1.本发明涉及自动化技术领域,具体而言,涉及一种基于订单分配的生产排程方法、系统、电子设备及存储介质。
背景技术:
2.面对日益激烈的市场竞争环境,企业应当能快速响应生产需求变化,在有限的资源条件下,提高生产计划的及时性和高效性,增强企业的核心竞争力。军工电子装备数字化行业属于典型的离散型制造业,其生产车间具有多品种、小批量、混线生产、生产计划扰动多等特点,生产作业的计划排程是车间进行资源及任务协调的核心。高效的计划排程系统是基于企业当前资源约束,以订单延迟量最少、设备利用率最高等为优化目标,对生产计划进行有效规划的技术,对于满足企业柔性化、定制化生产需求,帮助企业对资源进行计划、分析、优化、决策,提高企业运行信息化、智能化程度,以及增强企业的市场竞争力具有重要的意义。
3.生产排程,是指将生产任务分配至生产资源的过程,也就是在实际生产中,安排各生产任务的生产顺序以及各工序所需的生产资源。
4.传统生产排程是按照产能正向排程,也就是在有新的订单产品需要生产时,按照该订单产品的生产工序,从第一个生产工序到最后一个生产工序的顺序,按照资源的空闲时间,在每一个生产工序对应的当前可用生产资源上进行排程。目前都是通过计划员根据订单,进行人工排程,人工排程是根据经验来进行排程,可能存在漏排,错排,排程不合理的情况。
技术实现要素:
5.本发明解决的问题是如何克服生产排程过程中存在漏排、错排和排程不合理的问题。
6.为解决上述问题,本发明提供一种基于订单分配的生产排程方法,包括步骤:
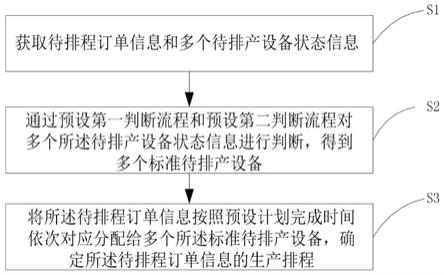
7.s1:获取待排程订单信息和多个待排产设备状态信息;
8.s2:通过预设第一判断流程和预设第二判断流程对多个所述待排产设备状态信息进行判断,得到多个标准待排产设备;
9.s3:将所述待排程订单信息按照预设计划完成时间依次对应分配给多个所述标准待排产设备,确定所述待排程订单信息的生产排程。
10.在上述方法中,根据订单的计划开始时间从小到大排序,按顺序一个订单一个订单进行排程,减少换线的频率。通过预设第一判断流程和预设第二判断流程对多个待排产设备状态信息进行判断,得到多个优先级高的标准待排产设备,一个订单优先下达给优先级高的设备;如果该设备在预设计划完成时间内做不完,再将订单分配给下一个优先级高的标准待排产设备,依次类推。
11.进一步地,所述待排程订单信息包括订单号、产品数量、产品的生产工序、产品的生产工序对应的生产资源和完成对应生产工序的生产时间。
12.进一步地,所述步骤s2中包括:
13.s21:当所述待排产设备状态为保养状态下时,则剔除该状态下的所述待排产设备;
14.s22:当所述待排产设备状态为mro占用异常情况状态下时,则剔除该状态下的所述待排产设备;
15.s23:将步骤s21和步骤s22剔除后剩余的所述待排产设备进行整合得到多个所述标准待排产设备,多个所述标准待排产设备应用于所述待排程订单信息的分配生产排程。
16.在上述方法中,排程前会对多个待排产设备状态信息进行判断,判断多个待排产设备mro是否准备完成,如果被占用则会剔除该状态下的待排产设备。继续判断设备是否处于保养时间段,若是,则同样会剔除该状态下的待排产设备,最后将剩余的待排产设备整合得到多个可用于分配订单的标准待排产设备。
17.进一步地,所述步骤s3中包括:
18.s31:获取多个所述标准待排产设备的标准排产结束时间;
19.s32:基于所述标准排产结束时间将所述预设计划完成时间依次分配给多个所述标准待排产设备进行排产。
20.在上述方法中,标准排产结束时间=排产开始时间 标准工时*生产数量 待排产设备的保养时间。订单的排程按照以少换线作为前提,排除设备处于保养状态和mro占用异常情况下状态的待排产设备,将剩余待排产设备进行合理的排程分配。
21.一种电子设备,所述电子设备包括:
