1.本实用新型属于铜加工技术领域,具体涉及一种铜及铜合金接触线的拉拔模具。
背景技术:
2.电气化铁路接触线是接触网供电系统的最关键器材之一,接触线的性能水平是实现高速运行的重要条件,接触线的质量可靠性又直接关系到列车的安全运行。高机电性能、高可靠性的接触线是列车高速运行、安全运行的关键。因此铁路标准tb/t2809-2017严格规定接触线的各项性能指标要求,其中外观规定接触线表面应光滑,无裂纹,伤痕,毛刺、折边等缺陷。生产过程中,特别是在拉拔高强度接触线(如铜铬锆、铜镁等合金)时容易出现毛刺、翘皮、翻边、堆料、三角裂纹等线表缺陷,导致接触线外观质量难以满足铁路标准要求,同时又造成整卷线报废,严重影响了生产效率及生产过程的稳定性。而造成上述线表问题的最主要原因是模具因素导致。
3.专利公开号为cn110993190a的中国专利公开了一种接触线及其制备方法和应用(如图5)。该接触线的制备方法包括:采用四道次异形模具对挤压杆进行拉拔:按照模具从大到小依次装入四模巨拉机中,然后将挤压杆依次穿过由大到小的异形模具进行拉拨获得接触线;各道次模具的变形量依次为20%~25%、27%~33%、27%~32%和23%~27%;前三道次异形模具为固定尺寸的模具,第四道次异形模具为成品模具。
4.上述专利中采用四道次异形模具能实现连续化生产,但是由于异形模具较多,不仅模具间的拉制比例、减面率不好控制,而且整套异形模装配过程中角度对正难度较大,容易导致产品拉制过程中拉断或者沟槽处出现翻边、翘皮、三角裂纹等不良现象。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种铜合金接触线的拉拔模具,标称截面积150mm
²
成品接触线拉拔采用三道次模具,它包括第二道次模具、第三道次模具和第四道次模具,所述第二道次模具和第三道次模具为过桥模,第四道次模具为成品模;第二道次模具为圆模,第三道次模具和第四道次模具成品模为异形模;各道次模具的变形量依次为23-28%、15%~20%和15%~20%。
6.标称截面积120mm
²
的成品接触线拉拔采用四道次模具,所述第二道次模具之前加设第一道次模具,第一道次模具、第二道次模具和第三道次模具为过桥模,第四道次模具为成品模;第一道次模具和第二道次模具为圆模,第三道次模具和第四道次模具成品模为异形模;各道次模具的变形量依次为15%~20%、15%~20%、20%~25%和18%~23%。
7.过桥模的沟槽刃变形区长度缩短,开槽浅,角度大,能实现圆杆的快速预开槽;成品模的沟槽刃变形区长度增加,开槽深,角度小,保证成品沟槽角度及尺寸精准,实现最终接触线沟槽成型。
8.本实用新型与现有技术相比具有以下优点:解决了异形模具多、对正难度大,有效避免了因为模具装配问题,导致的沟槽角度超差、翻边、翘皮、裂纹等缺陷;同时解决了成品
模一次成型开槽时易出现的堆料断线,沟槽尺寸、角度难以精准控制等问题。150mm
²
规格接触线采用3道次模具即可实现拉拔,减少穿模数量,提高了机台生产效率。该实用新型规定的模具设计及配模比例,不论是针对高强度、高硬度的镁铜合金或是低强度、硬度相对低的纯铜、铜银合金,都可实现很好的拉拔伸线过程,每道次强度均匀稳定提升,进而保证最终成品良好的外观质量和优异的机电性能。
附图说明
9.下面结合附图对本实用新型的具体实施方式进一步详细的说明。
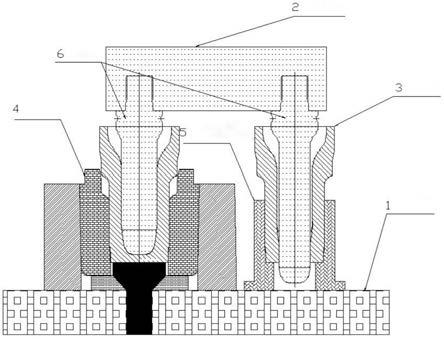
10.图1为本实用新型的结构示意图。
11.图2为本实用新型的另一结构示意图。
12.图3为本实用新型的异形过桥模剖视图。
