1.本发明涉及一种铜绞线设备,尤其涉及一种裸铜丝加工铜绞线设备。
背景技术:
2.铜绞线是由多根裸铜丝捻制而成的,铜绞线既有钢的强度和韧性,又有具有铜的导电性与耐腐蚀性。
3.目前现有的裸铜丝加工铜绞线设备,一般包括安装架、导线块、转轴和转盘,安装架上右侧设置有导线块,安装架右侧转动式设置有转轴,转轴上设置有转盘,在捻制铜绞线时,首先通过工作人员将多根裸铜丝的尾端穿过转盘外侧,然后再穿过导线块绕在外接收卷设备上,通过转轴转动带动转盘转动,转盘转动将多根裸铜丝捻制成铜绞线,然后通过收卷设备进行收卷,收卷完成后通过人工使用刀具对铜绞线进行切断,这样的加工方式需要经过多道工序,加工效率较低。
4.因此,发明一种全自动一体化,加工效率高的裸铜丝加工铜绞线设备来解决上述问题很有必要。
技术实现要素:
5.为了克服现有的加工设备需要经过多道工序,加工效率较低的缺点,本发明的技术问题为:提供一种全自动一体化,加工效率高的裸铜丝加工铜绞线设备。
6.技术方案如下:一种裸铜丝加工铜绞线设备,包括:安装底座,安装底座顶部设置有外壳;支撑块,安装底座顶部左侧设置有支撑块,支撑块与外壳连接;第一转动轴,支撑块上转动式设置有第一转动轴;转动架,第一转动轴上设置有转动架;固定轴,转动架上设置有四个固定轴;第一卷线轮,四个固定轴上均可拆卸式设置有第一卷线轮;导线架,第一转动轴右侧设置有能够对单根裸铜丝进行导向的导线架;双轴电机,安装底座顶部后侧设置有双轴电机;第二转动轴,双轴电机右侧的输出轴上通过联轴器设置有第二转动轴;第一离合器,双轴电机左侧的输出轴上活动式设置有第一离合器,第一离合器与双轴电机左侧之间绕接有第一压缩弹簧,第一压缩弹簧左端与第一离合器接触;第三转动轴,安装底座顶部左后侧转动式设置有第三转动轴,第一离合器与第三转动轴右端套接;皮带轮,第三转动轴左端设置有皮带轮,第一转动轴右侧设置有相同的皮带轮;传动皮带,两个皮带轮之间绕接有传动皮带;限位机构,安装底座中部设置有能够对铜线进行限位的限位机构;卷线机构,安装底座顶部右侧设置有能够对铜绞线进行绕卷的卷线机构。
7.更为优选的是,限位机构包括:支撑座,安装底座中部设置有支撑座;第一滑杆,支撑座左部滑动式设置有四根第一滑杆;连接块,四根第一滑杆顶端之间设置有能够对裸铜丝进行限位的连接块;第一弹簧,连接块底部与支撑座之间绕接有四个第一弹簧,第一弹簧初始状态为压缩状态;第四转动轴,支撑座左后侧转动式设置有第四转动轴;第一转动块,第四转动轴上设置有能够对裸铜丝进行限位的第一转动块,第一转动块与连接块接触;第二滑杆,第一转动块前侧左右对称滑动式设置有第二滑杆;楔形块,两个第二滑杆后端均设
置有楔形块,楔形块均与支撑座配合;第二弹簧,两个楔形块前侧与第一转动块内部之间均绕接有第二弹簧;把手,两个第二滑杆前端之间设置有把手。
8.更为优选的是,卷线机构包括:第五转动轴,外壳右部转动式设置有第五转动轴;旋钮,第五转动轴前端通过螺纹的方式设置有旋钮;第二卷线轮,第五转动轴上可拆卸式设置有能够对铜绞线进行收卷的第二卷线轮;第二离合器,第二转动轴右端活动式设置有第二离合器,第二离合器与第二转动轴之间绕接有第二压缩弹簧,第二压缩弹簧左端与第二转动轴接触,第二压缩弹簧右端与第二离合器接触;涡杆,安装底座顶部右后侧转动式设置有涡杆,第二离合器与涡杆左端套接;涡轮,第五转动轴后侧设置有涡轮,涡轮与涡杆相互啮合。
