1.本发明涉及照明制造技术领域,特别是一种线光源灯罩及其制造方法。
背景技术:
2.在节能环保的背景下,led灯具因其具有出光效率高、聚光性能好而越来越多地应用于居家、商业照明领域。采用led芯片的照明灯具存在眩光和反射眩光问题,为了解决上述问题,研究者试图采用线光源替代点光源,一般采用加一个扩散灯罩的方法,该扩散灯罩会对来自led的光线进行扩散,但由于扩散方向不单一,造成线光源成像杂乱模糊,这种线光源又被直接用于照射被照射面,配光效果不好,能量衰减较多,使得形成的线光源昏暗杂乱,最终投射至照射面上的光照不均匀,导致照明效果不佳。
3.为此有研究者提出了一种单一方向拉伸led芯片的光学结构,该结构可以是光学膜或者光学透镜的阵列,其中,光学膜使用更方便,成本更低,但是光学膜难固定的问题一直是困扰,为此,有研究者提出将光学膜粘贴到灯罩上,但是过程由于需要加热压制,存在破坏光学结构的问题,如何将光学膜贴合地固定到灯罩上并且保证光学结构不被破坏变成了需要实现的目标。
技术实现要素:
4.有鉴于此,本发明提供了一种线光源灯罩及其制造方法,以解决上述技术问题。
5.一种线光源灯罩,包括条形灯罩本体,还包括贴合所述条形灯罩本体的光学膜,所述光学膜设有沿着长度方向拉伸成像的光学结构,所述光学膜与所述条形灯罩本体内表面的粘连区域位于所述条形灯罩本体的两侧。
6.优选的,所述光学膜朝向形灯罩本体的一面设有所述光学结构。
7.优选的,所述光学膜设置在所述条形灯罩本体内表面或者外表面。
8.优选的,所述条形灯罩本体的横截面为拱形的曲面。
9.优选的,所述条形灯罩本体的横截面的两侧外翻。
10.优选的,所述粘连区域通过紫外线胶粘连。
11.一种线光源灯罩的制造方法,包括以下步骤:
12.(1)设置形状与所述条形灯罩本体相同的真空下模治具,将光学膜放在所述真空下模治具上;
13.(2)真空下模治具工作,通过吸真空方式将光学膜吸贴服在所述真空下模治具的表面;
14.(3)在所述光学膜的两侧沿着长度方向点胶;
15.(4)将条形灯罩本体放到吸附有光学膜的真空下模治具上,所述形灯罩本体与光学膜贴合;
16.(5)设置形状与所述条形灯罩本体相同的上模治具,上模治具下压到条形灯罩本体的另一面,待胶水干燥后,脱模得到线光源灯罩。
17.所述真空下模治具的形状与述条形灯罩本体的内表面或者外表面相同。
18.步骤(3)中,点胶的胶水为紫外线胶;
19.步骤(5)中,上模治具下压到条形灯罩本体上后,通过紫外线照射点胶区域让紫外线胶固化。
20.本发明的技术效果:
21.本发明的线光源灯罩及其制造方法,灯罩本体可以通过目前非常成熟的镜面挤出工艺生产,将带有光学微结构的光学膜通过uv胶固定在灯罩上,实现强聚光扫光光线的线光源效果,不仅适用于平面灯罩,也适用于弧形灯罩,无需加热,不易破坏光学膜上的光学微结构,且灯罩长度不受模具设备影响,理论上可做无限长,通用性强。
附图说明
22.以下结合附图描述本发明的实施例,其中:
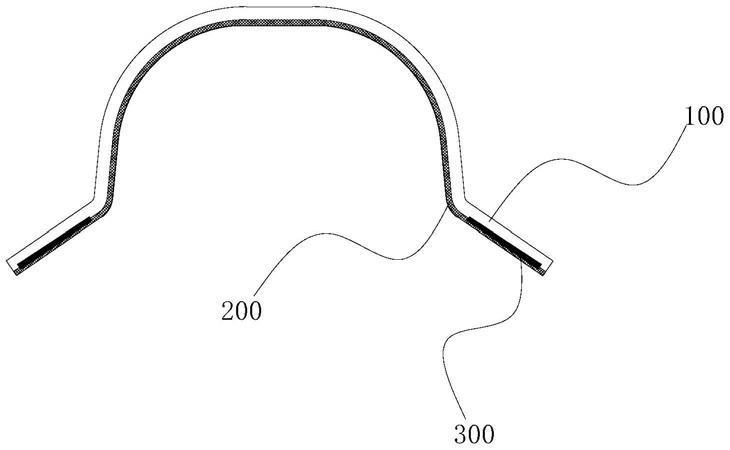
23.图1为一种实施例的线光源灯罩的横截面示意图。
24.图2为图1实施例的线光源灯罩的制造方法的流程示意图。
25.图3为另一种实施例的线光源灯罩的横截面示意图。
26.图4为图3实施例的线光源灯罩的制造方法的流程示意图。
具体实施方式
27.以下基于附图对本发明的具体实施例进行进一步详细说明。应当理解的是,此处对本发明实施例的说明并不用于限定本发明的保护范围。