13.图4为本实用新型的成品模剖视图。
14.图5为现有技术结构示意图。
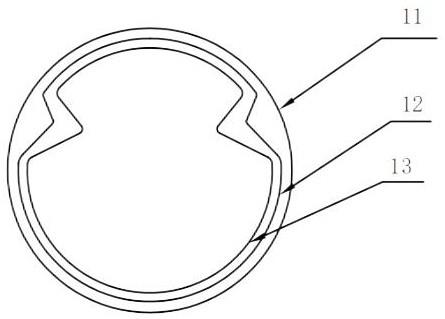
15.图中:1—过桥模的进料区2—过桥模变形区3—过桥模的定径区4—过桥模的出口区5—过桥模的外套6—成品模进料区7—成品模变形区8—成品模定径区9—成品模出口区10—成品模的外套11—第一道次模具12—第二道次模具13—第三道次模具14—第四道次模具。
具体实施方式
16.如图1和图2的一种铜合金接触线的拉拔模具,它包括第二道次模具12、第三道次模具13和第四道次模具14,第二道次模具12和第三道次模具13为过桥模,第四道次模具14为成品模;第二道次模具12为圆模,第三道次模具13和第四道次模具14成品模为异形模。
17.第二道次的模具12之前加设第一道次模具11,第一道次模具11、第二道次模具12和第三道次模具13为过桥模,第四道次模具14为成品模;第一道次模具11和第二道次模具12为圆模,第三道次模具13和第四道次模具14成品模为异形模。
18.如图3和图4的过桥模及成品模的整体结构的剖面图。
19.使用时,标称截面积150mm
²
的成品接触线拉拔采用三道次模具,分别按照图1道次顺序加装在拉拔机2#、3#、4#模座内,拉拔机1#模座不加装模具直接过线,或是加装孔径≥22mm的圆模或护套即可;标称截面积120mm
²
的成品接触线拉拔采用四道次模具,分别按照图2中的道次顺序加装在拉拔机的1#、2#、3#、4#模座内。
20.模具安装完毕后进行穿杆。先将轧好的线头依次穿进拉拔模具,之后通过拉拔链卡住线头,过线后适当调整模座位置,确保线表质量正常。再使拉拔后的铜杆在拉拔毂轮上缠绕4~6圈后,重复上述操作过程依次通过2#拉拔机、3#拉拔机、4#拉拔机。
21.采用此实用新型生产的接触线性能如下:
[0022] 120mm
²
接触线尺寸(表1)
[0023][0024]
150mm
²
接触线尺寸(表2)
[0025][0026]
120mm
²
接触线机电性能(表3)
[0027][0028]
150mm
²
接触线机电性能(表4)
[0029][0030]
以上为本实用新型较佳的实施方式,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改,因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。
技术特征:
1.一种铜及铜合金接触线的拉拔模具,它包括第二道次模具(12)、第三道次模具(13)和第四道次模具(14),其特征在于:所述第二道次模具(12)和第三道次模具(13)为过桥模,第四道次模具(14)为成品模;第二道次模具(12)为圆模,第三道次模具(13)和第四道次模具(14)成品模为异形模。2.根据权利要求1所述的一种铜及铜合金接触线的拉拔模具,其特征在于:所述第二道次模具(12)之前加设第一道次模具(11),第一道次模具(11)、第二道次模具(12)和第三道次模具(13)为过桥模,第四道次模具(14)为成品模;第一道次模具(11)和第二道次模具(12)为圆模,第三道次模具(13)和第四道次模具(14)成品模为异形模。
技术总结
一种铜及铜合金接触线的拉拔模具,标称截面积150mm
技术研发人员:郭锐 王旺岐 张国鹏
受保护的技术使用者:正威(甘肃)铜业科技有限公司
技术研发日:2021.08.10
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。