9.更为优选的是,还包括有能够对第一卷线轮进行限位对使得裸铜丝绷紧的拉紧机构,拉紧机构包括:第六转动轴,转动架上均匀间隔转动式设置有四个第六转动轴;转块,四个第六转动轴上均设置有转块;第二转动块,第六转动轴左右两端均设置有第二转动块;第三滑杆,转动架外侧均匀间隔设置有四个第三滑杆;第一滑块,四个第三滑杆前端均滑动式设置有第一滑块,四个第一滑块均与转动架滑动式连接,第二转动块均与同侧的第一滑块接触;第三弹簧,四个第一滑块与转动架之间均绕接有第三弹簧;压块,四个转块上均滑动式设置有压块,压块与同侧的固定轴端部接触;复位弹簧,压块与同侧的转块之间连接有复位弹簧,复位弹簧初始状态为压缩状态。
10.更为优选的是,还包括有能够对铜绞线进行夹紧导向的压紧机构,压紧机构包括:支撑架,支撑座上部右侧设置有支撑架;第七转动轴,支撑架上左右对称转动式设置有第七转动轴;转动轮,两个第七转动轴上均设置有转动轮;第一导杆,支撑座与支撑架顶部后侧之间左右对称设置有第一导杆;第二滑块,两个第一导杆之间滑动式设置有第二滑块,第二滑块上转动式设置有相同的第七转动轴,相同的第七转动轴上设置有相同的转动轮;第四弹簧,第二滑块底部左右两侧与支撑架顶部之间均绕接有第四弹簧。
11.更为优选的是,还包括有能够对铜绞线进行自动切断的剪断机构,剪断机构包括:第二导杆,支撑座右部前后对称设置有第二导杆;固定块,两个第二导杆之间滑动式设置有固定块;第四滑杆,固定块后侧设置有第四滑杆;刀片,固定块上部内设置有能够切断铜绞线的刀片;第一齿条,第四滑杆下部设置有第一齿条;第五弹簧,固定块与支撑座之间前后对称绕接有第五弹簧;螺型板,第五转动轴后端设置有螺型板;滑轨,外壳右后侧嵌入式设置有滑轨;第五滑杆,滑轨上滑动式设置有第五滑杆;滑动杆,第五滑杆内滑动式设置有滑动杆,滑动杆前端与螺型板配合;手柄,滑动杆后端设置有手柄;第六弹簧,滑动杆前侧与第五滑杆内后侧之间绕接有第六弹簧;第一齿轮,第二转动轴右侧设置有第一齿轮,第一齿条与第一齿轮配合;第六滑杆,安装底座中右部后侧设置有第六滑杆;第二齿轮,第六滑杆上活动式设置有第二齿轮,第一齿轮与第二齿轮相互啮合;第七弹簧,安装底座与第一齿轮之间绕接有第七弹簧,第七弹簧右端与第一齿轮左侧接触;推块,第六滑杆右侧滑动式设置有推块,推块后侧与滑轨左侧滑动式连接,第五滑杆向左滑动与推块接触。
12.更为优选的是,还包括有便于控制第三转动轴与涡杆停止转动的停止机构,停止机构包括:螺杆,安装底座后侧转动式设置有螺杆;移动块,第一离合器与第二离合器上均设置有移动块,移动块均与螺杆转动式连接;凸块,两个移动块上部均设置有凸块,凸块均与螺杆上的螺纹配合;第三齿轮,螺杆中右部设置有第三齿轮;移动杆,第四滑杆中部左侧
设置有移动杆;第二齿条,移动杆上设置有第二齿条,第三齿轮与第二齿条相互啮合。
13.更为优选的是,手柄材质为橡胶。
14.与现有技术相比,本发明具有如下优点:1、工作人员将绕有裸铜丝的第一卷线轮套在固定轴上,然后将裸铜丝尾端穿过导线架,通过第一转动轴转动带动转动架与导线架转动,导线架转动进而能够对多根裸铜丝扭成一股铜绞线。
15.2、工作人员通过拉动把手使得第一转动块向上转动打开,便于工作人员将裸铜丝尾端穿过导线架与第一转动块和连接块之间,同时还能够在加工成铜绞线的过程中对裸铜丝进行限位。
16.3、通过第五转动轴转动带动第二卷线轮转动能够对加工完成的铜绞线进行绕卷收集,从而便于工作人员对铜绞线进行收集,降低工作人员的工作强度。
