1.本发明属于航空技术领域,具体涉及一种叶片模型构建方法及一种构造叶片厚度偏差影响叶片气动性能的代理模型方法。
背景技术:
2.压气机叶片是航空发动机中最重要的部件之一,其性能的优劣直接影响着发动机的经济性、气动性能和可靠性。随着航空发动机对压气机提出的性能要求越来越高,压气机叶片的气动热力学设计越来越多的突破了传统技术的约束,采取了越来越多的如弯、掠叶片的新技术。而压气机叶片载荷高、扭曲度大、数量多,其生产量占到了整台发动机的30%-40%,这对加工工艺和日常维护提出了很高的要求。
3.在叶片的制造加工过程中,因加工振动、工件内部应变等因素很容易造成叶片变形,实际加工得到的叶片与设计叶片厚度分布之间不可避免的会出现一些偏差。虽然叶片各位置处厚度偏差均较小,但其对叶片气动性能的综合影响是不容忽视的。文献(wu c y.arbitrary surface flank milling and flank sam in the design and manufacturing of jet engine fan and compressor airfoils,asme turbo expo 2012,2012)发现某大型风扇叶片中某些区域0.0254mm-0.0762mm的加工误差足以改变叶片的服役性能和寿命。文献(高丽敏,蔡宇桐,曾瑞慧,等.叶片加工误差度压气机叶栅气动性能的影响,推进技术,2017)表明0.1mm的叶片轮廓度偏差最高可导致20.4%的叶片性能恶化。因此,对叶片厚度偏差影响叶片性能的不确定性研究具有重要的实际意义。
4.以往对于叶片厚度偏差的研究往往依托于叶片整体轮廓度偏差对叶片气动性能带来的影响,而叶片轮廓度偏差则包含了叶片厚度,弦长和前、尾缘半径偏差,无法得知叶片厚度偏差对叶片性能影响程度的大小。同时,在以往大部分针对叶片厚度偏差研究的叶片模型重建时,往往将叶片吸力面和压力面整体平移,即认为叶片各区域厚度偏差值相同,这对数值研究起到了一定的简化效果,但无法保证叶片前、尾缘附近叶片型线的连续性。
技术实现要素:
5.为了克服现有技术的不足,本发明提供了一种厚度偏差与叶片厚度分布相关的叶片模型构建方法,通过叶片不同位置控制点处叶片厚度分布确定叶片厚度偏差在叶片不同位置的分布情况,以实现考虑叶片厚度偏差几何模型的重新构建。本发明采用参数化方法重建叶片模型并将代理模型方法用于不确定性分析,既能保证在叶片前、尾缘半径、叶片弦长等参数不变的情况下改变叶片厚度分布,同时保证了叶片型线的连续性。
6.本发明解决其技术问题所采用的技术方案包括如下步骤:
7.步骤1:叶片参数化;
8.根据叶片的几何型线构造参数化控制点,获得不同叶高截面、不同弦长位置处叶片厚度分布;
9.步骤2:获得厚度偏差分布情况;
10.根据给定叶片厚度偏差值,以及各控制点处叶片厚度与叶片最大厚度比,计算得到各控制点处厚度偏差值;
11.步骤3:修改控制点并生成叶片几何模型;
12.通过厚度叠加法修改各控制点处的厚度分布,获得一组新的叶片型面控制点组合;
13.步骤4:代理模型初始化;
14.采用4阶非嵌入式混沌多项式方法,通过叶片厚度偏差概率分布形式以及叶片厚度偏差所满足的公差带生成代理模型;求得相应采样点并通过步骤3中方法生成叶片几何模型;
15.采用numeca进行叶片网格划分及性能计算得到叶片性能参数;
16.通过控制点叶片厚度偏差值与叶片性能参数初次训练代理模型;
17.步骤5:代理模型验证;
