1.本发明涉及一种多组分混合装置,该混合装置至少包括第一产品的第一供应装置和第二产品的第二供应装置,该混合装置具有混合室,该混合室具有至少第一入口和第二入口,第一供应装置在第一入口处通入混合室,第二供应装置在第二入口处通入混合室。
2.本发明还涉及一种相关的混合方法。
背景技术:
3.这种混合装置用于例如在涂覆前不久将基料与催化剂混合以形成涂料产品。
4.存在特定的混合装置,其包括具有催化剂入口和产品基料入口的混合室。产品基料以流动形式送入混合室,同时伴随催化剂以滴流形式注入。
5.然而,催化剂随后在基料流中形成滴流。
6.一种可能的方式是提供混合元件,例如螺旋桨或静态混合器。
7.然而,这使得装置更复杂,因此更难以维护,特别是其清洁。
8.此外,螺旋桨或静态混合器可能具有优先流道,因此混合物在出口处不均匀。
9.因此,本发明的一个目的是改进混合装置以实现更好的混合。
技术实现要素:
10.为此,本发明的一个目的是提供一种上述类型的混合装置,其中该混合装置包括喷嘴,该喷嘴被布置并适于将来自第二供应装置的第二产品作为扁平射流注入混合室中,有利地喷射角介于50
°
和80
°
之间。
11.将第二产品作为扁平射流注入混合室,第一产品被引入其中,使得第二产品在第一产品中更好分布且两种产品之间具有更好的接触表面。第一种产品和第二种产品在混合室的出口处均匀混合。
12.该装置还可具有以下特征中的一个或多个,单独考虑或以任何技术上可能的组合来考虑:
13.喷嘴布置在第二供应装置中,喷嘴包括布置在第二入口附近的下游端,更具体地,距离严格小于5.0mm,优选地3.0mm,更优选地2.0mm;喷嘴布置在第二供应装置中,喷嘴包括下游端,第一入口与下游端在流动轴线方向上的距离小于或等于10.0mm;
14.调整第二供应以使得第二产品的压力严格高于第一产品的压力,更具体地高至少1.0%;
15.喷嘴限定至少一个通道,每个该通道包括注射口,该注射从上游到下游包括直接跟在狭槽之后的圆形通道部分,圆形通道部分和狭槽具有交叉,交叉处形成椭圆形;
16.混合室具有流动轴线,喷嘴布置成围绕中心注射轴线注射第二产品,中心注射轴线与流动轴线对齐;
17.混合室具有流动轴线,第一供应装置适于沿着中心供应轴线将第一产品引入混合室,中心供应轴线和流动轴线的夹角为0
°
和135
°
之间,更具体地,在0
°
和90
°
之间;
18.混合室具有流动轴线,第一供应装置适于沿着中心供应轴线将第一产品引入混合室,中心供应轴线和流动轴线各自限定各自的直线,彼此具有最小距离,其被称为中心供应轴线和流动轴线之间的偏移,该偏移不为零,更具体地介于混合室半径值的3%和混合室半径值之间;和/或
19.混合装置包括空气供应装置,混合室具有空气入口,空气供应装置在空气入口处通入混合室。
20.本发明还涉及一种混合至少第一产品和第二产品的方法,包括以下步骤:
21.提供如上所述的混合装置,
22.在第一入口处供应第一产品,
23.将第二产品供应到第二入口,和
24.通过有利地具有在50
°
和80
°
之间的喷射角的扁平喷嘴将第二产品注入混合室中的第一产品中。
附图说明
25.本发明的进一步特征和优点将从以下本发明的实施例的描述中变得明显,所述实施例仅作为示例并参考附图给出,其中:
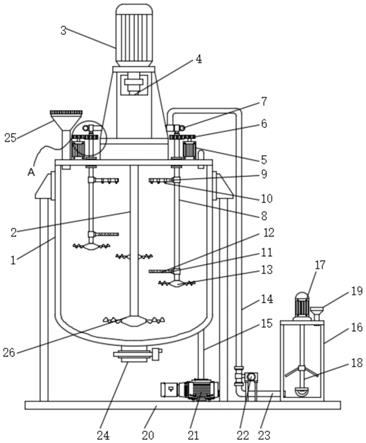
26.图1为前视图,示出了本发明实施例的装置沿第一剖面i-i剖开的截面;
27.图2为侧视图,示出了装置沿图4中的第二剖面ii-ii剖开的截面;
28.图3为立体图,示出了装置的一部分沿图4的第二剖面ii-ii剖开的截面;
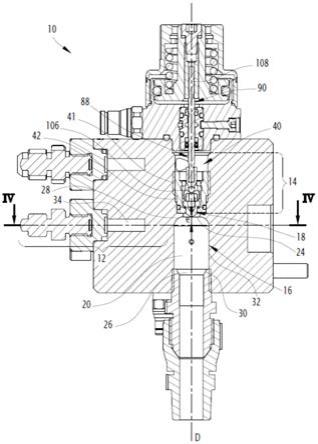
