厚度可能会影响待加工工件的剥深精度,因此,可输出调整预设消融功率的提示信息,以使得管理人员将预设消融功率调整至凸点的高度对应的消融功率。
97.参照图5,图5为本发明激光消融系统的控制方法的第四实施例,基于第一至第三任一实施例,步骤s31之后,还包括:
98.步骤s33,在所述比值不为正整数时,输出调整最后一次消融次数对应的消融功率的提示信息。
99.在本实施例中,在所述比值不为正整数时,判定最后一次消融的功率不能使用预设消融功率,因此,可输出调整最后一次消融次数对应的消融功率的提示信息。例如:若所述比值为7-8之间,则消融次数取8,输出调整第八次消融的功率。
100.可选的,将最后一次消融次数对应的消融功率调整为预设的磨砂功率。由于磨砂功率对应的消融精度更高,在最后一次消融功率使用磨砂功率,可进一步提高消融精度。
101.在本实施例的技术方案中,在待加工工件的凸点的高度值较大时,通过本实施例,只需要人工调节最后一次消融的功率即可实现待加工工件的凸点的剥深,增加了消融待加工工件凸点的便捷性。
102.参照图6,图6为本发明激光消融系统的控制方法的第五实施例,基于第一至第四任一实施例,步骤s30包括:
103.步骤s34,根据所述高度确定消融次数,以及确定所述待加工工件对应的材料信息对应的衰减系数。
104.在本实施例中,激光消融系统的控制装置预先存储有材料信息与衰减系数的映射表,在得确定待加工工件的材料信息后,可基于材料信息确定对应的衰减系数。
105.步骤s35,在所述衰减系数不为1时,将所述预设消融功率与所述衰减系数的乘积作为每一次消融对应的消融功率。
106.在本实施例中,衰减系数为1,判定待加工工件并非特征材料,无需对预设消融功率进行衰减,可直接将预设消融功率进行作为消融功率。
107.在本实施例的技术方案中,通过不同的材料信息与衰减系数的对应关系,针对不同的材料可以选择更合适的消融功率,进而提高消融的精准度。
108.参照图7,图7为本发明激光消融系统的控制方法的第六实施例,基于第一至第五任一实施例,步骤s10之后,还包括:
109.步骤s50,在所述3d轮廓图不存在所述待剥深曲面时,输出所述待加工工件无需剥深的提示信息。
110.在本实施例的技术方案中,若基于3d轮廓图确定不存在待剥深曲面,则判定待加工工件无需加工,本实施例无需人工进行确认待加工工件是否需要进行凸点的消除,还输
出待加工工件无需剥深的提示信息使得管理人员及时了解。
111.为实现上述目的,本发明实施例还提供一种激光消融系统的控制装置,所述激光消融系统的控制装置包括:存储器、处理器及存储在所述存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上所述的激光消融系统的控制方法的各个步骤。
112.为实现上述目的,本发明实施例还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的激光消融系统的控制方法的各个步骤。
113.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用计算机可读存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的网络配置产品程序的形式。
114.本发明是参照根据本发明实施例的方法、装置(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理激光消融系统的控制装置的处理器以产生一个机器,使得通过计算机或其他可编程数据处理激光消融系统的控制装置的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
115.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
116.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
117.应当注意的是,在权利要求中,不应将位于括号之间的任何参考符号构造成对权利要求的限制。单词“包含”不排除存在未列在权利要求中的部件或步骤。位于部件之前的单词“一”或“一个”不排除存在多个这样的部件。本发明可以借助于包括有若干不同部件的硬件以及借助于适当编程的计算机来实现。在列举了若干装置的单元权利要求中,这些装置中的若干个可以是通过同一个硬件项来具体体现。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
118.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
119.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围
之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。