18.在叶片厚度公差带内随机抽取若干偏差值,并进行求解,将求解结果与代理模型计算的性能进行对比,若精度满足要求则认为代理模型收敛;若精度不够,则提升非嵌入式混沌多项式方法阶数以训练更高精度代理模型,直到满足精度要求;
19.步骤6:按照nipc方法中对均值和标准差的计算方法,获得输入概率密度分布时叶片性能的统计参数,并获得对应的最终代理模型。
20.本发明的有益效果如下:
21.本发明可以快速的对带有厚度偏差的压气机叶片进行模型重建,所得到的叶片模型既能保证叶片型线连续,同时保证叶片其他几何参数不受影响,从而完成对叶片厚度偏差影响叶片性能的不确定性研究。
附图说明
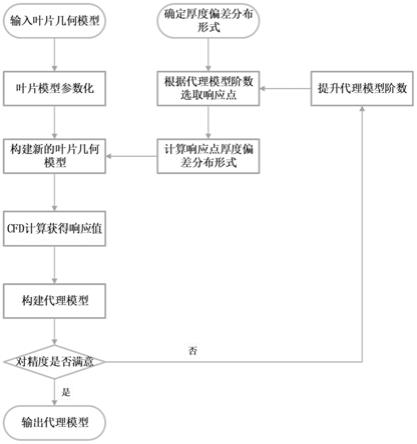
22.图1为本发明方法实施流程图。
23.图2为本发明实施例拟合截面位置示意图。
24.图3为本发明实施例拟合优化过程。
25.图4为本发明实施例厚度改变前后沿径向各截面最大厚度分布对比。
26.图5为本发明实施例厚度改变前后s6截面吸、压力面厚度分布对比。
27.图6为本发明实施例代理模型的搭建过程。
28.图7为本发明实施例代理模型精度测试数值模拟结果;其中图(a)是代理模型与数值模拟对叶片峰值效率工况质量流量计算结果对比图;图(b)是代理模型与数值模拟对叶片峰值效率工况绝热效率计算结果对比图;图(c)是代理模型与数值模拟对叶片峰值效率工况总压比计算结果对比图。
具体实施方式
29.下面结合附图和实施例对本发明进一步说明。
30.一种厚度偏差与叶片厚度分布相关的叶片模型构建方法,包括如下步骤:
31.步骤1:叶片参数化;
32.根据叶片的几何型线构造参数化控制点,获得不同叶高截面、不同弦长位置处叶
片厚度分布;
33.步骤2:获得厚度偏差分布情况;
34.根据给定叶片厚度偏差值,以及各控制点处叶片厚度与叶片最大厚度比,计算得到各控制点处厚度偏差值;
35.步骤3:修改控制点并生成叶片几何模型;
36.通过厚度叠加法修改各控制点处的厚度分布,获得一组新的叶片型面控制点组合;
37.步骤4:代理模型初始化;
38.采用4阶非嵌入式混沌多项式方法,通过叶片厚度偏差概率分布形式以及叶片厚度偏差所满足的公差带生成代理模型;求得相应采样点并通过步骤3中方法生成叶片几何模型;
39.采用numeca进行叶片网格划分及性能计算得到叶片性能参数;
40.通过控制点叶片厚度偏差值与叶片性能参数初次训练代理模型;
41.步骤5:代理模型验证;
42.在叶片厚度公差带内随机抽取若干偏差值,并进行求解,将求解结果与代理模型计算的性能进行对比,若精度满足要求则认为代理模型收敛;若精度不够,则提升非嵌入式混沌多项式方法阶数以训练更高精度代理模型,直到满足精度要求;
43.步骤6:按照nipc方法中对均值和标准差的计算方法,获得输入概率密度分布时叶片性能的统计参数,并获得对应的最终代理模型。
44.具体实施例:
45.下面结合nasa rotor 37叶片几何模型重构实例以及cfd计算结果,详细说明本发明的具体实施过程。
46.1:如图2所示,沿叶片径向均匀取11个截面,从叶根到叶顶分别命名为s1~s
11
截面。叶型积叠方式采用中弧线积叠,将中弧线40%弦长位置视为积叠点,该积叠方式在改变叶型厚度分布时,截面不会产生周向和轴向偏移。在中弧线的基础上采用厚度叠加法获取截面吸、压力面型线。采用b样条曲线(b-spline curve)对叶型各截面进行参数化拟合,选择模拟退火法作为拟合优化算法,拟合优化过程如图3所示。
47.每个截面的吸、压力面各设置30个控制点。其中,1~26号控制点均匀分布于叶型表面,用于获得截面厚度分布;27和28号控制点用于获得截面弦长参数;29和30号控制点用于获取叶片前、尾缘半径大小。