17.4、压块与固定轴接触对第一卷线轮进行限位,同时还能够使得第一卷线轮转速较慢,让裸铜丝处于绷紧状态,从而提高铜绞线的质量。
18.5、在第四弹簧的作用下使得裸铜丝与转动轮贴合,第二卷线轮转动对铜绞线进行绕卷的同时,通过转动轮转动对铜绞线进行导向。
19.6、第五滑杆向左滑动挤压推块向左滑动,能够使得第一齿轮与第一齿条啮合,进而实现了固定块向下滑动带动刀片向下移动自动对铜绞线进行切断,然后通过滑动杆与螺型板能够实现对铜绞线进行定量收卷。
20.7、在铜绞线被切断,需要对第二卷线轮进行更换时,通过第二齿条与第三齿轮配合,能够实现第一离合器与第二离合器相向滑动使得第三转动轴与涡杆停止转动不再进行加工作业。
附图说明
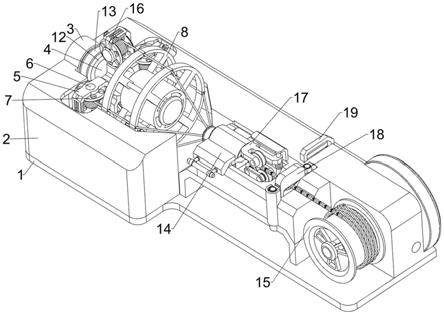
21.图1为本发明的第一种立体结构示意图。
22.图2为本发明的第二种立体结构示意图。
23.图3为本发明的第三种立体结构示意图。
24.图4为本发明的部分立体结构示意图。
25.图5为本发明限位机构的立体结构示意图。
26.图6为本发明限位机构的剖视结构示意图。
27.图7为本发明卷线机构的第一种立体结构示意图。
28.图8为本发明卷线机构的第二种立体结构示意图。
29.图9为本发明拉紧机构的第一种立体结构示意图。
30.图10为本发明拉紧机构的第二种立体结构示意图。
31.图11为本发明拉紧机构的部分剖视结构示意图。
32.图12为本发明压紧机构的第一种立体结构示意图。
33.图13为本发明压紧机构的第二种立体结构示意图。
34.图14为本发明剪断机构的立体结构示意图。
35.图15为本发明剪断机构的剖视结构示意图。
36.图16为本发明剪断机构的第一种部分剖视结构示意图。
37.图17为本发明剪断机构的第二种部分剖视结构示意图。
38.图18为本发明停止机构的第一种立体结构示意图。
39.图19为本发明停止机构的第二种立体结构示意图。
40.图20为本发明停止机构的部分立体结构示意图。
41.其中,上述附图包括以下附图标记:1:安装底座,2:外壳,3:支撑块,4:第一转动轴,5:转动架,6:固定轴,7:第一卷线轮,8:导线架,9:双轴电机,91:第二转动轴,10:第一离合器,11:第三转动轴,12:皮带轮,13:传动皮带,14:限位机构,141:支撑座,142:第一滑杆,143:连接块,144:第一弹簧,145:第四转动轴,146:第一转动块,147:第二滑杆,148:楔形块,149:第二弹簧,1410:把手,15:卷线机构,151:旋钮,152:第五转动轴,153:第二卷线轮,154:第二离合器,155:涡杆,156:涡轮,16:拉紧机构,161:第六转动轴,162:转块,163:第二转动块,164:第三滑杆,165:第一滑块,166:第三弹簧,168:压块,169:复位弹簧,17:压紧机构,171:支撑架,172:第七转动轴,173:转动轮,174:第一导杆,175:第二滑块,176:第四弹簧,18:剪断机构,181:固定块,182:第二导杆,183:第四滑杆,184:刀片,185:第一齿条,186:第五弹簧,187:螺型板,188:滑轨,189:第五滑杆,1810:滑动杆,1811:手柄,1812:第六弹簧,1813:第一齿轮,1814:第六滑杆,1815:第七弹簧,1816:第二齿轮,1817:推块,19:停止机构,191:螺杆,192:移动块,193:凸块,194:第三齿轮,195:移动杆,196:第二齿条。
