1.本发明属于图像处理及质量检测技术领域,具体涉及一种基于图像处理技术的建筑用轻质墙板质量检测方法及装置。
背景技术:
2.建筑用轻质墙板质量检测是其生产和安装过程的一个重要环节。建筑用轻质墙板尺寸误差大小,表面有无缺陷以及缺陷的数量和大小对建筑物的质量及安全性有着至关重要的影响。按照《gb/t23451-2009建筑隔墙用轻质条板》外观质量及尺寸偏差的主要规范包含:板面裂缝数量、长度、宽度、厚度等缺陷。
3.上述检测项目,传统的人工检测方法存在着检测指标不全面,检测精度低,劳动强度大的缺点。目前,随着计算机技术和图像处理技术的发展,利用图像处理技术进行建筑轻质墙板质量在线实时自动检测,可有效克服人工检测的诸多不足。专利申请号为cn112326671a的专利,利用红色结构光的3d检测技术对金属板材表面缺陷进行检测,该技术的缺点是对于尺寸较大的运动物体(如宽度大于1000mm)测量精度一般低于5mm,不能满足《gb/t23451-2009建筑隔墙用轻质条板》对墙板尺寸误差,高度尺寸误差1.5mm,宽度尺寸误差2mm的检测精度要求,另外,被检测物的颜色对检测精度有明显影响,深色特别是黑色物体的检测精度会明显下降。专利申请号cn112797900a的专利,描述了一种基于多相机成像系统标定和板材尺寸测量的方法,所述相机标定方法虽然相比双目相机有所简化,但是,其描述的标定步骤对于非专业人士还是有相当难度,该项技术较难在建筑行业全面推广(建筑业从业人员文化水平普遍较低),另外该方法也仅对尺寸做简单测量,没有对表面缺陷进行检测。
4.因此如何克服现有技术的不足是目前图像处理及质量检测技术领域亟需解决的问题。
技术实现要素:
5.本发明的目的是为了解决现有技术的不足,提供一种基于图像处理技术的建筑用轻质墙板质量检测方法及装置,该方法能够快速、高效测量和检测建筑用轻质墙板尺寸偏差和表面缺陷,达到的技术性能满足《gbt23451-2009建筑隔墙用轻质条板》对尺寸和表面缺陷检测的技术要求,易于推广应用。
6.为实现上述目的,本发明采用的技术方案如下:
7.基于图像处理技术的建筑用轻质墙板质量检测方法,包括如下步骤:
8.步骤(1),相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶标板至离墙板输送面的不同高度并拍照,获取若干张图像;
9.步骤(2),根据步骤(1)获得图像进行计算,生成相机标定关系多项式;
10.步骤(3),采集待检测墙板图像;
11.步骤(4),根据步骤(2)的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
12.步骤(5),对步骤(4)获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;
13.步骤(6),对步骤(5)获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
14.进一步,优选的是,步骤(1)中,所述标定靶标板的图像为具有固定宽度和间隔的矩形条图案集合,还包括长短不一的平行图像子集。
15.进一步,优选的是,步骤(2)的具体方法为:
16.(2.1)以相机镜头光轴线和检测面的交点作为图像坐标原点,假设每个高度位置有一张和采集的标定靶标板图像大小相同,但没有畸变的标定靶标板图像作为标准图像,设标准图像坐标原点与采集的标定靶标板图像坐标原点重合,计算标定靶标板图像上每一个固定宽度的矩形条的中点坐标和标准图像上每一个固定宽度的矩形条的中点坐标,以像素为计量单位;
17.(2.2)利用(2.1)计算的每一个固定宽度的矩形条的中点坐标,计算每一个矩形条中点与坐标原点的距离和标准图像上对应位置矩形条中点与坐标原点的距离的差值,用差值作为图像在该矩形条区域需要的修正量,以上所述距离和修正量以像素为计量单位;
18.(2.3)计算步骤(1)采集的所有图像,得到不同高度对应的各矩形条区域在扫描宽度方向的修正量;以相机镜头光轴线和检测面的交点为坐标原点,扫描线宽度方向为坐标x,采集图像时,相机离墙板输送面高度作为h,将矩形条在扫描线宽度方向的坐标x、拍摄该矩形条图像时相机所在高度h和对应的修正量的关系进行曲面拟合,得到相机标定关系多项式。