48.将si截面上用于获取吸力面(ss)和压力面(ps)厚度分布的控制点沿前缘到尾缘的方向分别命名为d
i,s,1
…di,s,26
和d
i,p,1
…di,p,26
,将各控制点处截面厚度分别记为d
i,j,k
,其中,i=1
…
11,表示s1~s
11
截面;j=s,p表示截面吸力面和压力面;k=1
…
26,表示1~26号控制点。
49.2:如图4和图5所示所示,通过拟合得到的叶型厚度分布得到叶片最大厚度d
max
,并分别找出各截面吸、压力面最大厚度,记为md
i,j
,i和j的含义与上述相同。
50.对于给定的厚度偏差值e,通过md
i,j
获得各截面吸、压力面最大厚度偏差值e
i,j
:
51.52.在计算沿各截面吸、压力面型线控制点厚度偏差值时,考虑到尽量保持叶型的连续性,则将d
i,j,1
和d
i,j,26
视为吸、压力面与前、尾缘的交点,厚度偏差为0。由于型线上各控制点为均匀分布,则可通过此两点获得型线上各控制点处名义厚度nd
i,j,k
:
[0053][0054]
式中,k=1
…
26,表示1~26号控制点。通过比较型线上26个控制点处名义厚度大小,得到该型线最大名义厚度,记为mnd
i,j
。则各控制点处厚度偏差量e
i,j,k
可通过最大厚度偏差值以及名义厚度比计算获得:
[0055][0056]
3:考虑厚度偏差后各控制点处厚度为:
[0057][0058]
修改控制点位置处叶片厚度分布,并结合原始叶片前、尾缘及弦长等参数,生成新的叶片几何模型。
[0059]
4:通过叶片厚度偏差概率分布形式以及所满足的公差带,确定代理模型需要用到的正交多项式组,首先通过4阶nipc方法采样点生成方法确定输入样本。
[0060]
通过第2步和第3步进行样本叶片几何模型重建,调用cfd软件numeca进行网格划分和流场计算,获得所有样本的性能参数。将样本用于初次训练代理模型,代理模型搭建过程见图6。代理模型初始化完成后,输入厚度偏差值即可输出对应的性能参数。
[0061]
5:在公差带内随机抽取若干偏差值,并调用cfd程序进行求解,将cfd求解结果与代理模型输出的性能参数值进行对比,若有效精确数字位数足够,则认为代理模型精度足够;若有效精确数字位数不足,则提升nipc方法阶数,重复步骤4以训练更高精度代理模型。
[0062]
本发明以叶片厚度偏差满足公差带为[-0.16mm,0.16mm]且概率分布为正态分布为例构建了代理模型,输入量为叶片厚度偏差,输出量为峰值效率工况时的质量流量、绝热效率和总压比。图7将cfd对随机抽样样本的计算结果与代理模型输出结果进行了对比,其中纵坐标为代理模型的输出结果,横坐标为通过cfd数值模拟得到的结果,三张图分别通过压气机的质量流量、绝热效率和增压比对代理模型进行了精度测试,图(a)是代理模型与数值模拟对叶片峰值效率工况质量流量计算结果对比图,图(b)是代理模型与数值模拟对叶片峰值效率工况绝热效率计算结果对比图,图(c)是代理模型与数值模拟对叶片峰值效率工况总压比计算结果对比图。三张图中性能分布对比均近似服从y=x,发现4阶nipc代理模型得到的质量流量结果已具有至少6位有效数字精度,绝热效率和总压比具有至少5位有效数字精度,认为该模型精度足够。
[0063]
6:按照nipc方法中对均值和标准差的计算方法,获得输入概率密度分布时叶片性能的统计参数,并获得对应的代理模型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。