1.本实用新型涉及一种焊接设备领域,具体涉及车架式高频自动焊接设备。
背景技术:
2.原有的焊接设备通过人工上料的方式,将金属管与其相应的配件放置于 上料位,人工将产品与配件分别进行定位,再利用焊接件把配件与金属管加 热至一定温度,实现金属管与相应配件的焊接功能,导致劳动者工作强度增 大,无法自动对产品和配件自动定位,使得工作者需要自己去定位,工作者 吸入废气的危险增大,而且产品的良率无法保证。
技术实现要素:
3.本实用新型的主要目的是提出车架式高频自动焊接设备,旨在解决劳动 者工作强度大、作业环境恶劣以及产品的良率低的问题。
4.为实现上述目的,本实用新型提出车架式高频自动焊接设备,该车架式 高频自动焊接设备,包括机座,所述机座上设有第一安装板,所述第一安装 板上设有至少一组用于定位配件的配件定位机构,所述配件定位机构一侧对 应设有金属管定位机构,所述配件定位机构上方设有用于焊接配件至金属管 上的左右移载焊接机构。
5.优选地,该车架式高频自动焊接设备还包括罩设于所述机座上方的机罩 壳和设于所述机座上的配件料盒,所述机罩壳上设有便于操作者操纵的人机 操作界面和便于分辨设备故障的三色灯。
6.优选地,所述配件定位机构包括设于所述第一安装板上的第二安装板和 设于所述第二安装板上可移动的配件定位组件,所述第二安装板上设有第一 滑轨。
7.优选地,所述配件定位组件包括设于所述第二安装板上的配件定位件和 设于所述配件定位件上且用于控制所述配件定位件开合的第一气缸,所述配 件定位件上设有与所述第一滑轨对应设置的第一滑块。
8.优选地,所述金属管定位机构包括设于所述第二安装板一侧的可移动式 金属管定位组件和设于所述第二安装板另一侧的固定式金属管定位组件。
9.优选地,所述左右移载焊接机构包括设于所述第一安装板上的左右移载
10.优选地,所述左右移载组件包括设于所述第一安装板上的左右直线导轨 和设于所述左右直线导轨上的第二滑块。
11.优选地,所述焊接升降模组包括设于所述左右移载组件上的上下直线导 轨、设于所述左右移载组件上的升降气缸和设于所述上下直线导轨上的高频 焊接组件。
12.优选地,所述上下直线导轨上设有前后直线导轨,所述前后直线导轨与 所述高频焊接组件固定连接。
13.优选地,所述高频焊接设备包括设于所述前后直线导轨上的压杆导向组 件、设于所述压杆导向组件上的下压棒和设于所述下压棒上的高频感应圈。
14.本实用新型技术方案的有益效果在于:本实用新型提出的车架式高频自 动焊接
设备通过人工上料的方式将金属管与其相应的配件放置于上料位,焊 接设备自动定位机构将产品与配件分别进行定位,利用高频感应圈把配件与 金属管加热至一定温度,实现金属管与相应配件的自动焊接功能,最后由人 工完成收料,该车架式高频自动焊接设备减轻了劳动者工作强度,改善了现 场的作业环境,大幅度提高了产品的良率。
附图说明
15.图1为本实用新型所提出的车架式高频自动焊接设备的一视角的结构示 意图;
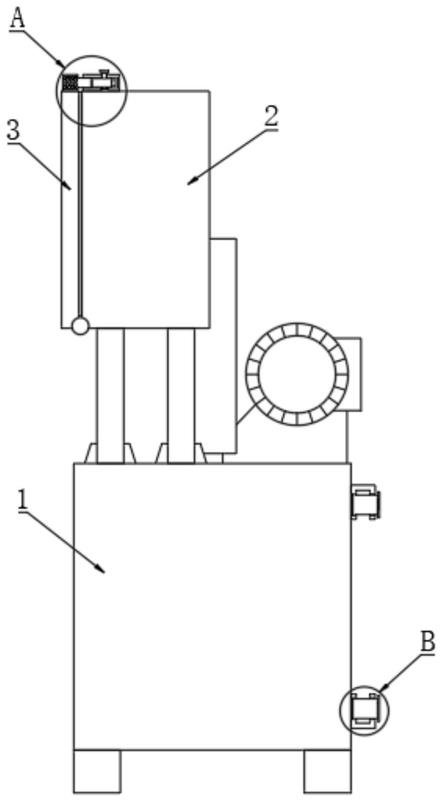
16.图2为本实用新型所提出的车架式高频自动焊接设备的整体结构示意图;
17.图3为本实用新型所提出的车架式高频自动焊接设备的定位机构的结构 示意图;
18.图4为本实用新型所提出的车架式高频自动焊接设备的升降模组的结构 示意图。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的方案 进行清楚完整的描述,显然,所描述的实施例仅是本实用新型中的一部分实 施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术 人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用 新型保护的范围。