具体实施方式
42.下面结合具体实施例对技术方案做进一步的说明,需要注意的是:本文中所说的上、下、左、右等指示方位的字词仅是针对所示结构在对应附图中位置而言。本文中为零部件所编序号本身,例如:第一、第二等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说如:连接、联接,如无特别说明,均包括直接和间接连接(联接)。
43.实施例1
44.请参阅图1-图8所示,一种裸铜丝加工铜绞线设备,包括有安装底座1、外壳2、支撑块3、第一转动轴4、转动架5、固定轴6、第一卷线轮7、导线架8、双轴电机9、第二转动轴91、第一离合器10、第三转动轴11、皮带轮12、传动皮带13、限位机构14和卷线机构15,安装底座1顶部焊接有外壳2,安装底座1顶部左侧焊接有支撑块3,支撑块3与外壳2连接,支撑块3上转动式设置有第一转动轴4,第一转动轴4上设置有转动架5,转动架5上设置有四个固定轴6,四个固定轴6上均可拆卸式设置有第一卷线轮7,第一转动轴4右侧设置有导线架8,导线架8用于对单根裸铜丝进行导向,安装底座1顶部后侧设置有双轴电机9,双轴电机9右侧的输出轴上通过联轴器设置有第二转动轴91,双轴电机9左侧的输出轴上活动式设置有第一离合器10,第一离合器10与双轴电机9左侧之间绕接有第一压缩弹簧,第一压缩弹簧左端与第一离合器10接触,安装底座1顶部左后侧转动式设置有第三转动轴11,第一离合器10与第三转动轴11右端套接,第三转动轴11左端键连接有皮带轮12,第一转动轴4右侧键连接有相同的皮带轮12,两个皮带轮12之间绕接有传动皮带13,安装底座1中部设置有限位机构14,限位机构14用于对铜线进行限位,安装底座1顶部右侧设置有卷线机构15,卷线机构15用于对铜绞线进行绕卷。
45.在需要对裸铜丝加工成一股铜绞线时,工作人员将绕有裸铜丝的第一卷线轮7套在固定轴6上,然后使用工具进行限位,完成后,工作人员将限位机构14打开,然后再将裸铜丝尾端穿过导线架8与限位机构14绕在卷线机构15上,随后工作人员再将限位机构14关闭
对裸铜丝进行限位与导向,完成后,工作人员启动双轴电机9,双轴电机9左侧的输出轴转动通过第一离合器10带动第三转动轴11转动,第三转动轴11转动通过下部的皮带轮12带动传动皮带13转动,传动皮带13转动通过上部的皮带轮12带动第一转动轴4转动,第一转动轴4转动带动转动架5与导线架8转动,导线架8转动对多根裸铜丝扭成一股铜绞线,同时第一卷线轮7在固定轴6上转动,双轴电机9右侧的输出轴转动带动第二转动轴91转动,第二转动轴91转动带动卷线机构15转动对加工完成的铜绞线进行绕卷收集,当第一卷线轮7上的裸铜丝使用完成需要进行更换时,工作人员推动第一离合器10向右滑动,第一压缩弹簧随之压缩,第一离合器10向右滑动与第三转动轴11脱离,第一转动轴4随之停止转动,然后工作人员对第一卷线轮7进行更换,完成后,工作人员松开第一离合器10,第一压缩弹簧随之复位带动第一离合器10向左滑动再次与第三转动轴11套接,加工完成后,工作人员关闭双轴电机9停止作业。本装置结构简单,便于操作。
46.实施例2