22.存储器:用于存储可执行指令;
23.处理器:用于运行所述存储器存储的可执行指令时,实现上述方案中任一项所述的基于订单分配的生产排程方法。
24.一种计算机可读存储介质,存储有可执行指令,所述可执行指令被处理器执行时实现上述方案中任一项所述的基于订单分配的生产排程方法。
25.一种基于订单分配的生产排程系统,包括:
26.获取模块:用于获取待排程订单信息和多个待排产设备状态信息;
27.判断模块:通过预设第一判断流程和预设第二判断流程对多个所述待排产设备状态信息进行判断,得到多个标准待排产设备;
28.排程模块:用于将所述待排程订单信息按照预设计划完成时间依次对应分配给多个所述标准待排产设备,确定所述待排程订单信息的生产排程。
29.进一步地,所述待排程订单信息包括订单号、产品数量、产品的生产工序、产品的生产工序对应的生产资源和完成对应生产工序的生产时间。
30.进一步地,所述判断模块中包括:
31.第一判断单元:当所述待排产设备状态为保养状态下时,则剔除该状态下的所述待排产设备;
32.第二判断单元:当所述待排产设备状态为mro占用异常情况状态下时,则剔除该状态下的所述待排产设备;
33.整合单元:将所述第一判断单元和所述第二判断单元剔除后剩余的所述待排产设备进行整合得到多个所述标准待排产设备,多个所述标准待排产设备应用于所述待排程订单信息的分配生产排程。
34.进一步地,所述排程模块中包括:
35.获取单元:获取多个所述标准待排产设备的标准排产结束时间;
36.分配单元:基于所述标准排产结束时间将所述预设计划完成时间依次分配给多个所述标准待排产设备进行排产。
37.本发明采用上述技术方案包括以下有益效果:
38.本发明通过获取待排程订单信息和待排产设备的状态信息,按照预设第一判断流程和预设第二判断流程对待排产设备的状态进行判断,再按照预设优先级对待排程订单进行排序,从而减少换线的频率。经过预设第一判断流程和预设第二判断流程排除了处于保养状态的设备和mro占用异常情况下的设备,进行合理的排程,从而克服了在生产排程过程中出现漏排、错排和排程不合理的问题。
附图说明
39.图1为本发明实施例一提供的基于订单分配的生产排程方法流程图一;
40.图2为本发明实施例一提供的基于订单分配的生产排程方法流程图二;
41.图3为本发明实施例二提供的基于订单分配的生产排程系统结构图一;
42.图4为本发明实施例二提供的基于订单分配的生产排程系统结构图二。
具体实施方式
43.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
44.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
45.实施例一
46.本实施例提供了一种基于订单分配的生产排程方法,如图1和图2所示,本方法包括步骤:
47.s1:获取待排程订单信息和多个待排产设备状态信息;
48.s2:通过预设第一判断流程和预设第二判断流程对多个待排产设备状态信息进行判断,得到多个标准待排产设备;
49.s3:将待排程订单信息按照预设计划完成时间依次对应分配给多个标准待排产设备,确定待排程订单信息的生产排程。
50.具体的,根据订单的计划开始时间从小到大排序,按顺序一个订单一个订单进行排程,减少换线的频率。通过预设第一判断流程和预设第二判断流程对多个待排产设备状态信息进行判断,得到多个优先级高的标准待排产设备,一个订单优先下达给优先级高的设备;如果该设备在预设计划完成时间内做不完,再将订单分配给下一个优先级高的标准待排产设备,依次类推。
51.其中,待排程订单信息包括订单号、产品数量、产品的生产工序、产品的生产工序
对应的生产资源和完成对应生产工序的生产时间。
52.参阅图2,其中,步骤s2中包括:
53.s21:当待排产设备状态为保养状态下时,则剔除该状态下的待排产设备;该判断则为预设第一判断流程;
54.s22:当待排产设备状态为mro占用异常情况状态下时,则剔除该状态下的待排产设备;该判断则为预设第二判断流程;
55.s23:将步骤s21和步骤s22剔除后剩余的待排产设备进行整合得到多个标准待排产设备,多个标准待排产设备应用于待排程订单信息的分配生产排程。
56.具体的,排程前会对多个待排产设备状态信息进行判断,判断多个待排产设备mro是否准备完成,如果被占用则会剔除该状态下的待排产设备。继续判断设备是否处于保养时间段,若是,则同样会剔除该状态下的待排产设备,最后将剩余的待排产设备整合得到多个可用于分配订单的标准待排产设备。
57.其中,步骤s3中包括:
58.s31:获取多个标准待排产设备的标准排产结束时间;
59.s32:基于标准排产结束时间将预设计划完成时间依次分配给多个标准待排产设备进行排产。
60.具体的,标准排产结束时间=排产开始时间 标准工时*生产数量 待排产设备的保养时间。订单的排程按照以少换线作为前提,排除设备处于保养状态和mro占用异常情况下状态的待排产设备,将剩余待排产设备进行合理的排程分配。
61.一种电子设备,电子设备包括:存储器:用于存储可执行指令;处理器:用于运行存储器存储的可执行指令时,实现上述方案中任一项的基于订单分配的生产排程方法。
62.一种计算机可读存储介质,存储有可执行指令,可执行指令被处理器执行时实现上述方案中任一项的基于订单分配的生产排程方法。
63.本方法通过获取待排程订单信息和待排产设备的状态信息,按照预设第一判断流程和预设第二判断流程对待排产设备的状态进行判断,再按照预设优先级对待排程订单进行排序,从而减少换线的频率。经过预设第一判断流程和预设第二判断流程排除了处于保养状态的设备和mro占用异常情况下的设备,进行合理的排程,从而克服了在生产排程过程中出现漏排、错排和排程不合理的问题。
64.实施例二
65.本实施例提供了一种基于订单分配的生产排程系统,如图3和图4所示,本系统包括:
66.一种基于订单分配的生产排程系统,包括:
67.获取模块:用于获取待排程订单信息和多个待排产设备状态信息;
68.判断模块:通过预设第一判断流程和预设第二判断流程对多个待排产设备状态信息进行判断,得到多个标准待排产设备;
69.排程模块:用于将待排程订单信息按照预设计划完成时间依次对应分配给多个标准待排产设备,确定待排程订单信息的生产排程。
70.其中,待排程订单信息包括订单号、产品数量、产品的生产工序、产品的生产工序对应的生产资源和完成对应生产工序的生产时间。
71.参阅图4,其中,判断模块中包括:
72.第一判断单元:当待排产设备状态为保养状态下时,则剔除该状态下的待排产设备;
73.第二判断单元:当待排产设备状态为mro占用异常情况状态下时,则剔除该状态下的待排产设备;
74.整合单元:将第一判断单元和第二判断单元剔除后剩余的待排产设备进行整合得到多个标准待排产设备,多个标准待排产设备应用于待排程订单信息的分配生产排程。
75.其中,排程模块中包括:
76.获取单元:获取多个标准待排产设备的标准排产结束时间;
77.分配单元:基于标准排产结束时间将预设计划完成时间依次分配给多个标准待排产设备进行排产。
78.本系统通过获取模块来获取待排程订单信息和待排产设备的状态信息,再通过判断模块按照预设第一判断流程和预设第二判断流程对待排产设备的状态进行判断,再通过排程模块按照预设优先级对待排程订单进行排序,从而减少换线的频率。经过预设第一判断流程和预设第二判断流程排除了处于保养状态的设备和mro占用异常情况下的设备,进行合理的排程,从而克服了在生产排程过程中出现漏排、错排和排程不合理的问题。
79.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
