1.本发明涉及一种用于建立在包括多个单条金属线的电导体与接触元件之间的电连接的方法,其中,将所述电导体设置在接触元件的接触区段中并且随后将所述接触区段和电导体相互挤压,从而使所述接触区段包围电导体。
2.本发明还涉及一种相应的用于建立电连接的设备以及一种由包括多个单条金属线的电导体与接触元件组成的单元。
背景技术:
3.所述接触元件例如由电缆接头(如压接电缆接头)或电缆套管(如压接套管)形成。
4.已知用于将电缆与接触元件电连接的连接方法,其中设置在接触元件上的电缆压接区段与电缆的电导体按压接触。在这样的挤压接触连接中,当电缆的导体由多个单条金属线组装时,位于外周上的导线与接触元件直接接触并且对此能容易实现导电。设置在导体中心的单条金属线可以仅通过设置在外周上的各单条金属线与接触元件导电接触。
5.为了建立在位于导体内部的单条金属线与另外的单条金属线之间以及还与接触元件的相应的横向接触,例如在de 10358153 a1中提出,附加于压接,借助激光将各单条金属线彼此并且与接触元件焊接。在此,在那里规定,相继地且重叠地焊接导体的多个区域。在第一个焊接步骤期间,通过施加激光束进行快速加热并且在此材料在导体内爆炸性分布。每个随后的焊接区域覆盖首先焊接的区域并且通过在第二个且随后的焊接步骤期间不提供通过激光束的快速加热而利用由此存在的提高的温度状态。材料逐渐熔化,从而能够防止爆炸性分布。然而该方法的缺点在于,在第一个焊接步骤中仍可能发生爆炸性分布。
6.de 10 2013 010 981 b3示出用于将电导体与接触部件连接的方法和设备,其中,在用于挤压的设备中设有一个或多个开口,激光焊接设备的激光束能穿透所述开口。在de 10 2013 010981 b3中没有公开激光束的特定的布置或作用方式。
7.由us 2016/126642 a1已知压接的接触元件,所述接触元件包围一束铝线。在不存在铝线的过渡区段中,借助点状的激光焊接使接触元件的舌片相互连接,然而这应当防止液体进入到接触元件中,并且不用于建立在电导体的单条金属线与接触元件之间的电连接。
技术实现要素:
8.因此,本发明的目的在于克服现有技术的缺点并且提出一种方法,在所述方法中降低爆炸性分布的危险并且仍然能够建立在单条金属线之间的横向导电性。
9.所述目的通过根据权利要求1所述的方法实现。为此的出发点是用于建立在包括多个单条金属线的电导体与接触元件之间的电连接的方法,其中,将所述电导体设置在接触元件的接触区段中并且随后将接触区段和电导体彼此挤压,从而使接触区段包围电导体。
10.根据本发明规定,借助对接触区段的激光照射或者借助通过接触区段中的开口对
电导体的激光照射,在接触区段与电导体之间形成多个彼此间隔开的长形的焊接连接部,其中,所述长形的焊接连接部沿照射方向分别从接触区段的被照射区域或从电导体的被照射区域穿过被挤压的电导体的整个横截面延伸直至接触区段的与所述被照射区域相对置的区域,从而使电导体与接触区段的该区域连接,其中,所述被照射区域光栅状地布置。
11.通过形成分别从接触区段的表面延伸穿过该接触区段并且接着延伸到导体内部中的多个长形的焊接连接部、或者(对于接触区段中的开口使电导体的表面暴露以用于激光照射的情况)通过形成分别从电导体的表面延伸到该导体内部中的多个长形的焊接连接部,然而,各长形的焊接连接部彼此间隔开,与传统的焊接方法相比能量输入减少,因为在各长形的焊接连接部之间的材料根据本发明不应被熔化。
12.所述长形的焊接连接部在导体中延伸得越深,所述长形的焊接连接部就与更多的单条金属线连接并且横向导电性就越好。因此,本发明规定,这样实施激光照射,使得所述长形的焊接连接部沿照射方向分别延伸穿过被挤压的电导体的整个横截面。在本发明的第一变型方案中,激光束入射在接触元件上,所述长形的焊接连接部因此沿其纵向方向从接触区段的被照射区域穿过导体延伸直至围绕导体引导的接触区段的与被照射区域相对置的区域。于是,被所述焊接连接部夹住的单条金属线甚至在两个位置上与接触区段连接。
13.在本发明的第二变型方案中,接触元件具有开口,激光束穿透该开口并且入射到电导体的表面上,长形的焊接连接部从电导体的被照射区域穿过导体延伸直至围绕导体引导的接触区段的与被照射区域相对置的区域。于是,被所述焊接连接部夹住的单条金属线在至少一个位置上与接触区段连接。