47.请参阅图5-图6所示,在实施例1的基础之上,限位机构14包括有支撑座141、第一滑杆142、连接块143、第一弹簧144、第四转动轴145、第一转动块146、第二滑杆147、楔形块148、第二弹簧149和把手1410,安装底座1中部焊接有支撑座141,支撑座141左部滑动式设置有四根第一滑杆142,四根第一滑杆142顶端之间设置有连接块143,连接块143用于对裸铜丝进行限位,连接块143底部与支撑座141之间绕接有四个第一弹簧144,第一弹簧144初始状态为压缩状态,支撑座141左后侧转动式设置有第四转动轴145,第四转动轴145上设置有第一转动块146,第一转动块146用于对裸铜丝进行限位,第一转动块146与连接块143接触,第一转动块146前侧左右对称滑动式设置有第二滑杆147,两个第二滑杆147后端均焊接有楔形块148,楔形块148均与支撑座141配合,两个楔形块148前侧与第一转动块146内部之间均绕接有第二弹簧149,两个第二滑杆147前端之间焊接有把手1410。
48.当工作人员将绕有裸铜丝的第一卷线轮7套在固定轴6上之后,然后再将裸铜丝尾端穿过导线架8与第一转动块146和连接块143之间,同时工作人员可拉动把手1410带动第二滑杆147向前滑动,第二滑杆147向前滑动带动楔形块148向前移动,第二弹簧149随之被压缩,楔形块148向前移动不再卡住支撑座141,然后工作人员通过推动把手1410带动第一转动块146向上转动打开,第一弹簧144随之复位带动连接块143向上移动,第一滑杆142随之向上滑动,进而便于工作人员穿裸铜丝,完成后,工作人员通过推动把手1410带动第一转动块146向下转动复位关闭对裸铜丝进行限位,完成后,工作人员松开把手1410,第二弹簧149随之复位带动楔形块148向后移动复位卡住支撑座141对第一转动块146进行限位,楔形块148向后移动带动第二滑杆147向后滑动复位,第一转动块146再次和连接块143接触时,使得连接块143和第一滑杆142向下移动复位,使得第一弹簧144被压缩。本装置结构简单,工作人员通过拉动把手1410使得第一转动块146向上转动打开,便于工作人员将裸铜丝尾端穿过导线架8与第一转动块146和连接块143之间,同时还能够在加工成铜绞线的过程中对裸铜丝进行限位。
49.请参阅图7-图8所示,卷线机构15包括有旋钮151、第五转动轴152、第二卷线轮153、第二离合器154、涡杆155和涡轮156,外壳2右部转动式设置有第五转动轴152,第五转动轴152前端通过螺纹的方式设置有旋钮151,第五转动轴152上可拆卸式设置有第二卷线轮153,第二卷线轮153用于对铜绞线进行收卷,第二转动轴91右端活动式设置有第二离合
器154,第二离合器154与第二转动轴91之间绕接有第二压缩弹簧,第二压缩弹簧左端与第二转动轴91接触,第二压缩弹簧右端与第二离合器154接触,安装底座1顶部右后侧转动式设置有涡杆155,第二离合器154与涡杆155左端套接,第五转动轴152后侧键连接有涡轮156,涡轮156与涡杆155相互啮合。
50.工作人员将裸铜丝尾端穿过导线架8与第一转动块146和连接块143之间,然后绕在第二卷线轮153上,双轴电机9右侧的输出轴转动带动第二转动轴91转动,第二转动轴91转动通过第二离合器154带动涡杆155转动,涡杆155转动带动涡轮156转动,涡轮156转动带动第五转动轴152转动,第五转动轴152转动带动第二卷线轮153转动,第二卷线轮153转动对加工完成的铜绞线进行绕卷收集,待铜绞线绕卷至一定量时,工作人员使用刀具对铜绞线进行切断,完成后,工作人员推动第二离合器154向左滑动,第二压缩弹簧随之被压缩,第二离合器154向左滑动与涡杆155左端脱离,然后工作人员扭下旋钮151不再对第二卷线轮153进行限位,再将绕卷有铜绞线的第二卷线轮153取下进行更换,更换完成后,工作人员扭回旋钮151对第二卷线轮153进行限位,完成后,工作人员松开第二离合器154,第二压缩弹簧随之复位带动第二离合器154向右滑动再次与涡杆155左端套接,使用完成后,工作人员关闭双轴电机9停止作业。