1.本发明涉及毛巾取暖器、暖气片等类似产品的实用且耐用的生产组装。
背景技术:
2.根据暖气片使用的材料,有多种类型。如铸铁暖气片、铝制暖气片、钢制暖气片。
3.暖气片是中央供暖系统中用作空间加热器的最常用设备。虽然事实上,这些设备中大约70%至80%的总热量传递是通过对流进行的,而30%至20%是通过辐射进行的,但在过去的时间对暖气片的错误名称仍然沿用至今。暖气片可以分别四组,如铸、钢、铝和板式。
4.铸铁暖气片是分切片制造,并根据所需容量分组使用。出于实用目的,建议最多将以30个切片分组。在强制情况下,在切片较多的组中,组的入口和出口必须在不同的侧面。由于铸铁的耐腐蚀性,它们具有很长的使用寿命。一般来说,铸铁暖气片可在热水系统中使用高达4bar的压力,在蒸汽系统中使用高达2bar的压力。更高的压力需要定制制造。
5.它有不同的结构以用于不同的体积。每个铸造暖气片切片的厚度为60毫米,并从上方和下方通过r 32毫米钢接头相互连接。热容量在ts 369(土耳其369号的标准)和din 4703(德国标准机构4703号的标准)中已确定。
6.切片钢暖气片由厚度至少为1.25毫米除锈的具有一般结构钢fe-37特性的金属板制成。两个侧面板是在压力机中成型的,其表面没有褶皱、裂纹、鳞片和凹痕,通过点焊或类似的焊接工艺连接成薄层片。获得的切片可以通过螺纹钢接头组合在一起或从对接表面焊接。
7.热水系统中使用的钢制暖气片的最大工作压力为4bar。钢制暖气片比铸铁暖气片更轻、更便宜。泄漏可以通过焊接修复。最重要的缺点是它不耐腐蚀。因此,建议使用钢制暖气片的系统应覆盖封闭式膨胀板。
8.铝制暖气片可以通过铸造和挤压两种方式制造。铸件由bs en 1676标准中给出的alsi9cu合金制成,壁厚至少为1.5毫米;挤压件由en aw-606锻造铝合金制成,对应于almgsi合金,壁厚至少为1.1毫米。带有左右r11/4
″
惠氏(whitworth)管螺纹接头将会用于切片相互连接。
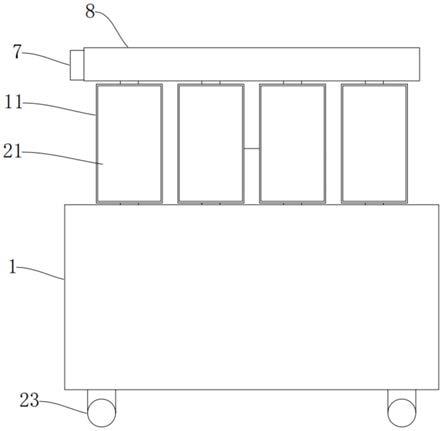
9.电暖气片是一种看起来像暖气片可移动的轮式的暖气片,但包含电加热油而不是热水。在电热元件的辐射面上,油在传热暖气片中被加热,然后暖气片对周围空气进行加热。它含有稠油和用于加热这种油的加热棒。由于该系统需要电能,因此它不是许多用户经常使用的暖气方式。它用于中央供暖装置,除此之外它也会用作为电动和轮式移动设备。
10.板式暖气片是当今经常使用的一种暖气片,因为它具有热功率效率。这种类型的暖气片主要由平板或波浪板组成。它们由至少1.25毫米厚、除锈的具有一般结构钢fe-37特性的金属板制成,并在压力机中成型。前板和后板通过点焊或类似的焊接工艺连接形成暖气片。通常,前表面是平的,后表面可以是平的或平面的翼。前表面的热传递主要通过辐射,而后表面的热传递主要是通过对流的。
11.板式暖气片中的热传递是通过称为对流器并焊接到水道上的薄板进行的。板式暖气片由适合拉丝工艺的冷板材料制成。