14.通过由激光引入到材料中的能量变化和/或通过激光照射的持续时间可以调节激光进入到材料中多深。
15.根据本发明的长形的焊接连接部在其纵向方向上、即在照射方向上具有比在宽度方向上更大的延伸尺寸。优选地,该长度是平均宽度或者说其直径的多倍,尤其是所述长形的焊接连接部在此可以是杆状的,即在其长度上具有接近恒定的直径。
16.这种长形的、尤其是杆状的焊接连接部可以通过激光深焊来制造,在此由于在熔体中沿辐射方向的高辐射强度,在工件的深度处形成蒸气毛细孔。由此,所述材料也在深度处熔化,熔化区通常与宽度相比更深。
17.根据激光束在接触区段的与被照射区域相对置的区域中的期望的进入深度来计量激光束的能量。激光束应该不完全穿透接触区段的该对置的区域并且向外射出,因为这将意味着质量缺陷。
18.用于根据本发明的方法的激光器的典型功率为1kw至15kw。功率需求取决于电导体以及接触区段的材料。功率需求还取决于长形的焊接连接部的直径、长形的焊接连接部的长度(即穿入深度)和穿入速度。
19.在本发明的第一变型方案中在激光照射之后在接触区段的表面上,或者在本发明的第二变型方案中,在电导体的表面上通常能看出所述被照射区域作为近似圆形的区域,所述区域对应于激光束的直径和接触区域或电导体的在周围熔化的材料。因此,被照射区域在本发明的第一变型方案中位于接触区段的表面上,而在第二变型方案中位于电导体的表面上。因为电导体包括多个单条金属线,所以被照射区域因此位于各单条金属线的表面上。
20.通过将每个所谓的激光穿入部(即随后的长形的焊接连接部的每个区域)的熔融材料集中到非常窄的区域,相对于传统的焊接方法仅少量材料液化,这降低材料的爆炸性分布的危险。
21.一个实施变型方案规定,所述长形的焊接连接部在其沿照射方向测量的长度的大部分上垂直于照射方向彼此间隔开。在理想情况中,所述长形的焊接连接部在其整个长度上彼此间隔开。
22.本发明的一个实施变型方案规定,在时间上相继地通过同一激光照射源产生多个长形的焊接连接部、优选所有长形的焊接连接部。利用光源、即激光器,例如可以通过相应的光学转向(例如反光镜等)从光源出发到达所有期望的被照射区域,而无须使接触元件相对于光源运动。
23.但优选的是,多个长形的焊接连接部同时、尤其是通过同一激光照射源产生,因为能更快地实施。利用源例如可以又通过相应的光学转向将激光束分配到所有期望的被照射区域上。
24.本发明规定,多个长形的焊接连接部光栅状地、即在彼此均匀间隔开的被照射区域中产生。被照射区域通常能作为在接触区域或电导体的表面上的小的近似圆形的点看出,即所述被照射区域彼此以一定间距设置在接触区域或电导体的表面上。通过均匀的布置,利用长形的焊接连接部能够确保均匀地穿过导体和因此导体的各单条金属线的连接。因此,根据光栅使被照射区域设置在接触区域或电导体的表面上。电导体的单条金属线通常附加地扭绞并且所述单条金属线在导体横截面中的位置在其长度上改变,这同样有助于接触所有的单条金属线。
25.被照射区域的光栅状的布置的示例例如为处于一条线上并且因此形成一行的多个被照射区域,其中,两个或更多个这样的行横向于、尤其是垂直于电导体的单条金属线的纵向方向设置并且在单条金属线的纵向方向上彼此以恒定的间距设置。相邻的行例如具有同样多的被照射区域或者区别在于一个被照射区域。
26.在被照射区域的光栅状的布置中可以规定,一个被照射区域相对于另一个被照射区域垂直于单条金属线的纵向方向位错,从而所有长形的焊接连接部到电导体的如下横截面上的投影得出在电导体的横向方向上的连续的焊接面,所述横截面位于长形的焊接连接部的区域中。因此确保:在单条金属线的纵向方向上相继的不同的长形的焊接连接部不仅始终接触一个且同一个单条金属线,而不接触另外的相邻的单条金属线。此外确保在长形的焊接连接部中至少一次包含所有单条金属线。
27.在本发明的第一变型方案中,激光束通常垂直于接触区段的表面入射到接触区段上,或者在本发明的第二变型方案中垂直于电导体的表面、具体地垂直于电导体的单条金属线的表面入射到电导体上。就这点而言,在所述实施变型方案中被照射区域垂直于照射方向同时彼此位错。