19.进一步,优选的是,步骤(3)中,在墙板输送通道的左侧面、右侧面还安装有相机;分别采集左侧面、右侧面图像若干张;对左侧面、右侧面图像直接依次进行步骤(5)和步骤(6)。
20.进一步,优选的是,步骤(4)的具体方法为:
21.(4.1)利用公式x0=x δ遍历整幅图像每个像素,其中:x为修正后坐标、x0为原始图坐标、δ为通过相机标定关系多项式获得的修正量:
22.(4.2)对于x0不是整数的坐标点,利用四舍五入的方法取整。
23.(4.3)将获得的每个像素点的x0处的像素值赋值绐x。
24.进一步,优选的是,步骤(5)的具体方法为:
25.(5.1)创建图像测量模型,参数包含待检墙板标准长、宽、高,测量模型矩形块长、宽及数量;
26.(5.2)初始化图像测量模型参数,其中,测量模型矩形块的长度换算成实际物理尺寸后,该值不小于10mm;测量模型矩形块的宽度为长度为20%~25%;
27.(5.3)将矩形块布设在步骤(4)获得的校正后的图像的轮廓上,使得矩形块中心点与轮廓线重合;相邻两个矩形块的中心距大于矩形块的宽度,且小于矩形块宽度的5倍值;
28.(5.4)在每个矩形块内采用canny边缘检测算法获得一段边缘曲线,取边缘曲线的列坐标中点,作为一个边缘点,然后将所有矩形块的边缘点进行直线拟合运算,获得墙板的
2组边缘线,接着计算2组边缘线相对应的两条边的距离,分别作为墙板精准测量的长、宽。注:正上方相机获得的是长、宽,两个侧面的相机获得的是长和高。
29.进一步,优选的是,步骤(6)的具体方法为:
30.(6.1)对墙板轮廓区域进行傅里叶变换到频域图,对频域图进行高斯滤波,去除图像的高频特征,让图像更平滑,滤波后进行傅里叶反变换和均值化处理;
31.(6.2)对处理后的图像和原图联合进行分水岭算法分割,图像分割为多个轮廓区域;
32.(6.3)对分割完的多个轮廓区域,计算其最大内接圆直径和最小外接矩形的长度,用最大内接圆直径代表裂纹缺陷的宽度,最小外接矩形的长度代表裂纹的长度;
33.(6.4)通过对裂纹缺陷定义的长、宽的取值范围,筛选符合缺陷特征的子轮廓区域数量;
34.(6.5)根据《gb/t23451-2009建筑隔墙用轻质条板》的规定,判断墙板是否合格。
35.进一步,优选的是,裂纹缺陷定义的长、宽的取值范围为长50~100mm、宽0.5~1.0mm;裂纹数量小于2,墙板长度尺寸误差小于5mm,宽度尺寸误差小于2mm,厚度尺寸误差小于1.5mm,则认为是合格。
36.本发明同时提供一种基于图像处理技术的建筑用轻质墙板质量检测装置,包括至少一个相机,在相机旁设有光源;所述的相机与图像处理器相连;
37.所述的图像处理器包括第一处理模块、第二处理模块、第三处理模块和墙板质量检测模块;
38.将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶至离墙板输送面的不同高度并拍照,获取若干张图像;
39.第一处理模块,用于根据相机拍摄的不同高度的图像进行计算,生成相机标定关系多项式;
40.第二处理模块,用于根据相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
41.第三处理模块,用于对获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;如果有其它方向拍摄的图像,则直接进行边缘识别;
42.墙板质量检测模块,用于对获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
43.进一步,优选的是,所述的相机有三个,分别安装在墙板输送通道的正上方、左侧面、右侧面;每个相机旁均设有一个光源。
44.本发明中对于左右两个侧面的相机,由于墙板厚度方向尺寸较小(最大厚度仅120mm)相机镜头畸变可以忽略不计,其检测步骤可以直接从第(3)步开始,跳过(1)、(2)、(4)步骤。
