1.本发明属于环件轧制设备技术领域,尤其涉及一种非垂直检测环件外径的激光测距装置及其测量方法。
背景技术:
2.随着我国机械制造行业的迅速发展,环件应用范围非常广泛。环件轧机在全国许多厂家都在使用,但是由于环件轧机的结构限制,国内大部分的环件轧机的工件外径检测采用接触式测量杆装置带编码器或位移传感器进行检测,且外径检测的测量杆安装在轧机下锥辊平台上随着轧机同步运动。也有部分轧机采用激光测距装置,但是由于轧机本身的下锥辊电机位置的影响,激光测距装置也只能安装在轧机下锥辊平台上随着轧机同步运动。
3.在实现本发明的过程中,发明人发现现有技术至少存在以下问题:
4.1、由于接触式滚轮接触热工件易产生磨损且测量精度有一定的误差,对于环件轧制的控制存在一定的影响,从而造成环件轧制合格率相对降低。
5.2、外径检测装置安装在轧机下锥辊平台上随着轧机同步运动造成外径检测装置的编码器或位移传感器或激光测距装置震动较大,检测元件使用寿命较短,且抖动性造成测量的精度下降,轧制外径控制不易,造成工件终轧尺寸飘忽,为保证产品合格率必须提高金属投料进行弥补,从而降低产品成材率。
6.3、外径测量装置无冷却装置,检测元件易受环境温度影响,精度下降。
技术实现要素:
7.本发明所要解决的技术问题是提供一种提高环件轧制对热金属工件外径测量的准确性,同时实现外径测量的稳定性,提高轧制产品的合格率和成材率的非垂直检测环件外径的激光测距装置及其测量方法。
8.为了解决上述技术问题,本发明所采用的技术方案是:一种非垂直检测环件外径的激光测距装置,具有:
9.上底座;
10.底座装配体,所述上底座安装在所述底座装配体上,所述底座装配体能够调节上底座;
11.角度尺,安装在所述上底座上;
12.固定板,其第一端铰接在所述角度尺的圆心上;
13.激光测距仪,安装在所述固定板上。
14.所述上底座上还设有弧形的固定槽,所述固定板的第二端滑动安装在所述固定槽内。
15.所述底座装配体包括:
16.基座;
17.内螺纹立柱,安装在所述基座上;
18.调节杆,其第一端与所述内螺纹立柱的内螺纹配合;调节杆的第二端与所述上底座可调节连接。
19.所述调节杆的第二端与所述上底座通过上调节垫片和上调节螺母可调节连接。
20.所述上底座上设有横向的横向水平仪和纵向的纵向水平仪。
21.所述激光测距仪上还设有风冷装置。
22.上述的非垂直检测环件外径的激光测距装置的测量方法,包括如下步骤:
23.1)固定基座的位置,调整上底座使横向和纵向水平后固定上底座;
24.2)旋转固定板,调整激光器的光束点,将光束避开下锥辊电机风机的位置,前后移动轧机的机架保证光束在机架所有位置都能够无遮挡的通过机架空腔位置;
25.3)转动固定板,将光束点落在主辊的中心点位置,将固定板用螺杆和螺母穿过后安装孔和前安装孔,固定在上底座上;
26.4)通过激光测距仪测量出本装置c点到主辊的中心点位置a点的距离ac;通过角度尺测量出偏斜角度a;
27.5)正常轧机轧制过程中,热圆形工件在轧制过程中不断扩展外径,激光测距仪的光束点落在热圆形工件外径的e点上,轧制过程中能够测出激光测距仪到环件的距离ce;
28.6)通过函数计算公式得到当前热圆形工件实时外径ad=(ac-ce)/cosa。
29.上述技术方案中的一个技术方案具有如下优点或有益效果,提高环件轧制对热金属工件外径测量的准确性,同时实现外径测量的稳定性,提高轧制产品的合格率和成材率。
附图说明
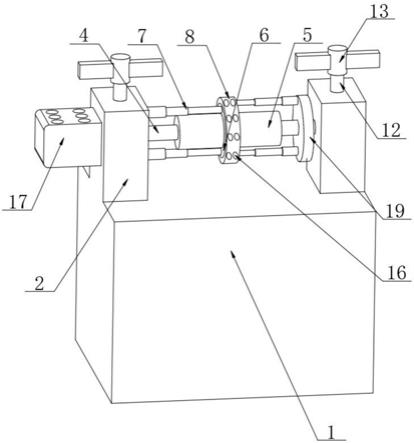
30.图1为本发明实施例中提供的非垂直检测环件外径的激光测距装置的结构示意图;
31.图2为图1的非垂直检测环件外径的激光测距装置的环件轧机本体的结构示意图;
32.图3为图1的非垂直检测环件外径的激光测距装置的结构示意图;
33.图4为图1的非垂直检测环件外径的测量体总成的结构示意图;
34.图5为图1的非垂直检测环件外径的结构示意图;
35.图6为图1的非垂直检测环件外径的测量原理图;
36.上述图中的标记均为:1、环件轧机本体,101、主辊,102、芯辊,103、抱辊,104、机架,105、锥辊总成,106、上锥辊总成,107、下锥辊电机风机,108、工件,2、测量装置装配体,3、测量体总成,301、固定板,302、后安装孔,303、前安装孔,304、风冷装置,305、激光测距仪,4、底座装配体,401、基座,402、固定孔,403、内螺纹立柱,404、调节杆,405、下调节螺母,406、下固定螺母,407、上底座,408、上调节螺母,409、上调节垫片,410、轴孔,411、固定槽,412、轴孔,5、横向水平仪,6、纵向水平仪,7、角度尺。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
38.参见图1-6,一种非垂直检测环件外径的激光测距装置,包括测量体总成3通过安装孔与底座装配体4相连接,横向水平仪5、纵向水平仪6、角度尺7安装在底座装配体4上,可以进行保证水平和测量角度值。底座装配体4自身也是一个立体组合体,由基座401、内螺纹立柱403、调节杆404和上底座407整体连接好后,就可以进行细节调整下调节螺母405、下固定螺母406、上调节螺母408、上调节垫片409,以实现整个装置的水平度,确保装置在测距过程中的准确性。