28.具有彼此位错的被照射区域的可能的光栅状的布置例如包括多行被照射区域,其中,这些行横向于、尤其是垂直于单条金属线的纵向方向延伸,并且相邻的各行横向于、尤其是垂直于单条金属线的纵向方向彼此位错。于是,沿单条金属线的长度方向观察,第一行、第三行等行的被照射区域可以相互对齐,第二行、第四行等行的被照射区域同样可以相互对齐。沿单条金属线的纵向方向观察,确实相互位错的相邻行也可以彼此重叠。
29.可以规定,单条金属线在接触元件的不存在被照射区域的纵向区域中的挤压程度小于在接触元件的存在被照射区域的纵向区域中的挤压程度。
30.所述挤压程度说明在挤压(或压接)之后的导体横截面与在挤压(或压接)之前的导体横截面的比例。100%的挤压程度意味着,导体横截面通过挤压(或压接)根本不减小,而是保持不变。80%的挤压程度意味着,导体横截面通过挤压(或压接)已减小到最初的导体横截面的80%。
31.现在可以规定,将所述接触区段横向于单条金属线的纵向方向分成两个纵向区域。在一个纵向区域中仅挤压导体,在另一个纵向区域中挤压导体并且附加地根据本发明利用激光来照射所述导体。在附加地利用激光照射的纵向区域中有利的是,在各单条金属线之间存在尽可能多的空隙,即确保敞开的芯线结构,所述芯线结构在激光焊接过程的范围内在建立熔体压力时用作排气通道。这种措施使激光焊接过程稳定,亦即例如如果在被挤压的金属线之间存在乳剂残留物,那么在引入能量时可能发生该乳剂的蒸发,所述蒸发对激光焊接结果有不利影响。如果现在确保通过松散的芯线结构得到烟囱效应,则所述乳剂残留物的蒸发对所述结果没有不利影响。
32.用于产生不同的挤压程度的一个可能性在于,通过具有阶梯形的支承面的挤压工具产生不同的挤压程度。所述两个阶梯部的长度分别对应于接触区段的纵向区段。所述支承面相对于接触元件的接触区段的不同高度实现导体在接触元件的所述两个纵向区段中被不同强烈地压合。
33.用于产生不同挤压程度的另一个可能性在于,通过具有在横向方向上不同长度的电缆接头卡爪的接触区段产生不同的挤压程度。应被更多地压合在一起的纵向区段于是具有更长的电缆接头卡爪,即更多的材料,所述材料在挤压时在导体方向上被挤压。因此,即使在挤压工具的支承面平坦的情况下也能够实现导体的不同高度或压力。
34.也不排除同时使用阶梯形的支承面和不同长度的电缆接头卡爪。
35.在单条金属线的敞开的芯线结构方面有利的是,单条金属线在接触元件的存在被照射区域的纵向区域中的挤压程度大于70%。
36.为了避免不必要的加工步骤、例如将被挤压的导体置于焊装工位,可以规定,在进行挤压的工具中进行激光照射。尤其是可以规定,在挤压和激光照射之间不改变被挤压的电导体的位置。因此,被挤压的电导体在挤压之后保留在工具中并且在那里也用激光焊接。
37.可以规定,长形的焊接连接部的产生耗时少于100ms、尤其是少于80ms,例如约60ms。根据激光器的功率,得出用于制造长形的焊接连接部的20ms至100ms的范围。
38.可以规定,所述接触区段至少在接触区段接触电导体的区域中设有镍涂层。镍层一方面实现在导体与接触区段之间的防腐蚀保护并且另一方面提高在激光焊接时的能量吸收。
39.在本发明的一个实施方式中规定,被照射区域的直径为0.4mm至0.8mm之间、尤其是为0.5mm至0.7mm之间、优选为0.6mm。
40.在本发明的一个实施方式中规定,被照射区域的光栅常数为0.8至1.2mm之间、尤其是为0.9mm至1.1mm之间、优选为1mm。光栅常数规定在两个被照射区域之间在光栅的一个确定的方向上的恒定距离。因此,光栅常数大于被照射区域的直径,因此使长形的焊接连接部彼此间隔开。与被照射区域的直径相比,光栅常数越大,则各长形的焊接连接部彼此的间
距越大。
41.长形的焊接连接部的直径通常略微大于被照射区域的直径。尤其是可以规定,长形的焊接连接部的最大直径为0.7mm至0.9mm、尤其是约0.8mm。
42.用于实施根据本发明的方法的设备、即用于建立在包括多个单条金属线的电导体与接触元件之间的电连接的设备包括挤压工具,利用所述挤压工具能够将设置在接触元件的接触区段中的电导体与接触元件一起挤压,从而使接触区段包围电导体,并且其特征在于,设有用于激光照射的装置,所述装置构成用于在接触区段与电导体之间产生多个彼此间隔开的长形的焊接连接部,其中,所述长形的焊接连接部沿照射方向分别从接触区段的被照射区域或从电导体的在接触区段的开口中的被照射区域延伸直至接触区段的与所述被照射区域相对置的区域,从而使电导体与接触区段的该区域连接,其中,所述被照射区域光栅状地布置。