28.如图1所示,本实施例的线光源灯罩,包括条形灯罩本体100,还包括贴合所述条形灯罩本体100的光学膜200,所述光学膜200设有沿着长度方向拉伸成像的光学结构201,所述光学膜200与所述条形灯罩本体100内表面的粘连区域300位于所述条形灯罩本体100的两侧。
29.上述结构中的光学膜200可以直接采购得到,采用了这种光学膜200之后,线光源灯罩应用到led灯具中时,可以将条形电路板上的led芯片成像进行拉伸,如果相邻的led芯片拉伸到互相连接,即可以得到线光源的效果。
30.本实施例中,所述光学膜200朝向形灯罩本体100的一面设有所述光学结构201。上述设置可以将光学结构201设置在内部,从而避免外部冲击损伤光学结构201。
31.条形灯罩本体100具有内表面和外表面,本实施例中,所述光学膜200设置在所述条形灯罩本体100内表面。由于光学膜200和条形灯罩本体100之间存在夹层,因此不宜设置在外部,容易进水,设置在内表面可以避免该问题,保持光效。
32.所述条形灯罩本体100的截面可以根据需要进行设置,本实施例中,所述条形灯罩本体100的横截面为拱形的曲面。拱形可以形成一定的高度,利于led芯片在光学膜200上实现线光源效果。
33.进一步的,所述条形灯罩本体100的横截面的两侧外翻。上述结构更易于脱模。
34.本实施例中,所述粘连区域300通过紫外线胶粘连。紫外线胶应用在光学膜上不易泛白,保证灯罩的透明度和美观。
35.如图2所示,本实施例的线光源灯罩的制造方法,包括以下步骤:
36.(1)设置形状与所述条形灯罩本体100内表面相同的真空下模治具1000,将光学膜200放在所述真空下模治具1000上;
37.(2)真空下模治具1000工作,通过吸真空方式将光学膜200吸贴服在所述真空下模治具1000的表面;
38.真空下模治具1000需要形成放上光学膜200后形成密封空间的效果,因此,在横截面下,真空下模治具1000的两侧比中间高,放上光学膜200后,中空管3000将密封空间抽真空,使光学膜200吸贴服在所述真空下模治具1000的表面,为了使吸附效果好,不容易产生褶皱,所述真空管的分布可以设置多个,本实施例中,真空管在横截面下,显示有三个,分别在两侧和中间各有一个,然后沿着长度方向分布有多个。
39.(3)在所述光学膜200的两侧沿着长度方向点紫外线胶;
40.(4)将条形灯罩本体100放到吸附有光学膜200的真空下模治具1000上,所述形灯罩本体100与光学膜200贴合,所述光学膜200的两侧边缘涂有紫外线胶的位置与所述条形灯罩本体100内表面贴合,形成粘连区域300;
41.(5)设置形状与所述条形灯罩本体100相同的上模治具2000,上模治具2000下压到条形灯罩本体100的另一面,待胶水干燥后,脱模得到线光源灯罩。
42.上述的线光源灯罩制造方法,可以得到光学膜服帖的线光源灯罩,制造方法简单可靠,可以实现大批量生产。
43.如图3所示,在另一个实施例中,所述光学膜200设置在所述条形灯罩本体100外表面。
44.如图4所示,在另一个实施例的线光源灯罩的制造方法中,所述真空下模治具1000的形状与述条形灯罩本体100外表面相同。
45.以上仅为本发明的较佳实施例,并不用于局限本发明的保护范围,任何在本发明精神内的修改、等同替换或改进等,都涵盖在本发明的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。