20.本实用新型提出车架式高频自动焊接设备,参考图1和图2,该车架式高 频自动焊接设备,包括机座1,机座1上设有第一安装板11,第一安装板11 上设有至少一组用于定位配件的配件定位机构12,配件定位机构12一侧对应 设有金属管定位机构13,配件定位机构12上方设有用于焊接配件至金属管上 的左右移载焊接机构14。
21.本实用新型提出的车架式高频自动焊接设备通过人工上料的方式将金属 管与其相应的配件放置于上料位,焊接设备自动定位机构将产品与配件分别 进行定位,利用高频感应圈153把配件与金属管加热至一定温度,实现金属 管与相应配件的自动焊接功能,最后由人工完成收料,该车架式高频自动焊 接设备减轻了劳动者工作强度,改善了现场的作业环境,大幅度提高了产品 的良率。
22.其中,车架式高频自动焊接设备包括机座1,机座1上设有第一安装板 11,第一安装板11的作用在于便于安装所需的焊接机构,第一安装板11上设 有配件定位机构12和金属管定位机构13,其中配件定位机构12和金属管定 位机构13可设置成至少一组,具体设计成几组应根据实际工艺需求而定,配 件定位机构12和金属管定位机构13对应设置,配件定位机构12和金属管定 位机构13上方设有左右移载焊接机构14,其中左右移载焊接机构14的作用 在于将所需要焊接的配件焊接至金属管上,左右移载焊接机构14可以三轴移 动,方便精准定位,减少了人工操作,使得焊接良率提高。
23.在一较佳实施例中,参考图1和图2,本实用新型提出的车架式高频自动 焊接设备还包括罩设于机座1上方的机罩壳2和设于机座1上的配件料盒3, 机罩壳2上设有便于操作者操纵的人机操作界面21和便于分辨设备故障的三 色灯22。本实施例中,作为优选,车架式高频自动焊接设备还包括机罩壳2 和配件料盒3,其中机罩壳2罩设在机座1的上方,配件料盒3设置在机座1 上,机罩壳2上设有人机操作界面21和三色灯22,人机操作界面21的作用 在于便于操作者操纵,三色灯22的作用在于便于操作者及时了解设备的运行 状态,作为有限,具体的人机操作界面21和三色灯22的类型应根据实际工 艺需求而定,在此不做限
定。
24.在一较佳实施例中,参考图1和图3,本实用新型提出的配件定位机构 12包括设于第一安装板11上的第二安装板121和设于第二安装板121上可移 动的配件定位组件124,第二安装板121上设有第一滑轨。本实施例中,作为 优选,配件定位机构12包括第二安装板121和可移动的配件定位组件124, 其中第二安装板121设置在第一安装板11上,第二安装板121的主要作用在 于便于配件定位组件124安装在机座1上,另外第二安装板121上还设有第 一滑轨,配件定位组件124上设有滑块,使得可移动的配件定位组件124可 以移动,具体的第二安装板121和配件定位组件124的类型在此不做限定, 应根据实际工艺需求而定。
25.在一较佳实施例中,参考图1和图3,本实用新型提出的配件定位组件 124包括设于第二安装板121上的配件定位件125和设于配件定位件125上且 用于控制配件定位件125开合的第一气缸126,配件定位件125上设有与第一 滑轨对应设置的第一滑块。本实施例中,作为优选,配件定位组件124包括 配件定位件125和第一气缸126,其中配件定位件125设置在第二安装板121 上且配件定位件125的主要作用在于辅助配件定位,第一气缸126设置在配 件定位件125上且用于给配件定位件125提供动力,配件定位件125上设有 第一滑块,第一滑块与第一滑轨对应,但是具体的第一气缸126和第一滑块 的类型应该以实际工艺需求而定,在此不做限定。