本装置结构简单,通过第五转动轴152转动带动第二卷线轮153转动能够对加工完成的铜绞线进行绕卷收集,从而便于工作人员对铜绞线进行收集,降低工作人员的工作强度。
51.实施例3
52.请参阅图1、图2、图3、图9、图10和图11所示,在实施例2的基础之上,还包括有拉紧机构16,拉紧机构16用于对第一卷线轮7进行限位对使得裸铜丝绷紧,拉紧机构16包括有第六转动轴161、转块162、第二转动块163、第三滑杆164、第一滑块165、第三弹簧166、压块168和复位弹簧169,转动架5上均匀间隔转动式设置有四个第六转动轴161,四个第六转动轴161上均设置有转块162,第六转动轴161左右两端均焊接有第二转动块163,转动架5外侧均匀间隔设置有四个第三滑杆164,四个第三滑杆164前端均滑动式设置有第一滑块165,四个第一滑块165均与转动架5滑动式连接,第二转动块163均与同侧的第一滑块165接触,四个第一滑块165与转动架5之间均绕接有第三弹簧166,四个转块162上均滑动式设置有压块168,压块168与同侧的固定轴6端部接触,压块168与同侧的转块162之间连接有复位弹簧169,复位弹簧169初始状态为压缩状态。
53.当需要对第一卷线轮7进行更换时,工作人员拉动转块162向外转动,转块162向外转动带动压块168与固定轴6脱离,复位弹簧169随之复位带动压块168向靠近相邻的第一卷线轮7一侧滑动复位,转块162向外转动带动第六转动轴161转动,第六转动轴161转动带动第二转动块163转动,第二转动块163转动推动第一滑块165向远离相邻的第六转动轴161一侧进行滑动,第三弹簧166随之被压缩,当压块168与固定轴6脱离时,工作人员将第一卷线轮7取下进行更换,完成后,工作人员推动转块162转动复位,转块162转动带动压块168与固定轴6接触,复位弹簧169随之被压缩,转块162转动带动第六转动轴161反转,第六转动轴161反转带动第二转动块163反转与第一滑块165脱离接触,第三弹簧166随之复位带动第一滑块165向第二转动块163一侧滑动复位,如此第一滑块165能够对第二转动块163进行限位,进而使得压块168保持对第一卷线轮7进行限位。本装置结构简单,压块168与固定轴6接触对第一卷线轮7进行限位,同时还能够使得第一卷线轮7转速较慢,让裸铜丝处于绷紧状
态,从而提高铜绞线的质量。
54.请参阅图1、图2、图3、图12和图13所示,还包括有压紧机构17,压紧机构17用于对铜绞线进行夹紧导向,压紧机构17包括有支撑架171、第七转动轴172、转动轮173、第一导杆174、第二滑块175和第四弹簧176,支撑座141上部右侧焊接有支撑架171,支撑架171上左右对称转动式设置有第七转动轴172,两个第七转动轴172上均设置有转动轮173,支撑座141与支撑架171顶部后侧之间左右对称设置有第一导杆174,两个第一导杆174之间滑动式设置有第二滑块175,第二滑块175上转动式设置有相同的第七转动轴172,相同的第七转动轴172上设置有相同的转动轮173,第二滑块175底部左右两侧与支撑架171顶部之间均绕接有第四弹簧176。
