技术特征:
1.一种摆线铣削中的切削温度预测方法,其特征在于,包括如下步骤:步骤1:求解铣削过程中第二变形区消耗的能量q
f
;步骤2:建立铣削中的切削温度模型;步骤3:第二变形区消耗能量经前刀面流入刀具的能量分配系数r2的标定;步骤4:求解摆线铣削中流入刀具能量的输入规律;步骤5:求解摆线铣削中的切削温度t(x,y,z,t)。2.根据权利要求1所述的线铣削中的切削温度预测方法,其特征在于,所述步骤1的具体实现方法是:1.1在金属切削过程中的静切削功全部转化为热,并且金属切削中第二变形区消耗的能量对刀具的切削温度具有决定性的影响,求解第二变形区消耗的能量q
f
以求解切削温度,铣削过程中流入刀具的热流密度q
c
可由下式计;q
c
=r2·
q
f
/a
s
其中,r2为能量分配系数,表示在第二变形区经前刀面流入刀具的能量占第二变形区消耗总能量的百分比;a
s
为铣削过程中刀具和切屑的接触面积,其值可由下式计算;a
s
=l
cn
·
a
p
其中,l
cn
为刀具和切屑的接触长度,a
p
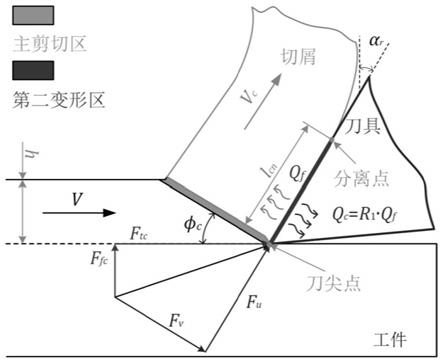
为轴向切深;1.2金属切削过程中第二变形区消耗的能量q
f
可以表示为q
f
=f
u
·vc
其中,f
u
为切屑在前刀面上受到的摩擦力;v
c
为切屑相对于前刀面的滑动速度,f
u
可由下式计算:f
u
=f
tc
·
sin(α
r
) f
fc
·
cos(α
r
)f
tc
为沿切削速度v方向的主切削力,f
fc
的方向与f
tc
的方向垂直;α
r
为刀具前角,依据切削中的运动学关系,切屑滑动速度v
c
可以表示为:其中,φ
c
为剪切角;1.3在铣削中切削力(f
tc
,f
fc
)、剪切角φ
c
、刀-屑接触长度l
cn
随未变形切屑厚度h的变化关系复杂,采用有限元法来计算给定未变形切屑厚度时的切削力、剪切角和刀-屑接触长度,在刀具切削工件旋转一周的过程中,单个切削刃切下的未变形切屑厚度h在0和每齿进给f
z
之间变化;取m个未变形切屑厚度h
i
(i=1,2,
…
,m),其中h
i
=i
·
f
z
/m,i=1,2,
…
,m.将每一个未变形切屑厚度h
i
连同切削速度v,刀具前角α
r
,刀-屑之间的摩擦系数μ,刀具和工件的材料参数以及刀具几何输入有限元软件即可求得给定切削厚度h
i
及相应切削条件下的切削力(f
tci
,f
fci
),刀-屑接触长度l
cni
以及剪切角φ
ci
的数值,其中切削力(f
tci
,f
fci
)及刀屑接触长度l
cni
的数值可由有限元软件直接输出;基于经典切削力模型,切削力、刀-屑接触长度可以分别由关于未变形切屑厚度h
i
的函数表示,具体如下式所示;
l
cn
(h)=k1·
h k0剪切角φ
ci
的数值可由应力分布图测量得到,具体的在第二变形区,应力相近的区域画三条等应力线段s
1i
,s
2i
,s
3i
,然后分别测量三条线段与切削速度方向v的夹角α
1i
,α
2i
,α
3i
;则当未变形切屑厚度为h
i
时对应的剪切角φ
ci
可以下式计算,至此求得了计算q
f
所需要的所有参数:φ
ci
=(α
1i
α
2i
α
3i
)/3。3.根据权利要求2所述的线铣削中的切削温度预测方法,其特征在于,所述步骤2的具体实现方法是:2.1建立坐标系,则平面y=0,z=0都是绝热面,并且在平面x=0上除了切削过程中的刀-屑接触区域,其它区域也是绝热的,若刀具材料各项同性且其传热学特性不随温度的变化而变化,则刀具上的一点a(x,y,z)在t时刻的温度场t(x,y,z,t)满足微分方程上述方程的约束条件为其中,k为刀具材料的导热系数,q
c
(t)为经前刀面刀-屑接触区域流入刀具的热流密度,若q
c
(t)在前刀面上均匀分布,即与刀-屑接触区域的位置无关;此时,上述微分方程的解由下式求得;上式中a(x,y,z,d)可以表示为其中,d=k(t-τ)
1/2
;t为时间,τ表示前刀面上b(0,y
p
,z
p
)处的单位热源在τ时刻加热了刀具,k为刀具材料的热扩散系数;erf为误差函数,表示为结合步骤1求得的经前刀面流入刀具的热流密度q
c
,求解上述积分即可求得铣削中任意瞬时t、刀具上任意位置a(x,y,z)处的切削温度t(x,y,z,t)。4.根据权利要求3所述的线铣削中的切削温度预测方法,其特征在于,所述步骤3的具体实现方法是:
3.1给定刀具和工件对以及对应的切削条件,则依据步骤1所述的方法求出第二变形区消耗的能量q
f
以及刀-屑接触区域的面积a
s
,通过假定一系列的能量分配系数值r
2j
(0<r
2j
<1),如r
2j
=[10%,20%,
…
,90%],即可计算出给定条件下对应能量分配系数r
2j
时流入刀具的热流密度q