29.图4为俯视图,示出了装置沿图1的第三剖面iv-iv剖开的截面;
30.图5为图1中装置的喷嘴的前视图。
具体实施方式
31.根据本发明的一实施例的多组分混合装置10的一个例子示于图1至5中。
32.混合装置10至少包括第一产品的第一供应装置12、第二产品的第二供应装置14、混合室16和喷嘴18。
33.喷嘴被理解为能够让任何粘度的产品通过的装置,也称为注射器或添加装置,例如如下所述的缝隙式喷嘴。
34.混合室16界定了混合空间20。
35.混合室16例如由不锈钢制成。
36.混合室16至少具有第一入口22和第二入口24,并且进一步具有出口26。
37.混合室16具有流动轴线d。
38.流动轴线d在此基本竖直。这特别允许重力促进流动。
39.混合室16在此沿着流动轴线d在第一端和第二端之间延伸。
40.此处的第一端对应于混合室16的上端28。
41.此处的第二端对应于混合室16的下端30。
42.在图示的例子中,混合室16具有以流动轴线d为圆柱轴线的大致中空圆柱形状。
43.此处,混合室16具有例如7.5mm的半径。
44.混合室16包括在上端28和下端30之间的侧壁32。
45.第一入口22由侧壁32界定。
46.侧壁32基本上是圆柱形的。
47.第一入口22具有突出到侧壁32上的圆盘形状。
48.第二入口24在这里布置在上端28处。
49.第二入口24以流动轴线d为中心。
50.第二入口24具有圆盘形状。
51.出口26在此对应于混合室16的下端30。
52.出口26以流动轴线d为中心。
53.出口26具有圆盘形状。
54.第一供应装置12在第一入口22处通入混合室16。
55.第一供应装置12包括第一产品源(未示出)和第一供应管道34。
56.例如,第一供应管道34由不锈钢制成。
57.第一供应管道34包括第一下游部分36,第一下游部分36通入混合室16,更具体地在第一入口22处通入。
58.在所示示例中,第一下游部分36具有圆柱形形状。
59.第一供应装置12适于沿着中心供应轴线d'将第一产品引入混合室16。
60.此处,第一下游部分36主要沿着中心供应轴线d'延伸。
61.更具体地,第一下游部分36具有中心供应轴线d'作为其圆柱轴线。
62.中心供应轴线d'和流动轴线d的各自方向间形成0
°
和135
°
之间的角度,更具体地,0
°
和90
°
之间的角度。
63.在角度为0
°
的情况下,中心供应轴线和流动轴线重合。第一供应装置和第二供应装置同轴。更具体地,第一入口围绕第二入口延伸。例如,第一入口具有环形形状,并且第二入口具有由环的内径围绕的圆盘形状。
64.选定的角度特别能够实现或多或少的湍流或接近层流的流动。
65.在所示示例中,中心供应轴线d'与流动轴线d正交。中心供应轴线d'在垂直于流动轴线d的平面中延伸。
66.例如,中心供应轴线d'是水平的。
67.中心供应轴线d'和流动轴线d各自限定相应的直线。
68.由中心供应轴线d'和流动轴线d定义的直线不相交。
69.直线彼此之间具有最小距离d,对应于直线之间的距离。
70.距离d非零。
71.所述非零距离d在下文中被称为中心供应轴线d'和流动轴线d之间的偏移量38。
72.偏移量很大,即不可忽略,即肉眼可见。
73.偏移量在混合室半径值的3%和混合室半径值之间,更具体地在混合室半径值的10%和混合室半径值之间。
74.在此更具体地,对于6.0mm的混合室半径,偏移在2.0毫米(mm)和6.0mm之间。
75.所述偏移特别地允许第一产品以旋流效果流入混合空间20。
76.特别地,这通过产生湍流促进了在混合室16中的混合。