45.综上所述,本发明设计了一种快速、全自动、非接触的建筑用轻质墙板表面质量检测及尺寸测量方法,能够解决在墙板生产线和建筑工地现场对墙板表面质量缺陷和关键尺寸快速高效检测,设备出厂后免标定,使用简单易学,对操作人员专业人能力要求低。因此本方法具有较好的推广价值和重大的工程意义。
46.本发明与现有技术相比,其有益效果为:
47.1)本发明设计的标定靶标板既可以做相机的标定使用,还可以用作对线阵相机的扫描线位置调整,兼顾标定和相机调整工具两个功能。
48.2)本发明的标定方法更简单,操作简单,易学,不需要反复多次、多姿态采集标定图像。
49.3)本方案多台相机的坐标系相互独立,单个相机位置调整不影响其他的检测精度和使用。
50.4)本发明检测功能全面,既包括尺寸的测量,又包括表面缺陷的检测,可以代替人工完成对产线轻质墙板质量的检测需求。
附图说明
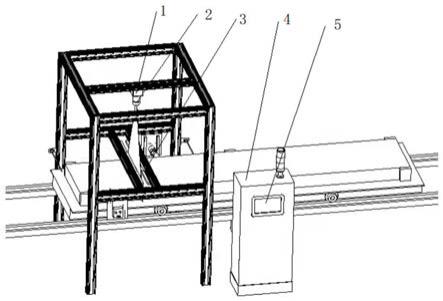
51.图1是本发明设计结构图;其中,1为相机,包含正上方及左、右3个相机;2为镜头组件,包含正上方及左、右3个镜头;3为光源,包含正上方及左、右3组光源;4为电控柜;5为图像处理器;
52.图2是本发明标定靶标板的设计图;6为固定宽度的矩形条,7为用作扫描线对正调整的图案,8是相机扫描线成像位置;
53.图3是图2中7的放大图;
54.图4是本方案采用最小二乘法对二次多项式:
55.δ=p
00
p
10
x p
01
h p
20
x2 p
11
xh p
02
h2 p
21
x2h p
12
xh2 p
03
h3的拟合曲面图,方程系数p
00
=7.936*10-3
、p
10
=4.033*10-8
、p
01
=-7.643*10-5
、p
20
=-2.444*10-9
、p
11
=1.979*10-10
、p
02
=-1.024*10-7
、p
21
=4.894*10-10
、p
12
=-2.634*10-12
、p
03
=7.008*10-9
;
56.图5是顶面相机利用测量模型实现墙板长度和宽度测量的示意;a0是原始图像,a1是长度方向布置测量模型矩形块的示意,a2是宽度方向布置测量模型矩形块的示意;
57.图6是裂纹缺陷的检测过程,b0是原始图像,b1是经过高斯滤波和均值处理后的背景图,b1和b0联合进行分水岭算法分割,图像分割为多个轮廓区域;b2是分水岭算法分割获得的所有裂纹区域;b3是对b2通过对裂纹缺陷定义的长、宽的取值范围(长50~100mm、宽0.5~1.0mm)筛选符合缺陷特征的子轮廓区域;
58.图7是图像处理器的结构示意图。
具体实施方式
59.下面结合实施例对本发明作进一步的详细描述。
60.本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
61.实施例1
62.基于图像处理技术的建筑用轻质墙板质量检测方法,包括如下步骤:
63.步骤(1),相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶标板至离墙板输送面的不同高度并拍照,获取若干张图像;
64.步骤(2),根据步骤(1)获得图像进行计算,生成相机标定关系多项式;
65.步骤(3),采集待检测墙板图像;
66.步骤(4),根据步骤(2)的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
67.步骤(5),对步骤(4)获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;
68.步骤(6),对步骤(5)获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
69.实施例2
70.基于图像处理技术的建筑用轻质墙板质量检测方法,包括如下步骤:
71.步骤(1),相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶标板至离墙板输送面的不同高度并拍照,获取若干张图像;