12.根据我们的研究,找到了申请号为2018/17012的发明申请。本发明特别涉及在通过钎焊将挤压铝头型材连接到构成主体的翅片管挤压铝型材的下部和上部方面,以确保进行焊接工艺的钎焊点的温度达到相同的均匀度;通过在钎焊前成型挤压铝型材的挤压铝型材和翅片管的接触面应用于翅片管加工的方法。
13.申请号为2017/03646的发明涉及与暖气片(换热器也是)现有物理结构中的风管不是平行于垂直轴线,而是赋予一个角度,还有开口端,用导热材料在中间垂直切割,通过给出不同的形状而不是直圆柱,从暖气片底部进来并通过从上方被加热而离开暖气片的热空气在本发明所提的暖气片中在更长的时间内沿着更长的路径,通过增加暖气片的传热,也到暖气片的底部,根据垂直或吸气运动的轴线,通过添加向外倾斜的着陆表面,保证更多的气流从暖气片底部进入,结果提供更热的空气来提高效率。
14.申请号为2017/00387的发明涉及0.6mm和1.2mm之间的板厚的l型板式暖气片,具有宽椭圆空间、窄填充椭圆空间、窄椭圆空间、宽矩形空间和窄矩形空间。
15.申请号为2015/00963的发明涉及一种具有至少一个层暖板的板式暖气片。它由波纹金属板组成,对于每个通道应用波纹。最前面的加热面板在其可见侧被贴在最前面的加热面板上的平坦盖板覆盖。粘贴工艺使用双面粘合箔进行粘合。
16.申请号为2012/13581的发明涉及为了将毛巾取暖器的侧堵头防漏地连接到毛巾取暖器主体上,通过使用位于堵头上的环形铜线,该铜线在高温下熔化并完全穿透主体和堵头连接处而提供一个防漏相连。
17.申请号为2005/04070的发明涉及板式暖气片含有两个侧盖,一个正面和一个背面,为了降低表面温度,增加抗腐蚀性,用硅基粘合剂粘在面向房间的暖气片的前面,侧盖水平的两端以圆形的形状向内弯曲至少270
°
,由平板金属制成的保护片,可在其上进行印刷和着色。
18.申请号为2018/07114的发明涉及通过在面板叶片上,侧面进行了角度优化,缩短了焊接面,以及通过减少暖气片中使用的金属板量来增加热容量。本发明尤其涉及通过可以确保使用更少的原材料,在当前深度的形式的侧表面上进行角度修正,不影响热容量的9-13mm焊接面的暖气片。
19.申请号为2017/16172的发明涉及暖气片本体的一个空间,提供用于加热的液体分布的连接件,为了控制通过连接件的液体,把连接件通过芯连接到面向空间的端,在所提空间中带有阀门的板式暖气片系统。
20.申请号为2011/11001的发明涉及带有暖气片凸出的,组装的板式暖气片套上可组装和拆卸的面板而组成的装饰面板。至少覆盖所提暖气片含有至少一个表面的至少一个装饰面板,位于所提暖气片和从前表面连接到所提面板的覆盖面板之间的与暖气片凸出连接的下部固定件,用于使用下部固定件将装饰面板固定到暖气片下方的凸出上的至少一个槽道并保证下部固定件进入这个槽道的凹槽,以及保证下部固定件固定在装饰面板下方的下部固定件槽中的固定件。
21.申请号为2011/03558的发明涉及为了去除板式暖气片向生活空间的前表面制造过程中形成的焊痕,金属材料成品装饰面板从侧边面用激光焊缝四周焊接形成焊痕,并与
板式暖气片似乎是一体的焊痕,以及这样装饰新面板不包含任何变形和焊接痕迹并所有这些提到的过程都能完成的,去除板式暖气片上的激光焊接痕迹的技术。