77.第一入口22与第二入口24之间沿流动轴线d方向的距离小于或等于15.0mm,优选
为13.0mm,最优选为12.0mm。
78.在图示的示例中,第一入口22与第二入口24之间沿流动轴线d方向的距离对应于第二入口24与第一入口22沿流动轴线d方向的所谓上端之间的距离。
79.第一供应装置12在此适于产生连续流入第一入口22的第一产品流。
80.例如,第一供应管道34没有阀门。
81.在一个变型中,第一供应管道34设置有被配置为在第一入口22处控制第一产品流的阀。
82.例如,第一供应装置12没有适于将来自第一供应装置的第一产品作为扁平射流喷注入混合室中的喷嘴。在这里更具体地,第一供应装置12根本没有喷嘴。
83.第二供应装置14在第二入口24处通入混合室16。
84.第二供应装置包括第二产品源(未示出)和第二供应管道40。
85.例如,第二供应管道40由不锈钢制成。
86.第二供应管道40具有界定第二产品的通道的内表面41。
87.第二供应管道40包括第二下游部分42,第二下游部分42通入混合室16,更具体地在第二入口24处通入混合室16。
88.第二供应装置14适于使得第二产品的压力(更具体地,在第二入口24处)严格高于第一产品的压力(更具体地,在第一入口22处)。
89.第一产品的压力例如在1bar(即1.105pa)和500bar(即5.107pa)之间。
90.第二产品的压力比第一产品的压力高至少1.0%,通常至少高5.0%。
91.该值具体取决于要混合的每种产品的粘度。
92.这使得可以改进混合物的特定均匀程度。
93.喷嘴18被布置并适于将来自第二供应装置14的第二产品作为扁平射流注入混合室16中。
94.射流在喷嘴出口处具有介于50
°
和80
°
之间的射流角α。
95.喷嘴18布置成围绕中心注射轴线注射第二产品,中心注射轴线与流动轴线d对齐或重合。
96.全部的第二产品在到达混合室16之前都流过喷嘴18。
97.喷嘴18由熔融碳化物制成,例如特别是钨、316不锈钢或陶瓷。
98.喷嘴18在此布置在第二供应装置14中,且位于第二入口24附近。
99.喷嘴18容纳在第二供应管道40中,更具体地,容纳在第二下游部分42中。
100.在图示的例子中,喷嘴18由后述的喷嘴支架43保持在第二供应管道40内。
101.喷嘴18具有在此关于中心注射轴线d旋转对称的外形。
102.喷嘴18具有下游端44,当考虑第二产品的流动时,下游端44对应于喷嘴18的最下游点。
103.下游端44在此布置在第二入口24附近。
104.下游端44和第二入口24以严格小于5.0mm的距离间隔开,例如,优选地3.0mm,最优选地2.0mm。
105.例如,下游端44位于第二入口24的上游所述距离处。因此,第二产品的注入会使第二产品送入混合室16。
106.在一个变型中,下游端44在第二入口24的下游延伸到混合室16中。喷嘴18因此在下游端44处略微突出到混合室16中。
107.在流动轴线d方向上,第一入口22与下游端44之间的距离e小于或等于10.0mm。
108.在流动轴线d方向上,第一入口22和下游端44之间的距离,在图示的例子中,对应于,在流动轴线d方向上,下游端44和第一入口22上端之间的距离。
109.喷嘴18沿中心注射轴线d方向在下游端44和上游端46之间延伸。
110.喷嘴18具有容纳在第二供应管道中的上游面48和与上游面48相对并面向混合室16的下游面50。
111.上游面48界定上游端46。
112.下游面50界定下游端44。
113.上游面48基本上是平坦的并且基本上横向于中心注射轴线d布置。
114.下游面50是圆顶形的,以中心注射轴线d为中心并且具有至少一个狭槽,在所示示例中为单个狭槽52,垂直于中心注射轴线d。