72.步骤(2),根据步骤(1)获得图像进行计算,生成相机标定关系多项式;
73.步骤(3),采集待检测墙板图像;
74.步骤(4),根据步骤(2)的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
75.步骤(5),对步骤(4)获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;
76.步骤(6),对步骤(5)获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
77.步骤(1)中,所述标定靶标板的图像为具有固定宽度和间隔的矩形条图案集合,还包括长短不一的平行图像子集。
78.步骤(2)的具体方法为:
79.(2.1)以相机镜头光轴线和检测面的交点作为图像坐标原点,假设每个高度位置有一张和采集的标定靶标板图像大小相同,但没有畸变的标定靶标板图像作为标准图像,设标准图像坐标原点与采集的标定靶标板图像坐标原点重合,计算标定靶标板图像上每一个固定宽度的矩形条的中点坐标和标准图像上每一个固定宽度的矩形条的中点坐标,以像素为计量单位;
80.(2.2)利用(2.1)计算的每一个固定宽度的矩形条的中点坐标,计算每一个矩形条中点与坐标原点的距离和标准图像上对应位置矩形条中点与坐标原点的距离的差值,用差值作为图像在该矩形条区域需要的修正量,以上所述距离和修正量以像素为计量单位;
81.(2.3)计算步骤(1)采集的所有图像,得到不同高度对应的各矩形条区域在扫描宽度方向的修正量;以相机镜头光轴线和检测面的交点为坐标原点,扫描线宽度方向为坐标x,采集图像时,相机离墙板输送面高度作为h,将矩形条在扫描线宽度方向的坐标x、拍摄该矩形条图像时相机所在高度h和对应的修正量的关系进行曲面拟合,得到相机标定关系多项式。
82.实施例3
83.基于图像处理技术的建筑用轻质墙板质量检测方法,包括如下步骤:
84.步骤(1),相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶标板至离墙板输送面的不同高度并拍照,获取若干张图像;
85.步骤(2),根据步骤(1)获得图像进行计算,生成相机标定关系多项式;
86.步骤(3),采集待检测墙板图像;
87.步骤(4),根据步骤(2)的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
88.步骤(5),对步骤(4)获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;
89.步骤(6),对步骤(5)获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
90.步骤(1)中,所述标定靶标板的图像为具有固定宽度和间隔的矩形条图案集合,还包括长短不一的平行图像子集。
91.步骤(2)的具体方法为:
92.(2.1)以相机镜头光轴线和检测面的交点作为图像坐标原点,假设每个高度位置有一张和采集的标定靶标板图像大小相同,但没有畸变的标定靶标板图像作为标准图像,设标准图像坐标原点与采集的标定靶标板图像坐标原点重合,计算标定靶标板图像上每一个固定宽度的矩形条的中点坐标和标准图像上每一个固定宽度的矩形条的中点坐标,以像素为计量单位;
93.(2.2)利用(2.1)计算的每一个固定宽度的矩形条的中点坐标,计算每一个矩形条中点与坐标原点的距离和标准图像上对应位置矩形条中点与坐标原点的距离的差值,用差值作为图像在该矩形条区域需要的修正量,以上所述距离和修正量以像素为计量单位;
94.(2.3)计算步骤(1)采集的所有图像,得到不同高度对应的各矩形条区域在扫描宽度方向的修正量;以相机镜头光轴线和检测面的交点为坐标原点,扫描线宽度方向为坐标x,采集图像时,相机离墙板输送面高度作为h,将矩形条在扫描线宽度方向的坐标x、拍摄该矩形条图像时相机所在高度h和对应的修正量的关系进行曲面拟合,得到相机标定关系多项式。