26.在一较佳实施例中,参考图1和图3,本实用新型提出的金属管定位机构 13包括设于第二安装板121一侧的可移动式金属管定位组件131和设于第二 安装板121另一侧的固定式金属管定位组件132。本实施例中,作为优选,金 属管定位机构13包括可移动式金属管定位组件131和固定式金属管定位组件 132,其中可移动式金属管定位组件131设置在第二安装板121的一侧,且可 移动式金属管定位组件131的作用在于可根据金属管的长度调节可移动式金 属管定位组件131的位置,从而适应不同规格的可移动式金属管定位组件131, 固定式金属管定位组件132设于第二安装板121另一侧,且固定式金属管定 位组件132用于固定金属管,具体的可移动式金属管定位组件131和固定式 金属管定位组件132的类型应该以实际工艺需求而定,在此不做限定。
27.在一较佳实施例中,参考图1和图4,本实用新型提出的左右移载焊接机 构14包括设于第一安装板11上的左右移载组件141和设于左右移载组件141 上的焊接升降模组142。本实施例中,作为优选,左右移载焊接机构14包括 左右移载组件141和焊接升降模组142,左右移载组件141设于第一安装板11上,左右移载组件141的作用在于便于焊接设备左右移动焊接,焊接升降 模组142设置在左右移载组件141上,焊接升降模组142的主要作用在于可 以调节焊接设备的高度,方便焊接,具体的左右移载组件141和焊接升降模 组142的类型应该以实际工艺需求而定,在此不做限定。
28.在一较佳实施例中,参考图1和图4,本实用新型提出的左右移载组件 141包括设于第一安装板11上的左右直线导轨143和设于左右直线导轨143 上的第二滑块144。本实施例中,作为优选,左右移载组件141包括左右直线 导轨143和第二滑块144,其中左右直线导轨143设于第一安装板11上,第 二滑块144设于左右直线导轨143上,具体的左右直线导轨143和第二滑块 144的类型应该以实际工艺需求而定,在此不做限定。
29.在一较佳实施例中,参考图1和图4,本实用新型提出的焊接升降模组 142包括设于左右移载组件141上的上下直线导轨145、设于左右移载组件141 上的升降气缸146和设
于上下直线导轨145上的高频焊接组件147。本实施例 中,作为优选,焊接升降模组142包括上下直线导轨145、升降气缸146和高 频焊接组件147,其中上下直线导轨145设置在左右移载组件141上,升降气 缸146设置在左右移载组件141上,高频焊接组件147设置在上下直线导轨 145上。
30.在一较佳实施例中,参考图1和图4,本实用新型提出的上下直线导轨 145上设有前后直线导轨148,前后直线导轨148与高频焊接组件147固定连 接。本实施例中,作为优选,前后直线导轨148设置在上下直线导轨145上, 前后直线导轨148与高频焊接组件147固定连接。
31.在一较佳实施例中,参考图1和图4,本实用新型提出的高频焊接设备包 括设于前后直线导轨148上的压杆导向组件151、设于压杆导向组件151上的 下压棒和设于下压棒上的高频感应圈153。本实施例中,作为优选,高频焊接 设备包括压杆导向组件151、下压棒和高频感应圈153,其中压杆导向组件151 设置在前后直线导轨148上,下压棒设置在压杆导向组件151上,高频感应 圈153设置在下压棒上。
32.车架式高频自动焊接设备动作流程,人工上料(包括金属管、配件、助 焊剂等),产品及其配件定位,高频感应圈153将产品及其配件加热至一定 温度,产品焊接完成,产品定位机构松开,人工收取焊接完成的物料。
33.以上所述的仅为本实用新型的部分或优选实施例,无论是文字还是附图 都不能因此限制本实用新型保护的范围,凡是在与本实用新型一个整体的构 思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接 运用在其他相关的技术领域均包括在本实用新型保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。