115.狭槽52具有唇缘54,唇缘54之间形成角度,通常在5
°
和150
°
之间,优选地在20
°
和110
°
之间。
116.喷嘴18在此具有包括两个圆柱形部分的外部形状,第一圆柱形部分56界定上游面48,第二圆柱形部分58终止于界定下游面50的圆顶。
117.每个圆柱部分都以中心注射轴线d作为其圆柱轴线。
118.第一圆柱形部分56的直径严格大于第二圆柱形部分58的直径。
119.喷嘴18然后在其外表面上限定外肩部60。
120.肩部60在这里是周向的。
121.喷嘴18限定了至少一个通道64。
122.在所示示例中,喷嘴18限定了单个通道64。
123.在一个变型中,喷嘴18限定多个通道,例如数量在两个和十个之间。
124.喷嘴18限定至少一个注射口62,在所示示例中为单个注射口,此处每个注射口62通向下游面50。
125.喷嘴18在此包括与狭槽52一样多的通道64和注射口62。
126.每个注射口62形成通道64的一部分或相应的通道,更具体地是通道的最下游部分。
127.在所示示例中,每个通道64还包括喷嘴中的入口腔66,随后是流道68。
128.更具体地,每个通道64从上游到下游由入口腔66、流道68和注射口62组成。
129.入口腔66通向上游面48。
130.入口腔66具有向下游减小的横截面积。
131.此处,入口腔66关于中心注射轴线d的旋转对称,入口腔66的直径从喷嘴18的上游端46或上游面48向流道68减小。
132.在所示示例中,入口腔66是钟形的。
133.流道68具有恒定的横截面积。
134.流道68在此具有圆柱形状,中心注射轴线d作为圆柱轴线。
135.流道68与入口腔66连续地延伸。
136.注射口62从上游到下游包括或由通道的狭窄部70和相应的狭槽52形成。
137.变窄部70在流道68的下游端形成流道68的变窄部。
138.变窄部70形成圆形通道部分。
139.例如,变窄部70具有被狭槽52分开的圆顶形状。
140.狭槽52从上游到下游具有增加的尺寸。
141.狭槽52和变窄部70的交叉处72形成椭圆形。
142.椭圆形具有0.3mm和2.0mm的等效直径,即它的面积等于具有等效直径的圆的面积。
143.喷嘴支架43适于承载喷嘴18并将其与第二供应管道40保持为一体。
144.喷嘴支架43例如由不锈钢制成。
145.喷嘴支架43在此关于中心注射轴线d旋转对称。
146.喷嘴支架43在此包括外表面74,其适于与第二供应管道40的内表面41相互作用。
147.例如,第二供应管道40的内表面41具有内螺纹,并且该外表面74具有与内螺纹互补的螺纹。
148.在一个变型中,喷嘴支架43例如在加热下收缩到第二供应管道40中,使得外表面74抵靠第二供应管道40的内表面41延伸。
149.喷嘴支架43具有沿中心注射轴线d的上游面76和下游面78。
150.喷嘴支架43进一步限定了壳体80,该壳体80被设置为接收喷嘴18,更具体地接收在喷嘴支架43的下游部分中。
151.例如,壳体80是沿着中心注射轴线d的通孔。
152.通孔由喷嘴支架43的内表面81界定。
153.通孔一方面通向上游面76,另一方面通向下游面78。
154.通孔的横截面从上游向下游减小。
155.通孔具有肩部82。
156.肩部82通过通孔从上游到下游变窄而形成。
157.喷嘴18的肩部60与喷嘴支架43的肩部82相互作用。
158.这里的密封件84布置在喷嘴18的肩部60和喷嘴支架43的肩部82之间。
159.密封件84例如由聚四氟乙烯(ptfe)制成。
160.在一个变型中,密封件84由粘合剂代替。