95.步骤(3)中,在墙板输送通道的左侧面、右侧面还安装有相机;分别采集正上方、左侧面、右侧面图像若干张;对左侧面、右侧面图像直接依次进行步骤(5)和步骤(6)。
96.实施例5
97.基于图像处理技术的建筑用轻质墙板质量检测方法,包括如下步骤:
98.步骤(1),相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶标板至离墙板输送面的不同高度并拍照,获取若干张图像;
99.步骤(2),根据步骤(1)获得图像进行计算,生成相机标定关系多项式;
100.步骤(3),采集待检测墙板图像;
101.步骤(4),根据步骤(2)的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
102.步骤(5),对步骤(4)获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区
域,得到待检测墙板的实际尺寸;
103.步骤(6),对步骤(5)获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
104.步骤(1)中,所述标定靶标板的图像为具有固定宽度和间隔的矩形条图案集合,还包括长短不一的平行图像子集。
105.步骤(2)的具体方法为:
106.(2.1)以相机镜头光轴线和检测面的交点作为图像坐标原点,假设每个高度位置有一张和采集的标定靶标板图像大小相同,但没有畸变的标定靶标板图像作为标准图像,设标准图像坐标原点与采集的标定靶标板图像坐标原点重合,计算标定靶标板图像上每一个固定宽度的矩形条的中点坐标和标准图像上每一个固定宽度的矩形条的中点坐标,以像素为计量单位;
107.(2.2)利用(2.1)计算的每一个固定宽度的矩形条的中点坐标,计算每一个矩形条中点与坐标原点的距离和标准图像上对应位置矩形条中点与坐标原点的距离的差值,用差值作为图像在该矩形条区域需要的修正量,以上所述距离和修正量以像素为计量单位;
108.(2.3)计算步骤(1)采集的所有图像,得到不同高度对应的各矩形条区域在扫描宽度方向的修正量;以相机镜头光轴线和检测面的交点为坐标原点,扫描线宽度方向为坐标x,采集图像时,相机离墙板输送面高度作为h,将矩形条在扫描线宽度方向的坐标x、拍摄该矩形条图像时相机所在高度h和对应的修正量的关系进行曲面拟合,得到相机标定关系多项式。
109.步骤(3)中,在墙板输送通道的左侧面、右侧面还安装有相机;分别采集左侧面、右侧面图像若干张;对左侧面、右侧面图像直接依次进行步骤(5)和步骤(6)。
110.步骤(4)的具体方法为:
111.(4.1)利用公式x0=x δ遍历整幅图像每个像素,其中:x为修正后坐标、x0为原始图坐标、δ为通过相机标定关系多项式获得的修正量;
112.(4.2)对于x0不是整数的坐标点,利用四舍五入的方法取整。
113.(4.3)将获得的每个像素点的x0处的像素值赋值给x。
114.步骤(5)的具体方法为:
115.(5.1)创建图像测量模型,参数包含待检墙板标准长、宽、高,测量模型矩形块长、宽及数量;
116.(5.2)初始化图像测量模型参数,其中,测量模型矩形块的长度换算成实际物理尺寸后,该值不小于10mm;测量模型矩形块的宽度为长度为20%~25%;
117.(5.3)将矩形块布设在步骤(4)获得的校正后的图像的轮廓上,使得矩形块中心点与轮廓线重合;相邻两个矩形块的中心距大于矩形块的宽度,且小于矩形块宽度的5倍值;
118.(5.4)在每个矩形块内采用canny边缘检测算法获得一段边缘曲线,取边缘曲线的列坐标中点,作为一个边缘点,然后将所有边缘点进行直线拟合运算获得2组墙板边缘线,接着计算2组边缘线相对应的两条边的距离分别作为墙板精准测量的长、宽。
119.步骤(6)的具体方法为:
120.(6.1)对墙板轮廓区域进行傅里叶变换到频域图,对频域图进行高斯滤波,去除图像的高频特征,让图像更平滑,滤波后进行傅里叶反变换和均值化处理;
121.(6.2)对处理后的图像和原图联合进行分水岭算法分割,图像分割为多个轮廓区域;