cj
;3.2将求得流入刀具的热流密度q
cj
代入步骤2,即可求得铣削过程中刀具上任一点a(x,y,z)在任意时刻t的切削温度t(x,y,z,t)
j
;3.3通过切削实验,利用热电偶、红外成像或光纤热辐射测温法,测量给定刀具-工件对及切削参数下刀具上一点a(x,y,z)处的切削温度曲线t(x,y,z,t)
e
;3.4分别取计算出的切削温度曲线的稳定段和实验测量得到的切削温度曲线的稳定段,对比分析稳定段最大切削温度计算值与测量值的关系;若当r2=r
2j
时,在a(x,y,z)点处求得的最大切削温度t(x,y,z)
jmax
与实验测得a点处的最大切削温度t(x,y,z)
emax
之间的差值小于5%,则认为r2=r
2j
为给定刀具-工件对和切削条件下,第二变形区经前刀面流入刀具的能量分配系数。5.根据权利要求4所述的线铣削中的切削温度预测方法,其特征在于,所述步骤4的具体实现方法是:4.1在摆线铣削中,当刀具的某一切削刃切入工件时,切削刃被加热;当切削刃切出工件时,刀具被冷却;建立坐标系xo0y以描述摆线铣削中的几何关系,其中坐标原点o0处在s点的正上方,两点之间的距离为r,且x轴的方向与se平行;其中直线段se和绕o1点半径为r的圆构成一个摆线周期的刀轨,刀具沿摆线刀轨运动以切削工件;规定当刀心点o
c
处在摆线刀轨直线段的起点s时t=0,则当刀具沿摆线刀轨的直线段se运动时,t时刻刀心点o
c
(x
c
,y
c
)在坐标系xo0y中的位置可由下式计算;其中,f(mm/min)为进给速度,c为摆线步长(线段se的长度);当刀心点o
c
划过摆线刀轨直线段的终点e沿摆线刀轨的圆弧段运动时,o
c
(x
c
,y
c
)在坐标系xo0y中的位置可由下式计算;当t>60c/f时,如图-4所示,刀心点沿摆线刀轨的圆弧段运动;t
c
时刻刀心点o
c
划过摆线刀轨上的h点,此后刀具将不再与工件啮合直到下一个摆线周期开始;t
c
可由下式计算;当t∈[0,t
c
]时,刀尖点p
e
(x
e
,y
e
)的运动轨迹s
e
可以近似地由圆来表示,在坐标系xo0y中可以由下式表示;
4.2p2为刀尖点运动轨迹s
e
与前一个摆线周期材料切除边界b(边界b为圆心在o0,半径为r r的圆)的交点;p1为刀具的切出点;当刀具沿摆线刀轨的直线段运动时,切出点p1处在与se平行且在距离se下方(r r)的线段上;当刀具沿摆线刀轨的圆弧段运动时,切出点p1处在边界b1上(边界b1为圆心在o1,半径为r r的圆,o1在xo0y中的坐标为(c,0));p1点和p2点的坐标均可通过解方程求得;则在一个摆线铣削周期中,切削刃每次切削工件的切入角θ
st
可由下式计算;θ
st
=θ
ex-θ
imm
其中,θ
ex
为切出角,如图-4所示在摆线铣削中θ
ex
恒为π;θ
imm
=∠p2o
c
p1为啮合角,在p1和p2点的坐标已知的情况下,其值可由余弦定理求得;任意瞬时刀齿旋转形成的切削刃p
e
的方程可由下式给出;其中n(rpm)为主轴转速;θ
en
为刀尖点的瞬时位置角,如图-4所示,θ
en
表示p
e
o
c
与y轴的夹角;4.3在求得摆线铣削中切削段和非切削段的临界时间t
c
以及任意瞬时的切入角θ
st
、切出角θ
ex
后,提出以下规则以求解摆线铣削中任一瞬时t的未变形切屑厚度h(t);规则1:当0≤t≤t
c
时,若刀尖点的瞬时位置角θ
en
满足θ
st
≤θ
en
≤θ
ex
,则未变形切屑厚度h(t)可以由下式求解h(t)=f
z
·
sin(θ
en
)其中f
z
(mm)为每齿进给;若θ
en
不满足θ
st
≤θ
en
≤θ
ex
,则未变形切屑的厚度h(t)=0;规则2:当t
c
<t≤60(c 2πr)/f时,刀具的切削刃不再切削工件,此时h(t)=0;4.4在求得摆线铣削中任意瞬时的未变形切屑厚度h(t)后,先将h(t)带入步骤1,再结合步骤3求得的能量分配系数r2,最后即可求得摆线铣削中经前刀面进入刀具的热流密度q
c
(t)。6.根据权利要求5所述的线铣削中的切削温度预测方法,其特征在于,所述步骤5的具体实现方法是:将步骤4求得的摆线铣削中流入刀具的热流密度q
c
(t),带入步骤2建立的铣削中的切削温度模型即可求得摆线铣削中任意瞬时t刀具切削刃上任意点a(x,y,z)处的切削温度t(x,y,z,t)。
技术总结
本发明一种摆线铣削中的切削温度预测方法,包括如下步骤:步骤1:求解铣削过程中第二变形区消耗的能量Q
技术研发人员:邓奇 盖京波 杜雪娇 闫轲 常智勇
受保护的技术使用者:哈尔滨工程大学
技术研发日:2021.11.16
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。