55.工作人员将裸铜丝尾端穿过导线架8与第一转动块146和连接块143之间,还有三个转动轮173之间,在裸铜丝厚度的作用下推动第二滑块175向上滑动,第四弹簧176随之被拉伸,然后再绕在第二卷线轮153上,在第四弹簧176的作用下使得裸铜丝与转动轮173贴合,当第二卷线轮153转动对铜绞线进行绕卷时,转动轮173随之转动对铜绞线进行导向,第七转动轴172随之转动,使用完成后,工作人员将剩余的裸铜丝取下,第四弹簧176随之复位带动第二滑块175向下滑动复位。本装置结构简单,在第四弹簧176的作用下使得裸铜丝与转动轮173贴合,第二卷线轮153转动对铜绞线进行绕卷的同时,通过转动轮173转动对铜绞线进行导向。
56.请参阅图1、图2、图3、图14、图15、图16和图17所示,还包括有剪断机构18,剪断机构18用于对铜绞线进行自动切断,剪断机构18包括有固定块181、第二导杆182、第四滑杆183、刀片184、第一齿条185、第五弹簧186、螺型板187、滑轨188、第五滑杆189、滑动杆1810、手柄1811、第六弹簧1812、第一齿轮1813、第六滑杆1814、第七弹簧1815、第二齿轮1816和推块1817,支撑座141右部前后对称焊接有第二导杆182,两个第二导杆182之间滑动式设置有固定块181,固定块181后侧设置有第四滑杆183,固定块181上部内设置有刀片184,刀片184用于切断铜绞线,第四滑杆183下部设置有第一齿条185,固定块181与支撑座141之间前后对称绕接有第五弹簧186,第五转动轴152后端设置有螺型板187,外壳2右后侧嵌入式设置有滑轨188,滑轨188上滑动式设置有第五滑杆189,第五滑杆189内滑动式设置有滑动杆1810,滑动杆1810前端与螺型板187配合,滑动杆1810后端设置有手柄1811,手柄1811材质为橡胶,滑动杆1810前侧与第五滑杆189内后侧之间绕接有第六弹簧1812,第二转动轴91右侧键连接有第二齿轮1816,安装底座1中右部后侧设置有第六滑杆1814,第六滑杆1814上活动式设置有第一齿轮1813,第一齿条185与第一齿轮1813啮合,第一齿轮1813与第二齿轮1816相互啮合,安装底座1与第一齿轮1813之间绕接有第七弹簧1815,第七弹簧1815右端与第一齿轮1813左侧接触,第六滑杆1814右侧滑动式设置有推块1817,推块1817后侧与滑轨188左侧滑动式连接,第五滑杆189向左滑动与推块1817接触。
57.当需要对铜绞线进行定量收卷时,工作人员拉动手柄1811带动滑动杆1810向后滑动,第六弹簧1812随之被压缩,滑动杆1810向后滑动与螺型板187脱离接触,工作人员根据铜绞线所收卷的量左右推动手柄1811带动第五滑杆189左右滑动,待第五滑杆189滑动至合适位置时,工作人员松开手柄1811,第六弹簧1812随之复位带动滑动杆1810向前滑动复位与螺型板187接触,第五转动轴152转动带动第二卷线轮153转动对铜绞线进行收卷,第五转动轴152转动带动螺型板187转动,螺型板187转动到通过滑动杆1810带动第五滑杆189向左