39.测量体总成3由固定板301、后安装孔302、前安装孔303、风冷装置304、激光测距仪305组成,激光测距仪305安装固定在风冷装置304内,风冷装置304侧部有连接孔直接连接压缩空气进行冷却,风冷装置304内安装在固定板301上,固定板301通过前后安装孔安装到上底座407上的轴孔410和固定槽411上,同时将角度尺7安装在上底座407和固定板301中间,这样的结构可以是测量体总成3在上底板407上可以旋转调节,并可以通过角度尺7读出当前安装后的偏转角度,一般此角度较小在5-10度左右。角度尺7安装必须要保证方向和角度,同时角度尺7和测量体总成3必须保证同心,这样在测量体总成3安装后调整时可以保证测量出角度的正确性。
40.针对现有接触式测量辊在环件轧机轧制过程的频繁损坏以及轧制环件的精度控制不太准确的缺陷,减少环件金属投料和所用备件消耗,同时将激光测距以固定远离热工件安装在设备本体以外(该技术方案中将整个装置偏离轧机中心安装,可以有效的躲避目前环件轧机中心线位置上的下锥辊电机的风机位置,实现远距离测量外径尺寸),彻底消除震动和温度对激光测距仪的影响,提升设备运行可靠性,提供一种结构简单能够可靠准确地检测到热态环件实时外径的装置。
41.设计过程中考虑热工件散发出的温度和环境温度的影响,由于激光测距仪305要求的环境温度不超过60度,风冷却装置304可以降低环境温度,保证激光测距仪305的运行稳定性。
42.上底座407上有1个轴孔410、1个固定槽411、4个轴孔412,四个角轴孔412与调节杆404相连,通过下调节螺母405、上调节螺母408和上调节弹簧垫409,来保证上底座407处于一个水平的位置,水平位置的确定通过固定在上底座407上的横向水平仪5和纵向水平仪6来验证;上底座407中上轴孔410位置在中后部,通过轴孔410直接与测量体总成3的后安装孔302相连接;上底座407中前部的固定槽411,通过固定槽411直接与测量体总成3的固定板301上前安装孔303相连接;固定槽411为扇形槽,测量体总成3的前安装孔303可以在里面旋转,保证激光测距仪发射出的激光可以调整方向。
43.基座401上有四个固定孔402用于将底座装配体4安装在基础上进行固定,保证装置的稳定性和可靠性。
44.内螺纹立柱403通过内螺母与调节杆404相连,并通过下固定螺母406旋紧固定,内螺纹立柱403与基座401进行焊接,焊接过程中保证垂直度。
45.基座401、内螺纹立柱403、调节杆404和上底座407整体连接好后,就可以进行细节调整下调节螺母405、下固定螺母406、上调节螺母408、上调节垫片409,以实现整个装置的水平度,确保装置在测距过程中的准确性。
46.测量体总成3安装的设计思路在于确保测距仪的旋转调整后能够直接测量出旋转
的角度,以实现后面对环件轧制过程中外径测量后的函数计算。同时底板设计思路还保证了整个测量平面的水平度。
47.非垂直检测环件外径的激光测距装置的测量方法,包括如下步骤:
48.在正常工作过程中,将本装置安装在环件轧机的后部,远离工件约8米-10米的距离(所在环件轧机的最大轧制尺寸为4米),固定于轧机中心线以外范围,固定基座401的位置,调整上底座407使横向和纵向水平后固定上底座407,旋转测量体总成3,调整激光器的光束点,将光束正好避开下锥辊电机风机107的位置,前后移动轧机的机架104保证光束在机架所有位置都能够顺利无遮挡的通过机架空腔位置(下锥辊总成105和上锥辊总成106之间的位置)。微微转动测量体总成3,将光束点落在主辊101的中心点位置,将测量体总成3用螺杆和螺母穿过后安装孔302和前安装孔303,固定在上底座407上。
49.在安装好本装置后,通过激光测距仪测量出本装置c点到主辊101的中心点位置a点的距离ac。通过角度尺7测量出偏斜角度a(如图6所示)。
50.正常轧机轧制过程中,热圆形工件108在轧制过程中不断扩展外径,测量体总成3的光束点落在热圆形工件108外径的e点上,轧制过程中可以测出激光测距仪到环件的距离ce,通过函数计算公式得到当前热圆形工件108实时外径ad=(ac-ce)/cosa。
51.采用上述的方案后,在实际轧制过程中,由于热工件外径激光测距装置处于轧机本体外部固定的斜偏位置,且不随着轧机轧制过程中的运动而运动,激光束躲过了翘起的下锥辊电机的散热风扇,保证了激光束能够稳定地照射到热工件的表面,而外径的计算通过固定的计算公式反算出实际的外径尺寸,实现了外径测量的稳定性,提高了轧制产品的合格率和成材率,对于提高检测元件的寿命,提高检测精度,减少轧制过程中的人工干预度,降低对主操作人员的操作技术要求。
52.在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
53.在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
54.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。