1.本发明涉及机械加工技术领域,具体涉及一种掘进机主轴承及该主轴承外圈组件的加工方法。
背景技术:
2.掘进机中,主轴承作为全断面隧道掘进机的“心脏”,承担着掘进机运转过程中的主要载荷。掘进机主驱动安装在掘进机盾体上,主轴承安装在主驱动的中间位置,而主驱动与主轴承间由穿过主轴承连接通孔的联接螺栓将主轴承外圈与主驱动把牢固定;盾构机的刀盘和掘进过程中泥沙的重量通过主驱动法兰传递到主轴承的内圈上,滚子组件承载掘进机的运转载荷,由此可见,主轴承上连接通孔的加工精度对主驱动的联接螺栓和主驱动的性能有重大意义。
3.目前,主轴承上的安装通孔的装配方法均采用的是进行拆分加工,此种方法因机床定位误差和刀具磨损等原因容易造成主轴承的外圈装配时连接通孔无法保证其同轴度,从而出现台阶使其在装配时造成外圈连接通孔的垂直度出现偏差。然而,当掘进机在恶劣工况下掘进时,外圈装配时连接通孔无法保证其同轴度会对主驱动联接螺栓发生剪切,恶化了主驱动联接螺栓的受力工况,并存在着安装孔间的装配台阶切断主驱动联接螺栓的风险。
技术实现要素:
4.本发明的目的在于针对现有技术的不足,为了保证主轴承外圈安装孔间的垂直度、提高安装孔的加工效率和避免装配时安装孔间的台阶剪切联接螺栓的发生,提供一种掘进机主轴承及该主轴承外圈组件的加工方法。
5.为实现上述目的,本发明提供了一种掘进机主轴承,包括外圈组件、内圈组件和滚子组件;所述外圈组件包括采用同中心轴线并列设置的第一外圈和第二外圈;所述第一外圈上设有第一连接孔、第一安装孔、螺纹孔和第一销轴孔,所述第一连接孔采用沿第一外圈的中心轴线贯穿设置;所述第一安装孔、螺纹孔和第一销轴孔均设有沿第一外圈的中心轴线分布的多个;所述第二外圈上设有第二连接孔、第二安装孔、第三安装孔和第二销轴孔,所述第二连接孔采用沿第二外圈的中心轴线贯穿设置;所述第二安装孔、第三安装孔和第二销轴孔均设有沿第二外圈的中心轴线分布的多个,且分别与第一安装孔、螺纹孔和第一销轴孔采用一一对应设置;第一连接孔和第二连接孔形成用于安装滚子组件和内圈的安装腔体,所述滚子组件设置于外圈组件与内圈之间。
6.可选的,所述第一销轴孔和第二销轴孔均设置为锥形结构。
7.可选的,所述第一连接孔的内壁面与内圈相接触的接触部位以及第二连接孔的内壁面与内圈相接触的接触部位与内圈相接触表面的形状相匹配。
8.可选的,所述滚子组件包括主推滚子、辅推滚子和径向滚子,所述主推滚子的外表面同时与第一外圈的内壁和内圈的外壁接触设置;所述辅推滚子的外表面同时与第二外圈
的内壁和内圈的外壁接触设置;所述径向滚子的外表面同时与第一外圈的内壁和内圈的外壁接触设置,且径向滚子的一个端面与第一外圈和第二外圈的接触面对齐;所述主推滚子和辅推滚子的中心轴线相互平行设置,所述径向滚子的中心轴线与主推滚子的中心轴线相互垂直设置。
9.本发明还提供一种该主轴承外圈组件的加工方法,包括以下步骤:
10.1)分别对第一外圈的外表面、第二外圈的外表面、第一连接孔和第二连接孔进行加工;
11.2)分别对第一外圈的第一连接孔螺纹孔和第二外圈的第二连接孔通孔进行加工;
12.3)采用连接螺栓将螺纹孔和第三安装孔相互连接;
13.4)对第一外圈的第一销轴孔和第二外圈的第二销轴孔进行加工;
14.5)采用销轴对第一销轴孔和第二销轴孔相互连接;
15.6)对第一外圈的第一安装孔和第二外圈的第二安装孔进行加工。
16.可选的,对第一外圈的外表面、第二外圈的外表面采用粗加工、表面处理和精加工的方式进行加工。