滑动挤压推块1817向左滑动,推块1817向左滑动推动第一齿轮1813向左滑动,第七弹簧1815随之被压缩,第一齿轮1813向左滑动与第一齿条185啮合,第二转动轴91转动带动第二齿轮1816转动,第二齿轮1816转动带动第一齿轮1813转动,第一齿轮1813转动带动第一齿条185向下移动,第一齿条185向下移动通过第四滑杆183带动固定块181向下滑动,第五弹簧186随之被压缩,固定块181向下滑动带动刀片184向下移动对铜绞线进行切断,完成后,工作人员再次拉动手柄1811使得滑动杆1810向后滑动与螺型板187脱离接触,然后通过推动手柄1811使得第五滑杆189向右滑动复位不再挤压推块1817,完成后,工作人员松开手柄1811,推块1817不再被挤压的同时使得第七弹簧1815随之复位带动第一齿轮1813向右滑动复位与第一齿条185脱离啮合,第一齿轮1813向右滑动挤压推块1817向右滑动复位,由于第一齿轮1813与第一齿条185脱离啮合,第五弹簧186随之复位带动固定块181向上滑动复位,固定块181向上滑动带动刀片184向上移动,固定块181向上滑动第四滑杆183通过带动第一齿条185向上移动复位,由于手柄1811材质为橡胶,从而能够起到防滑作用,便于工作人员拉动。本装置结构简单,第五滑杆189向左滑动挤压推块1817向左滑动,能够使得第一齿轮1813与第一齿条185啮合,进而实现了固定块181向下滑动带动刀片184向下移动自动对铜绞线进行切断,然后通过滑动杆1810与螺型板187能够实现对铜绞线进行定量收卷。
58.请参阅图1、图2、图3、图18、图19和图20所示,还包括有停止机构19,停止机构19便于控制第三转动轴11与涡杆155停止转动,停止机构19包括有螺杆191、移动块192、凸块193、第三齿轮194、移动杆195和第二齿条196,安装底座1后侧转动式设置有螺杆191,第一离合器10与第二离合器154上均设置有移动块192,移动块192均与螺杆191转动式连接,两个移动块192上部均设置有凸块193,凸块193均与螺杆191上的螺纹配合,螺杆191中右部键连接有第三齿轮194,第四滑杆183中部左侧设置有移动杆195,移动杆195上设置有第二齿条196,第三齿轮194与第二齿条196相互啮合。
59.当固定块181向下滑动通过第四滑杆183带动移动杆195向下移动时,移动杆195向下移动带动第二齿条196向下移动,此时铜绞线已经被切断,第二齿条196向下移动带动第三齿轮194转动,第三齿轮194转动带动螺杆191转动,螺杆191转动通过凸块193与移动块192使得第一离合器10与第二离合器154相向滑动,进而实现了第三转动轴11与涡杆155停止转动,当固定块181向上滑动复位通过第四滑杆183带动移动杆195向上移动复位时,进而使得第二齿条196向上移动带动第三齿轮194反转,第三齿轮194反转带动螺杆191反转,螺杆191反转通过凸块193与移动块192使得第一离合器10与第二离合器154背向滑动复位,此时第三转动轴11与涡杆155再次转动。本装置结构简单,在铜绞线被切断,需要对第二卷线轮153进行更换时,通过第二齿条196与第三齿轮194配合,能够实现第一离合器10与第二离合器154相向滑动使得第三转动轴11与涡杆155停止转动不再进行加工作业。
60.尽管已经仅相对于有限数量的实施方式描述了本公开,但是受益于本公开的本领域技术人员将理解,在不脱离本发明的范围的情况下,可以设计各种其他实施方式。因此,本发明的范围应仅由所附权利要求限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。