122.(6.3)对分割完的多个轮廓区域,计算其最大内接圆直径和最小外接矩形的长度,用最大内接圆直径代表裂纹缺陷的宽度,最小外接矩形的长度代表裂纹的长度;
123.(6.4)通过对裂纹缺陷定义的长、宽的取值范围,筛选符合缺陷特征的子轮廓区域数量;
124.(6.5)根据《gb/t23451-2009建筑隔墙用轻质条板》的规定,判断墙板是否合格。
125.裂纹缺陷定义的长、宽的取值范围为长50~100mm、宽0.5~1.0mm;裂纹数量小于2,墙板长度尺寸误差小于5mm,宽度尺寸误差小于2mm,厚度尺寸误差小于1.5mm,则认为是合格。
126.本发明所述,步骤(1)、步骤(2)不是每次检测工作的必须步骤,一般在出厂和安装按成后,做一次即可。
127.实施例6
128.如图1和图7所示,一种基于图像处理技术的建筑用轻质墙板质量检测装置,包括至少一个相机1,在相机1旁设有光源3;所述的相机1与图像处理器5相连;
129.所述的图像处理器包括第一处理模块101、第二处理模块102、第三处理模块103和墙板质量检测模块104;
130.将相机标定靶标板放置相机1正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶至离墙板输送面的不同高度并拍照,获取若干张图像;
131.第一处理模块101,用于根据相机拍摄的不同高度的图像进行计算,生成相机标定关系多项式;
132.第二处理模块102,用于根据相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
133.第三处理模块103,用于对获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;如果有其它方向拍摄的图像,则直接进行边缘识别;
134.墙板质量检测模块104,用于对获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
135.实施例7
136.如图1和图7所示,一种基于图像处理技术的建筑用轻质墙板质量检测装置,包括至少一个相机1,在相机1旁设有光源3;所述的相机1与图像处理器5相连;
137.所述的图像处理器包括第一处理模块101、第二处理模块102、第三处理模块103和墙板质量检测模块104;
138.将相机标定靶标板放置相机1正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶至离墙板输送面的不同高度并拍照,获取若干张图像;
139.第一处理模块101,用于根据相机拍摄的不同高度的图像进行计算,生成相机标定关系多项式;
140.第二处理模块102,用于根据相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
141.第三处理模块103,用于对获得的校正后的图像进行边缘识别,获得精确的墙板轮
廓区域,得到待检测墙板的实际尺寸;如果有其它方向拍摄的图像,则直接进行边缘识别;
142.墙板质量检测模块104,用于对获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
143.所述的相机1有三个,分别安装在墙板输送通道的正上方、左侧面、右侧面;每个相机1旁均设有一个光源3。
144.应用实例
145.如图1所示,一种基于图像处理技术的建筑用轻质墙板质量检测装置包括:相机、光源、图像处理器。如图1所示,其中,相机1及其镜头2、光源3按组配置,具体数量视检测面数量的需要,本技术方案采用三组相机、镜头、光源,分别安装在检测墙板输送通道的正上方和左、右两个侧面,所述相机采用线阵工业相机,所述光源采用两根条形光源,满足线阵相机的打光要求。电控柜4用于控制光源启停和相机的触发。
146.相机1采集的图像数据通过千兆网络传输至图像处理器5连接,图像处理器5安装在电控柜4门板上。
147.所述的图像处理器包括第一处理模块101、第二处理模块102、第三处理模块103和墙板质量检测模块104,如图7;