22.申请号为1999/02127的发明板式对流型暖气片的顶盖僵硬安装在暖气片上。在顶盖安装僵硬的同时,保证面板对流顶盖与暖气片垂直。此外,由于可以缩短顶盖的后缘,因此降低了顶盖的成本。u型支架已开发用于将面板对流器顶盖安装在暖气片上。u形支架的u形由两个对称的边缘组成的。u形支架的长度设计为使u形支架在其挂钩安装在暖气片边缘后进入对流器至少5毫米。u形支架的其他尺寸使得它可以轻松进入对流器,并且这些尺寸取决于对流器尺寸。
23.最后,在紧配合方法中,铝制暖气片采用挤压法生产,型材和集热器组件在铝毛巾取暖器和板式暖气片中采用紧配合方法制成。在这种方法中,收集器和型材通过在接头之间制作衬套而相互安装。由于这种情况,会因腐蚀而发生泄漏。此外,由于热值和冷值的变化,材料会随着时间的推移而拉伸,紧配合区可以再次打开。
技术实现要素:
24.本发明涉及一种满足上述要求,消除所有缺点并带来一些额外优点的毛巾取暖器和板式暖气片的生产和组装方法。
25.本发明所提的毛巾取暖器和板式暖气片的生产和组装方法的主要目的是通过撬装方法将外面板连接到管道上。
26.本发明的另一个目的是:保证管道通过紧密配合或焊接更容易地连接到收集器。
27.本发明的另一个目的是:保证生产后的安装方式比目前的技术更实用、更耐用。
28.本发明的另一个目的是:允许更容易干预,因为它包含在可能的维修或修改的情况下的撬块。
29.本发明的另一个目的是:提供一种焊接方法,以防止在当今使用的紧密配合方法中出现泄漏。
30.本发明的另一个目的是:与现有生产相比,这种方法可以在短时间内批量生产,从而生产更多产品。这种方法也可以集成到现有的焊接方法、自动焊接机和系统中。
附图说明
31.为了更好地理解本发明的实施例及其附加元件的优点,应结合以下描述的附图进行评估。
32.图
–
1:作为本发明的毛巾取暖器和板式暖气片的中间体型材下部集热器组装的线性视图。
33.图
–
2:作为本发明的毛巾取暖器和板式暖气片的中间体型材上部集热器组装的线性视图。
34.图
–
3:作为本发明的毛巾取暖器和板式暖气片安装在收集器上的线性视图。
35.图
–
4:作为本发明的外翼型材的顶部线性视图。
36.图
–
5:作为本发明的外翼型材的安装中间体型材方式的线性视图。
37.图
–
6:作为本发明的堵头顶部的线性视图。
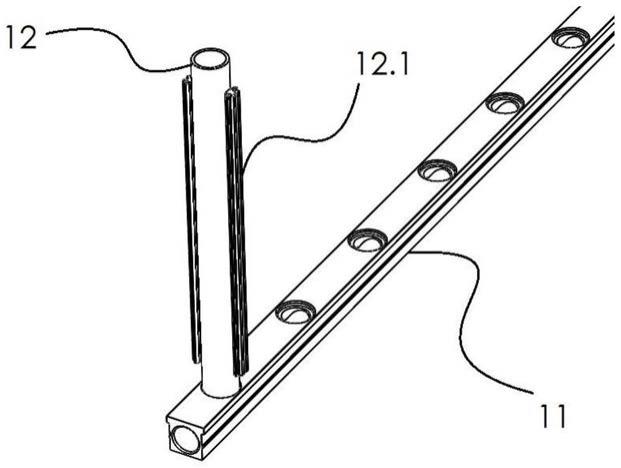
38.图
–
7:作为本发明的堵头安装在外翼型材上的线性视图。
39.图
–
8:作为本发明的中间支撑楔的线性视图。
40.图
–
9:作为本发明的中间支撑楔安装在外翼型材上的线性视图。
41.图
–
10:作为本发明的中体型材的凸形结构的线性视图。
42.图
–
11:作为本发明的中体型材包含至少一个凸形结构的线性视图。
43.图
–
12:作为本发明的外翼型材包含至少一个凹形结构的线性视图。
44.图
–
13:作为本发明的外翼型材带直角和组装形式的线性视图。
45.图
–
14:作为本发明的外翼型材带椭圆角和组装形式的线性视图。
46.图
–
15:作为本发明的外翼型材带弯曲角和组装形式的线性视图。