161.喷嘴支架43的肩部82形成用于沿着中心注射轴线d在上游到下游方向上止挡喷嘴18的止挡部。
162.喷嘴18沿中心注射轴线d在下游到上游方向上进一步被第二止挡系统保持。
163.通孔在上游部分界定互补工具腔85,例如六边形截面腔。
164.这具体允许使用工具将喷嘴支架43固定在第二供应管道40中,例如,通过用工具将喷嘴支架43拧入第二供应管道40中。
165.另一密封件86布置在喷嘴支架43和第二供应管道40的内表面41之间。
166.密封件86例如由ptfe制成。
167.喷嘴18被接收在喷嘴支架43中,使得下游端44,这里更具体地喷嘴18的整个下游面50在下游面78处从喷嘴支架43突出。
168.第二供应装置14还包括注射阀88。
169.注射阀88适于允许第二产品选择性地通过它。
170.注射阀88在这里布置在第二供应装置中,更具体地在第二供应管道40中,在喷嘴18的上游。
171.注射阀88在此包括系统,该系统包括可相对于基部92移动的元件90,其设计成当元件移离基部时允许第二液体通过并且在元件延伸抵住基部时防止第二液体通过。
172.基部92限定了具有从上游到下游逐渐减小的横截面的通道95。
173.例如,通道具有截头圆锥形状。
174.第二供应装置使得第二供应装置的第二产品在到达喷嘴18和/或混合室16之前必须通过由基部92界定的通道95。
175.基部92在此相对于喷嘴18固定。
176.更具体地,基部92在这里例如通过保持元件96与喷嘴支架43成为一体。
177.保持元件96具有外表面98,该外表面98设置为与喷嘴支架的内表面81相互作用。
178.外表面98具有内螺纹,例如,与喷嘴支架的内表面81的螺纹互补。
179.保持元件96还具有肩部100,该肩部100能够在下游到上游方向上沿着中心注射轴线保持基部。
180.在所示示例中,保持元件96具有与工具互补的凹口102。
181.例如,凹口102对应于垂直于中心注射轴线的狭槽。例如,压痕(凹口)102与螺丝刀互补。
182.这特别允许使用工具将保持元件96安装在喷嘴支架中。
183.基部92的靠近下游方向上的部分搁在喷嘴18上。
184.因此,基部92沿中心注射轴线d形成喷嘴18的第二邻接系统,同时喷嘴18形成用于在上游向下游方向沿中心注射轴线止挡基部92的邻接系统。
185.密封件104布置在基部92和喷嘴18之间。
186.密封件104例如由ptfe制成。
187.因此,此处,除了密封件104,喷嘴18和基部92,一方面通过肩部60,另一方面通过与喷嘴支架43一体的保持元件,沿着中心注射轴线d相对于喷嘴支架43保持固定。
188.在一个变型中,基部92直接固定到喷嘴支架43。
189.通过该基部,可移动元件90可控地选择性地打开或关闭通道95。
190.在这里更具体地,元件90包括承载在针108的一端处的球106。
191.球106的尺寸设计成当它搁在所述通道95的边缘上时关闭通道95。
192.因此,注射阀88控制供第二产品经由第二供应管道40到达喷嘴18并因此注射到混合室16中的通道。
193.例如,基部92和可移动元件90由不锈钢制成。
194.在所示示例中,装置10还包括空气供应装置110,混合室16还具有空气入口112。
195.空气供应装置110在空气入口112处通入混合室16。
196.空气入口112设置在混合室16的侧壁32中。
197.空气入口112沿流动方向d布置在第一产品的第一入口22的下游。
198.空气被径向注入混合室16。
199.这特别会产生额外的湍流,以促进混合。
200.在未示出的示例中,该装置不包括喷嘴支架,喷嘴直接附接到第二供应管道的内表面。例如,如果有的话,基部也直接附接到第二供应管道的内表面。