148.将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶至离墙板输送面的不同高度并拍照,获取若干张图像;
149.第一处理模块101,用于根据相机拍摄的不同高度的图像进行计算,生成相机标定关系多项式;
150.第二处理模块102,用于根据相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像;
151.第三处理模块103,用于对获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;如果有其它方向拍摄的图像,则直接进行边缘识别;
152.墙板质量检测模块104,用于对获得的精确的墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
153.本实施例,核心器件相机为加拿大dalsa公司的3台线扫相机,顶面相机型号:la-gc-04k05b-00-r,线分辨率:4096x2最大扫描频率:45khz;左右侧面相机型号:la-gc-02k05b-00-r,线分辨率:2048x2,最大扫描频率:45khz;墙板成像时的匀速运动速度为0.8m/s;顶面相机视场覆盖宽度为700mm,左右两侧面相机的覆盖宽度为200mm。顶面相机分辨精度为0.175mm/pixel,左右侧面相机分辨精度为0.1mm/pixel。
154.检测方法和步骤如下:
155.s1、相机安装在墙板输送通道的正上方,将相机标定靶标板放置相机正下方,然后调整相机标定靶标板至其在相机扫描线上,然后向上移动相机标定靶至离墙板输送面的不同高度并拍照,获取若干张图像;
156.把图2靶标板在相机正下方,利用图2标定靶标板及图3图案,调整相机直至在相机图像中可以看到图3图案的所有线条,即为找到相机扫描线位置,相机调整完毕,以10mm为步长间隔,依次把标定靶标板放置在扫描线下方高度为0、10、20、30
……
190、200mm位置,各拍摄一幅图像,共获得21幅图像。
157.s2、根据s1获得图像进行计算,生成相机标定关系多项式;
158.以相机镜头光轴线和检测面的交点作为图像坐标原点,假设每个高位置有一张和采集的标定靶标板图像大小相同,但没有畸变的标定靶标板图像作为标准图像,设标准图像坐标原点与采集的标定靶标板图像坐标原点重合,计算标定靶标板图像上每一个固定宽度的矩形条的中点坐标和标准图像上每一个固定宽度的矩形条的中点坐标,以像素为计量单位。计算其他每一个矩形条中点与坐标原点的距离和标准图像上对应位置矩形条中点与坐标原点的距离的差值,用差值作为该矩形条区域需要的修正量,以上所述距离和修正量以像素为计量单位。获得每一个对应点的修正量共计21个,21幅图对应的坐标点共21
×
21=441个点,如表1所示,用最小二乘法进行拟合运算,可以拟合出曲面方程为:δ=p
00
p
10
x p
01
h p
20
x2 p
11
xh p
02
h2 p
21
x2h p
12
xh2 p
03
h3,方程系数p
00
=7.936*10-3
、p
10
=4.033*10-8
、p
01
=-7.643*10-5
、p
20
=-2.444*10-9
、p
11
=1.979*10-10
、p
02
=-1.024*10-7
、p
21
=4.894*10-10
、p
12
=-2.634*10-12
、p
03
=7.008*10-9
,曲面图形如图4所示。其中,扫描线方向为x坐标,h坐标为采集的图像时相机离墙板输送面高度。
159.表1
160.161.[0162][0163]
本实施例采用的标定靶标板图案(1)的数量为21、标定靶标板的高度位置数为21个,在每个高度获得一幅图像。不是本技术的限定参数,具体案例可根据需要增减高度位置数量、标定靶标板图案(1)的数量,高度变化步长越小,标定板图案数量越多,标定数据越精确。
[0164]
s3、采集待检测墙板图像;
[0165]
将标准尺寸规格为:长度3000mm、宽度600mm、高度90mm的墙板,匀速(速度0.8m/s)通过扫描线,顶面相机工作扫描频率设定为4571hz,两侧面相机工作扫描频率设定为8000hz。顶面获得的墙板图像分辨率为:4096