47.附图不一定需要按比例缩放,并且可以忽视对于理解本发明不必要的细节。此外,至少基本相同或具有至少基本相同功能的元件由相同的数字表示。
48.零件参考
49.10
ꢀꢀꢀ
板式暖气片
50.11
ꢀꢀꢀ
收集器型材
51.12
ꢀꢀꢀ
中体型材
52.12.1 凸形结构
53.13
ꢀꢀꢀ
外翼型材
54.13.1 凹形结构
55.14
ꢀꢀꢀ
堵头
56.15
ꢀꢀꢀ
中间支撑楔
具体实施方式
57.图1和图2显示了毛巾取暖器和板式暖气片10的中体型材12与下和上集热器11的组装线性视图,在图3中有中体型材12安装在收集器11上的线性视图。具有凸形结构12.1的中体型材12通过焊接方法安装到收集器型材11。在组装过程中,中体型材12上没有外翼型材13。因此,外翼型材13在焊接过程中不会受到任何损坏,并且可以在中体型材12的所有表面上容易地进行焊接工艺。
58.图4显示了发明所提的外翼型材13的顶部线性视图,而在图5中有发明所提的外翼型材13安装在中体型材12组装形式的线性视图。外翼型材13带有凹形结构13.1,以便通过滑动将外翼型材13传递到管道。通过这种结构,外翼型材13被安装到管道上的凸形结构12.1。
59.图6显示了发明所提的堵头14顶部的线性视图,并图7显示了堵头14安装在外翼型材13顶部的线性的视图。生产附加的堵头14以防止外翼型材13向上或向下移动。这些堵头14定位于板式暖气片10的下侧和上侧,即每个外翼型材13的上侧和下侧。因此,无意识的用户不可能移除或误用。
60.图7中有堵头14安装在外翼型材13的线性视图、图8显示了中间支撑楔15的线性视图,图9显示了中间支撑楔15安装在外翼型材15上的线性视图。进入外翼型材13下侧的堵头14通过焊接方法固定。并且以确保强度,外翼型材到中体型材12插入中间支撑楔块15。一个中体型材12和外翼型材13中至少插入一个中间支撑楔15。
61.图10显示了中体型材12的凸形结构12.1的视图。至少保持一个凸形结构12.1对应
于中体型材12和板式暖气片10的前面和壁部区来进行生产。
62.在图11中有中体型材12包含一多凸形结构12.1的线性视图,并在图12中有外翼型材13包含一多凹形结构的线性视图。此外,中间体型材12也可以以四臂形凸形结构12.1的形式生产,其从中间体型材12的中心定位并从左右部分退出。根据这种生产方法,它也可以在外翼型材13上对应的两个凹形结构结构13.1的方式生产。
63.在图片13中有外翼型材13带有直角和组装形式的线性视图,在图14中有外翼型材13带有椭圆角和组装形式的线性视图,并在图15中有外翼型材13带有弯曲角和组装形式的线性视图。外翼型材13的至少一个凹形结构13.1对应一个的在中体型材12的凸形结构12.1或同时对应两个中体型材12的凸形结构12.1的形式来生产。也可以根据使用或视觉需要对所述外翼型材13进行成形。外翼型材13可以可选地具有直角、椭圆角或弯曲角。中间支撑楔15也可以在外翼型材13的拐角处进行形状改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。