201.在未示出的变型中,该装置包括多于两个通入混合室的产品入口,以便在混合室中混合多于两种产品。至少一个入口布置有如上所述的喷嘴。更具体地,除了一个入口之外的所有入口都布置有相应的喷嘴。
202.在未示出的另一个变型中,该装置包括第二混合室,该第二混合室类似地包括第一产品入口和第二产品入口。第二混合室布置在前述混合室的下游,所述混合室的出口形成连接到第二混合室的第一入口的供应装置,第三产品的供应装置连接到第二混合室的第二入口。这样就可以连续混合三种产品。
203.因此,该装置可以包括根据需要串联布置的多个混合室,除最后一个混合室外,其余每个混合室的出口连接到下一个混合室的第一入口。
204.通常,当混合给定数字n个产品时,此时的设备包括n-1个喷嘴,每个产品入口都配有一个喷嘴,但称为混合基料的产品入口除外。
205.现在将描述如关于附图所描述的用于组装装置10的方法。
206.所述方法可以适用于允许组装未示出的装置的所述变型。
207.如前所述,提供了包括第一供应装置12、第二供应装置14和混合室16的装置。
208.如上所述,喷嘴18设置在第二供应装置14处,以便将来自第二供应装置的第二产品作为扁平射流注入混合室中。
209.更具体地,喷嘴18定位在喷嘴支架43中,这里是在通孔中,更具体地,使得喷嘴18的肩部60搁置在喷嘴支架43的肩部82上。
210.密封件84,这里是环形的,例如,有利地放置在肩部60、82之间。
211.例如,密封件104,这里是环形的,然后放置在喷嘴18上。
212.然后如上所述放置基部92。
213.然后,将保持元件96插入喷嘴支架43中,以与所述喷嘴支架43保持一体。保持元件96例如用螺丝刀拧入喷嘴支架43中。
214.在此由喷嘴18、基部92、保持元件96以及必要时相应的密封件形成的组件在此在通孔中与喷嘴支架43成一体。
215.密封件86,此处为环形,布置在喷嘴支架43的外表面上,以便在喷嘴支架43和第二供应管道40的内表面41之间延伸。
216.然后将喷嘴支架43插入到第二供应管道40中并且通过例如用内六角扳手拧紧,或者在变型中通过收缩而固定到所述第二供应管道40。
217.喷嘴支架43使得喷嘴18将第二产品注入混合室。
218.可移动元件90随后与可移位构件致动器一起定位,使得所述构件可在密封位置和通路位置之间移动,该在密封位置处该构件延伸抵住基部,在该通路位置处,该构件远离基部92延伸。
219.现在将描述混合至少第一产品和第二产品的方法。
220.如前所述,提供了装置10。
221.第一产品在第一入口22处由第一供应装置12提供到混合室16中。
222.从第二供应装置14供应第二产品。
223.如前所述,第二产品的压力严格大于第一产品的压力,特别是至少1.0%,通常至少5.0%。
224.第二产品通过喷嘴18作为扁平射流被注入混合室16。
225.射流在喷嘴出口处具有介于50
°
和80
°
之间的射流角α。
226.更具体地,在所示示例中,元件90与基部92间隔开以允许第二产品通过阀88。
227.第二产品进入喷嘴18并在注射口62处离开喷嘴18。
228.第二产品以扁平射流的形式注射到注入到混合室的第一产品上。
229.相比于滴流混合而言,这促进了混合,因为第二产品和第一产品形成更大的接触面积。
230.这允许在第一产品中更好地分配第二产品。第一产品和第二产品因此在混合室的出口处均匀混合。
231.这种混合装置允许将基料与催化剂混合以形成涂料产品,例如,特别是在涂漆领域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。