17.可选的,所述表面处理包括对第一外圈与滚子组件相接触的部位以及第二外圈与滚子组件相接触的部位进行淬火处理、回火处理和磁粉探伤处理。
18.可选的,在对第一连接孔和第二连接孔进行加工时,采用从第一外圈的一端向第二外圈的方向进行加工的方式。
19.与现有技术相比,本发明具有以下有益效果:
20.(1)本发明提供的掘进机主轴承,通过将外圈组件设置为由第一外圈和第二外圈的组合式结构,使其便于装配(先将第一外圈与主推滚子组件、内圈、径向滚子组件、辅推滚子组件进行装配后再将第二外圈进行装配,减少了安装难度)。
21.(2)本发明提供的主轴承外圈组件的加工方法,通过对外圈的其他部位(外表面、内表面、螺纹孔、第三安装孔)进行加工后,采用连接螺栓将第一外圈和第二外圈进行相互锁紧连接后再进行第一销轴孔和第二销轴孔的加工,以有效保证第一销轴孔和第二销轴孔在重复拆卸和安装时均能够保证其处于同一轴线上;且通过采用销轴对第一外圈和第二外圈进行精准定位连接后再进行第一安装孔和第二安装孔的加工,以有效保证第一安装孔和第二安装孔在重复拆卸和安装时均能够保证其处于同一轴线上;避免了外圈组件在装配时第一安装孔和第二安装孔接触面间出现台阶剪切主驱动联接螺栓的发生,有效保证了第一安装孔和第二安装孔之间的垂直度和加工精度,改善了主驱动联接螺栓的受力工况,提高了掘进机主驱动的工作性能,并保证了掘进机主轴承反复拆卸、装配时的装配精度。
22.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
23.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
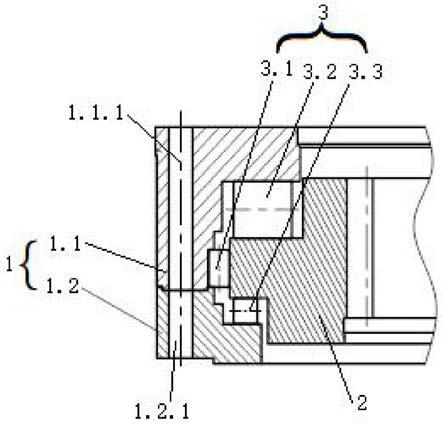
24.图1是本发明实施例中掘进机主轴承沿第一安装孔、第二安装孔至中心轴线的剖面示意图;
25.图2是本发明实施例中掘进机主轴承沿螺纹孔、第三安装孔至中心轴线的剖面示意图;
26.图3是本发明实施例中掘进机主轴承沿第一销轴孔、第二销轴孔至中心轴线的剖面示意图。
27.其中:
28.1、外圈组件,1.1、第一外圈,1.1.1、第一安装孔,1.1.2、螺纹孔,1.1.3、第一销轴孔,1.2、第二外圈,1.2.1、第二安装孔,1.2.2、第三安装孔,1.2.3、第二销轴孔,2、内圈,3、滚子组件,3.1、主推滚子,3.2、辅推滚子,3.3、径向滚子。
具体实施方式
29.为使本发明的上述目的、特征和优点等能够更加明确易懂,下面结合附图对本发明的具体实施方式做详细的说明。需说明的是,本发明附图均采用简化的形式且均使用非精确比例,仅用以方便、清晰地辅助说明本发明实施;本发明中所提及的若干,并非限于附图实例中具体数量;本发明中所提及的
‘
前
’‘
中
’‘
后
’‘
左
’‘
右
’‘
上
’‘
下
’‘
顶部
’‘
底部
’‘
中部’等指示的方位或位置关系,均基于本发明附图所示的方位或位置关系,而不指示或暗示所指的装置或零部件必须具有特定的方位,亦不能理解为对本发明的限制。
30.实施例:
31.参见图1至图3所示,本发明提供的一种掘进机主轴承,包括外圈组件1、内圈2和滚子组件3;