43.所述设备可以这样构成,使得因此可以实施根据本发明的方法的一个或多个实施变型方案。尤其是,该设备可以这样构成,使得在挤压和激光照射之间不改变被挤压的电导体的位置。
44.本发明还包括一种根据本发明的方法或利用根据本发明的设备制造的单元,该单元由包括多个单条金属线的电导体与接触元件组成,其中,所述电导体设置在接触元件的接触区段中并且接触区段与电导体彼此挤压,从而接触区段包围电导体并且在电导体与接触元件之间存在电连接。该单元的特征在于,在接触区段与电导体之间存在多个彼此间隔开的长形的焊接连接部,其中,所述长形的焊接连接部沿照射方向分别从接触区段的被照射区域或从电导体的在接触区段的开口中的被照射区域延伸直至接触区段的与所述被照射区域相对置的区域,从而使电导体与接触区段的该区域连接,其中,所述被照射区域光栅状地设置。
45.根据按照本发明的方法的一个实施变型方案,所述单元可以这样构成,使得所述长形的焊接连接部在其长度的大部分上垂直于照射方向彼此间隔开。
46.根据按照本发明的方法的一个实施变型方案,所述单元可以这样构成,使得至少一个被照射区域相对于另一个被照射区域垂直于单条金属线的纵向方向位错,从而所有长形的焊接连接部到电导体的如下横截面上的投影得出在电导体的横向方向上的连续的焊接面,所述横截面位于长形的焊接连接部的区域中。
47.根据按照本发明的方法的一个实施变型方案,所述单元可以这样构成,使得被照射区域的直径为0.4mm至0.8mm之间、尤其是为0.5mm至0.7mm之间、优选为0.6mm。
48.根据按照本发明的方法的一个实施变型方案,所述单元可以这样构成,使得被照射区域的光栅常数为0.8mm至0.2mm之间、尤其是为0.9mm至1.1mm之间、优选为1mm。
49.根据按照本发明的方法的一个实施变型方案,所述单元可以这样构造,使得长形的焊接连接部的最大直径为0.7mm至0.9mm、尤其是约0.8mm。
50.如在现有技术中已知的那样,本发明可以用于制造所谓的b形压接形状或心形压接形状。不言而喻地,本发明也可以用于其它类型的压接形状或挤压形状。
51.本发明尤其是能实现使用由铝或铝合金制成的单条金属线。众所周知,将铝用于单条金属线导致在单条金属线的表面上形成氧化层并且因此在导体的使用寿命期间不存在稳定的阻抗比。但是,通过根据本发明的长形的焊接连接部建立单条金属线与接触元件
的接触区段之间的材料锁合连接和因此建立电接触,该接触不被氧化并且因此确保保持不变的阻抗比。
52.有利地,由铝或铝合金制成的单条金属线与由铜或铜合金(例如青铜、黄铜)制成的接触区段或接触元件(例如压接电缆接头、压接套管)一起被挤压。
53.根据本发明的单元可以用于高压插接系统。
附图说明
54.现在借助实施例更详细地阐述本发明。附图是示例性的并且虽然应解释本发明构思,但绝不限制或甚至封闭性地描述本发明构思。图中:
55.图1a至d示出用于挤压和激光焊接的设备的第一实施变型方案(图1a至1c),用于具有接触区段的接触元件(图1d),所述接触区段具有在横向方向上不同长度的电缆接头卡爪,
56.图2示出图1a至1c中的设备的透视图,
57.图3a至b以剖视图示出在激光焊接时图1a至1c的设备,
58.图4示出图3b中的放大部,
59.图5示出在激光焊接之后的接触元件的俯视图,
60.图6示出在根据图1a至c的设备中在激光焊接之后的接触元件,
61.图7a至e示出用于挤压和激光焊接的设备的第二实施变型方案,其中,挤压工具具有阶梯形的支承面,
62.图8示出在初始状态下的接触元件,所述接触元件用于在第三实施变型方案中的用于挤压和激光焊接的设备,
63.图9示出弯曲图8中的接触元件以用于容纳电导体,
64.图10示出图9中的接触元件,所述接触元件具有电导体,
65.图11示出从斜下方观察图10中的接触元件,所述接触元件嵌入到第三实施变型方案中的用于挤压和激光焊接的设备中,
66.图12示出从斜上方观察图11中的接触元件和设备,
67.图13示出图11中的设备处于闭合状态中,
68.图14示出图10中的围绕电导体压接的接触元件,
69.图15示出在激光照射时图14中的被压接的接触元件,