×
18284像素,两侧面获得的墙板图像分辨率为:2048
×
32000像素。
[0166]
s4、根据s2的相机标定关系多项式,对从正上方拍摄采集的待检测墙板图像进行校正处理,获得校正后的图像,具体步骤为
[0167]
(4.1)利用公式x0=x δ遍历整幅图像每个像素,其中:x为修正后坐标、x0为原始图坐标、δ为通过相机标定关系多项式获得的修正量;
[0168]
(4.2)对于x0不是整数的坐标点,利用四舍五入的方法取整。
[0169]
(4.3)将获得的每个像素点的x0处的像素值赋值给x;
[0170]
s5、对s4获得的校正后的图像进行边缘识别,获得精确的墙板轮廓区域,得到待检测墙板的实际尺寸;
[0171]
s5的具体方法为:
[0172]
(5.1)创建图像测量模型文件,包含待检墙板标准长、宽、高,测量模型矩形块长、宽及数量;
[0173]
(5.2)初始化图像测量模型参数,其中,测量模型矩形块的长度换算成实际物理尺寸后,该值大于10mm;测量模型矩形块的宽度为长度为15%~25%;
[0174]
(5.3)将矩形块设置在步骤(4)获得的校正后的图像的轮廓上,使得矩形块中心点与落在轮廓线;相邻两个矩形块的中心距大于矩形块的宽度,且小于矩形块宽度的5倍值;
[0175]
待检墙板规格为:长度3000mm、宽度600mm、高度90mm的墙板,将3000、600、90作为
检测测量模型矩形块分布位置轮廓的参考值,将宽度20个像素,长度100个像素(约10mm)的矩形块的设置在3个面(顶面、左右面)的轮廓上,矩形块中心点与轮廓线重合,相邻两个矩形的中心距为25个像素。
[0176]
(5.4)在每个矩形块内采用canny边缘检测算法获得一段边缘曲线线,取边缘曲线线的列坐标中点,作为一个边缘点,然后将所有边缘点进行直线拟合运算获得墙板2组边缘线,接着计算2组边缘线相对应的两条边的距离分别作为墙板精准测量,获得长、宽和高。
[0177]
本例测量结果为长:3001.03mm、宽:599.46mm和高:89.78mm。
[0178]
s6、对墙板轮廓区域进行预处理、特征提取、特征筛选,得到墙板表面缺陷检测结果。
[0179]
(6.1)对墙板轮廓区域进行傅里叶变换到频域图,对频域图进行高斯滤波,去除图像的高频特征,让图像更平滑,滤波后进行傅里叶反变换和均值化处理;
[0180]
(6.2)对处理后的图像和原图联合进行分水岭算法分割,图像分割为多个轮廓区域;
[0181]
(6.3)对分割完的多个轮廓区域,计算其最大内接圆直径和最小外接矩形的长度,用最大内接圆直径代表裂纹缺陷的宽度,最小外接矩形的长度代表裂纹的长度;
[0182]
(6.4)通过对裂纹缺陷定义的长、宽的取值范围,筛选符合缺陷特征的子轮廓区域数量;
[0183]
(6.5)根据《gb/t23451-2009建筑隔墙用轻质条板》的规定,判断墙板是否合格。裂纹缺陷定义的长、宽的取值范围为长50~100mm、宽0.5~1.0mm;墙板长度尺寸误差小于5mm,宽度尺寸误差小于2mm,高度尺寸误差小于1.5mm,裂纹数量小于2,则认为是合格。
[0184]
本例测量墙板长度尺寸误差1.03mm,宽度尺寸误差0.66mm,高度尺寸误差为0.22mm,裂纹缺陷数量为1,符合《gb/t23451-2009建筑隔墙用轻质条板》规范的要求。
[0185]
通过本发明,可以将长宽高测量精度控制在
±
0.5mm以内,对裂纹缺陷的检测准确率大于99.5%。满足《gb/t23451-2009建筑隔墙用轻质条板》的检测需求。
[0186]
本发明设计了一种快速、全自动、非接触的建筑用轻质墙板质量检测方法及装置,能够解决在墙板生产线和建筑工地现场对墙板表面质量缺陷和关键尺寸快速高效检测,设备免标定,使用简单易学,对操作人员专业人能力要求低。因此本方法具有较好的推广价值和重大的工程意义。
[0187]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