32.所述外圈组件1包括采用上下设置的第一外圈1.1和第二外圈1.2,第一外圈1.1上设有第一连接孔、第一安装孔1.1.1、螺纹孔1.1.2和第一销轴孔1.1.3,第二外圈1.2上设有第二连接孔、第二安装孔1.2.1、第三安装孔1.2.2和第二销轴孔1.2.3,第一连接孔沿第一外圈1.1的中心轴线贯穿设置,第二连接孔沿第二外圈1.2的中心轴线贯穿设置,第一安装孔1.1.1、螺纹孔1.1.2和第一销轴孔1.1.3均设有沿第一外圈1.1的中心轴线分布的多个,且均位于第一连接孔外侧;第二安装孔1.2.1、第三安装孔1.2.2和第二销轴孔1.2.3均设有沿第二外圈1.2的中心轴线分布的多个,且均位于第二连接孔外侧;多个第一安装孔1.1.1和多个第二安装孔1.2.1采用一一对应设置、多个螺纹孔1.1.2和多个第三安装孔1.2.2采用一一对应设置、多个第一销轴孔1.1.3和多个第二销轴孔1.2.3采用一一对应设置,多个第一安装孔1.1.1和多个第二安装孔1.2.1用于与掘进机连接,多个螺纹孔1.1.2和多个第三安装孔1.2.2通过多个连接螺栓相互连接,多个第一销轴孔1.1.3和多个第二销轴孔1.2.3通过多个销轴相互连接;
33.所述内圈2设置于第一连接孔和第二连接孔内,且内圈2的外壁与第一连接孔、第二连接孔的内壁之间还设有滚子组件3。
34.优选的,所述滚子组件3包括主推滚子3.1、辅推滚子3.2和径向滚子3.3,所述主推滚子3.1设置于第一外圈1.1和内圈2之间,所述辅推滚子3.2设置于第二外圈1.2和内圈2之间,所述径向滚子3.3设置于内圈2与第一外圈1.1之间且其一端与第二外圈1.2的端面接触设置,且径向滚子3.3的中心轴线与主推滚子3.1、辅推滚子3.2的中心轴线相互垂直设置。
35.优选的,所述第一销轴孔1.1.3和第二销轴孔1.2.3均设置为锥形结构。
36.优选的,所述第一连接孔和第二连接孔的截面与内圈2相互配合部位的截面设置
为一致。
37.一种主轴承外圈组件的加工方法,包括如下具体步骤:
38.1)分别对第一外圈和第二外圈的内外表面(内外表面包括第一外圈的外表面、第二外圈的外表面、第一连接孔和第二连接孔)进行粗加工;
39.2)分别对第一外圈与滚子组件相接触的部位以及第二外圈与滚子组件相接触的部位依次进行淬火处理、回火处理和磁粉探伤处理;
40.3)分别对第一外圈和第二外圈的内外表面进行精加工,并保证第一外圈和第二外圈的接触面能够完全紧密贴合;
41.4)分别对第一外圈的螺纹孔和第二外圈的第三安装孔进行加工,并对第一外圈的第一销轴孔和第二外圈的第二销轴孔的底孔进行加工;
42.5)通过连接螺栓将螺纹孔和第三安装孔相互连接,以实现第一外圈与第二外圈的连接形成外圈组件,将外圈组件置于加工设备上对第一销轴孔和第二销轴孔进行精加工,以保证第一销轴孔和第二销轴孔的同轴度及精度的一致性;同时可根据外圈组件的结构,对其他部位(如螺纹孔等)进行逐一加工;
43.6)通过销轴将第一销轴孔和第二销轴孔进行连接后对第一安装孔和第二安装孔进行加工,以保证第一安装孔和第二安装孔的同轴度及精度的一致性;
44.7)拆除销轴和连接螺栓,对第一外圈和第二外圈分别进行去刺处理。
45.优选的,在对第一安装孔和第二安装孔进行钻孔处理时,采用从第一外圈的一端向第二外圈的方向进行钻孔,以防止第一外圈和第二外圈相互偏移的问题(因连接螺栓和销轴均是从第二外圈向第一外圈的方向进行连接,因此,在对第一安装孔和第二安装孔进行钻孔时,从第一外圈的一端向第二外圈的方向进行钻孔有利于第一外圈与第二外圈之间的相对稳定)。
46.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。