70.图16示出被照射的区域的可能的布置。
具体实施方式
71.图1a至d示出用于挤压和激光焊接的设备的第一实施变型方案,其中所述设备构成为用于具有接触区段的接触元件,所述接触区段具有在横向方向上不同长度的电缆接头卡爪。
72.在图1a中示出打开的设备的纵剖视图。接触元件2(电缆接头)嵌入挤压工具的下部件1中。通过下降挤压工具的上部件3,接触元件2的接触区段4(该接触区段包围电导体5)被向下挤压,其中,电缆接头卡爪6、7的端部被向内挤压到导体5中。按照这种方式建立以b形压接形式的挤压连接或压接连接。
73.在图1d中示出在挤压之前的状态下的接触元件2。在此,接触元件2沿其纵向方向观察具有连接区段8(所述连接区段包括用于另外的电连接的圆形的舌片)和接触区段4(所述接触区段用于与电导体5一起挤压)。接触区段4被分为两个纵向区域,这两个纵向区域具有在横向方向上不同长度的电缆接头卡爪6、7。于是,较短的电缆接头卡爪6包围导体5的如下区域,该区域更靠近连接区段8并且该区域附加地利用激光焊接。因此,在电缆接头卡爪6之内得出更高的挤压程度、例如高于70%、尤其是高于80%或高于90%。因此,这里应该确保导体5的单条金属线9的敞开的芯线结构。这在图1b中能看出,该图示出沿图1a中的线b-b的横剖视图。在下方示出导体5在该位置上的单条金属线9,所述单条金属线仍然具有圆形的横截面。
74.较长的电缆接头卡爪7包围导体5的如下区域,该区域远离连接区段8并且不利用激光焊接。因此,在电缆接头卡爪7之内得出更低的挤压程度、例如小于80%。在这里,在各单条金属线9之间存在较小的间隙。这能在图1c中看出,该图示出沿图1a中的线c-c的横剖视图。在下方可看出,各单条金属线9被这样强烈地彼此挤压,使得各单条金属线已经具有更确切地说六边形的横截面。
75.下部件1的支承面10(参见图1a)在此是笔直的并且因此对于两个电缆接头卡爪6、7是相同构造的。激光部件11可下降地装入在上部件3中。
76.图2示出图1a至c中的设备的透视图,所述设备具有被挤压的但是还未焊接的导体5。
77.对应于图1a和1b中的示图,图3a至b以剖视图示出在激光焊接时图1a至c中的设备。激光部件11包含或与作为辐射源的激光器相连接。所述激光部件可以借助包括透镜、反射镜等的光学器件沿照射方向(在此为竖直线)发射激光束并且使所述激光束沿光栅水平移动,其中,保持激光束的竖直定向。因此,可以将激光束在时间上相继地引导到不同的、大致点状的被照射区域上。激光束12在此表示为细线。备选地,通过光学器件可以将该激光束分成多个激光束12,这些激光束同时入射到被照射区域上。
78.在图3a中示出两个激光束12,所述两个激光束分别入射在被照射区域中并且在那里分别向下进入导体5中并且直至电缆接头卡爪6地在相对置的侧上构成长形的焊接连接部14。在图3b中相应地示出六个激光束12,所述六个激光束分别入射在被照射区域中并且在那里分别向下进入导体5中并且直至电缆接头卡爪6地在相对置的侧上构成长形的焊接连接部14。所述长形的焊接连接部14基本上沿照射方向、即在此竖直地延伸。各长形的焊接连接部彼此不重叠或不接触。
79.图4示出图3b中的放大部,在那里示意性地示出并且能更好地看出长形的焊接连接部14。
80.图5示出在激光焊接之后的接触元件2的俯视图,在那里可以将激光束12的进入点分别视为被照射区域13。各被照射区域13彼此均匀地间隔开并且在此形成具有在接触元件2的横向方向(即垂直于电导体5的单条金属线9的纵向方向)上延伸的行的光栅,所述行交替地具有六个和五个被照射区域13。在单条金属线9的纵向方向上或者说在接触元件2的纵向方向上相继的各行在横向方向上彼此位错,更确切地说位错一半的光栅常数。
81.图6示出在激光焊接之后在挤压工具的下部件1中的接触元件2,其中,在此能看出在接触元件2的表面上的被照射区域13。
82.图7a至e示出用于挤压和激光焊接的设备的第二实施变型方案,其中,所述挤压工具具有阶梯形的支承面。图7a在很大程度上对应于图1a,除了下部件1的用于接触区段4的支承面10在此根据接触区段4的两个纵向区域而具有不同的高度,因此构成两个阶梯部15、16。电缆接头卡爪6、7可以、但不是必须一样长。
83.图7d和7e示出在挤压状态下的接触元件2。
84.图7b对应于图1b并且具有相同的挤压程度,图7c对应于图1c并且具有相同的挤压程度。
85.电缆接头卡爪6包围导体5的如下区域,该区域更靠近连接区段8并且附加地利用激光焊接。在电缆接头卡爪6之内由于位于更下方的阶梯部15而得出更高的挤压程度、例如高于70%、尤其是高于80%或高于90%。在此,又确保导体5的单条金属线9的敞开的芯线结构,单条金属线9如在图1b中那样还具有圆形的横截面。
86.电缆接头卡爪7又包围导体5的如下区域,所述区域又远离于连接区段8并且不利用激光焊接。因此,在电缆接头卡爪7之内得出更低的挤压程度、例如小于80%。在这里,与在图1c中的下方相同,在各单条金属线9之间存在较小的间隙,在那里所述单条金属线9被这样强烈地相互挤压,使得所述单条金属线已经具有更确切地说六边形的横截面。
87.紧接于挤压,在根据图7a至c的设备中进行如在图3a至b和4中的那样的激光焊接,具有与在图5和6中相同的结果。
88.图8至15示出本发明的第三实施变型方案,其中,挤压工具在此不具有阶梯形的支承面。在此,接触元件2的所述两个电缆接头卡爪6、7一样长。
89.图8中的接触元件2又具有接触区段4和连接区段8。所述接触区段4在两侧包括两个在此同样长的电缆接头卡爪6、7,所述电缆接头卡爪通过缝隙相互分开,所述缝隙在接触元件的挤压状态下形成开口17,通过所述开口17使被挤压的电导体5的表面保持可接近。在所述两个电缆接头卡爪7(所述电缆接头卡爪与电缆接头卡爪6相比距电导体5的端部更远)之间的槽纹用于在沿电导体5的纵向方向从接触元件2中拉出之前保护电导体5。电缆接头卡爪6、7也可以根据图1至7中的实施变型方案构造成不同长度的。
90.在图9中,电缆接头卡爪6、7已经相互弯曲,从而可以将电导体5嵌入所述电缆接头卡爪之间,如在图10中所示的那样。在电缆接头卡爪6、7的区域中去除电导体5的绝缘部。不同于图1至7的实施变型方案,在此所述电缆接头卡爪6、7相对于连接区段8向上弯曲。于是,在挤压时将电缆接头卡爪6、7的端部从上方挤压到电导体5中,参见图11至13。在实施变型方案1至7中,将电缆接头卡爪6、7从下方挤压到电导体5中。
91.在图11和12中,电导体5和接触元件2嵌入到挤压工具的下部件1中。通过使挤压工具的上部件3下降(参见图13),将接触元件2的接触区段4、更准确地说所述接触区段的电缆接头卡爪6、7向内并且然后向下挤压,其中,将所述电缆接头卡爪6、7的端部向内挤压到导体5中。按照这种方式建立以b形压接形式的挤压连接或压接连接。
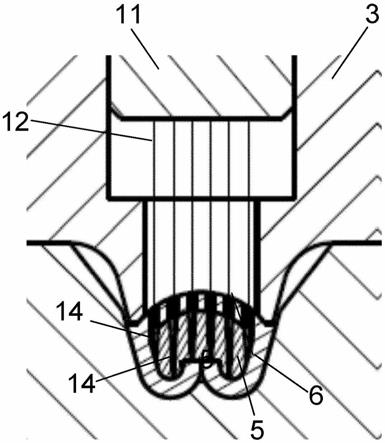
92.上部件3具有横向于电导体5的纵向方向延伸的空隙部18,所述空隙部18与缝隙对齐,所述缝隙稍后形成接触区段4的开口17,从而激光束12可以从上方穿过该空隙部18和开口17发射到电导体5的表面上。在本发明的该实施变型方案中,激光束12因此从具有电缆接头卡爪6、7的端部的一侧入射到接触元件2上,而在根据图1至7的实施变型方案中激光束12入射到接触元件2的相对置的侧上。
93.在图13中示出在封闭的挤压工具中的被挤压的电导体5,所述挤压工具包括上部件3和下部件1。
94.图14示出被挤压的电导体5,具有压紧的接触元件2而没有挤压工具。沿单条金属线9的纵向方向观察,所述开口17关于接触区段4与在接触区段4的背离连接区段8的端部相比更靠近连接区段8。开口17沿接触元件4的横向方向、即垂直于单条金属线9的纵向方向在被挤压的电导体5的整个宽度上延伸。由此确保,每个单条金属线9被长形的焊接连接部14夹住。
95.在图15示出激光照射在图14中的被挤压的电导体5上的过程。该过程在挤压工具1、3中发生,在挤压电导体5之后,所述电导体的位置在此不改变。激光束12光栅状地设置并且垂直地入射到在开口17中露出的单条金属线9的表面上。在此,激光束12的该光栅状的布置结构包括三个平行的行,各行垂直于单条金属线9的纵向方向延伸,其中,中间的行相对于两个外部的行位错一半的光栅常数。所述外部的行在这里例如包括八个激光束,中间的行包括七个激光束。
96.相应地,在开口17中在单条金属线9的表面上分别形成三行八个或七个被照射区域13。
97.图16以更大的示意图示出被照射区域13的可能的布置结构。在此,被照射区域13设置成两行,每行具有九个被照射区域13,这些行共同满足长度l,该长度等于被挤压的电导体5的宽度。这些行垂直于单条金属线9的纵向方向延伸。在一行内各被照射区域13彼此之间具有等于光栅常数r的间距。在相邻的行之间间距为一半的光栅常数r。由于被照射区域13的直径d超过一半的光栅常数r,因此出现相邻行的被照射区域13的重叠,即在单条金属线9的纵向方向上的重叠。
98.然而重要的是,所有长形的焊接连接部14(所述焊接连接部在图16中从被照射区域13向下延伸到附图平面中)到如下平面上的投影覆盖被挤压的电导体5的整个横截面,所述平面垂直于附图平面且平行于被照射区域13的各行延伸。因此确保:所有单条金属线9被长形的焊接连接部14夹住。
99.在此,所述被照射区域13的直径d为0.6mm,光栅常数r为1mm。
100.附图标记列表
[0101]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挤压工具的下部件
[0102]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接触元件(电缆接头)
[0103]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挤压工具的上部件
[0104]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接触区段
[0105]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电导体
[0106]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电缆接头卡爪
[0107]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电缆接头卡爪
[0108]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接区段
[0109]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
单条金属线
[0110]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支承面
[0111]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
激光部件(激光照射源,用于激光照射的装置)
[0112]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
激光束
[0113]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
被照射区域
[0114]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
长形的焊接连接部
[0115]
15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
阶梯部
[0116]
16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
阶梯部
[0117]
17
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接触元件2中的开口
[0118]
18
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上部件3中的空隙部
[0119]dꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
直径
[0120]
l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
长度
[0121]rꢀꢀꢀꢀꢀꢀꢀꢀꢀ
光栅常数
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
