1.本实用新型属于新能源电池技术领域,具体涉及一种电池盖板负极柱。
背景技术:
2.电池(battery)指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置。具有正极、负极之分,负极指电源中电位(电势)较低的一端。在原电池中,是指起氧化作用的电极,电池反应中写在左边。在电解池中,指起还原作用的电极,区别于原电池。从物理角度来看,是电路中电子流出的一极,本实用新型涉及一种电池负极的盖板结构。
3.电池盖板极柱为铜铝复合材料,原有的电池盖板材料成本高,且材料利用率低,且原有的电池盖板加工成本高(常规只能采用机加工或冲压方式),目前电池行业内因原材料的成本不断攀升,导致利润不断压缩,因此,现提出一种在加工和用料上都降低成本的电池盖板结构解决上述提出问题。
技术实现要素:
4.为解决现有技术中存在的上述问题,本实用新型提供了一种电池盖板负极柱,具有降低材料成本,降低加工成本的特点。
5.为实现上述目的,本实用新型提供如下技术方案:一种电池盖板负极柱,底板和内导板,所述底板的一端表面开设有对接槽,所述内导板在与底板对接时压入所述对接槽的内部,所述底板相对开设对接槽的一端表面环形设置有冲压块,所述内导板的上表面外侧环形开设有一号冲压槽,所述底板相对设置冲压块的外侧开设有二号冲压槽,所述底板与内导板连接处的外表面通过激光焊接形成焊接点。
6.作为本实用新型的一种电池盖板负极柱优选技术方案,所述内导板连接底板外表面的直径与对接槽直径相等,所述内导板压入对接槽内部后的一号冲压槽与对接槽的内侧表面形成与二号冲压槽凹槽内部宽度等同的环形凹槽。
7.作为本实用新型的一种电池盖板负极柱优选技术方案,所述底板和冲压块均为铝材料制成,所述内导板为紫铜材料制成。
8.作为本实用新型的一种电池盖板负极柱优选技术方案,所述冲压块被冲压后均匀压入一号冲压槽和二号冲压槽的内部并将其完全填充。
9.作为本实用新型的一种电池盖板负极柱优选技术方案,所述焊接点位于所述底板和所述内导板冲压完成后的外侧衔接缝隙处。
10.与现有技术相比,本实用新型的有益效果是:本实用新型的主要零件为底板和内导板,通过后挤压组合 激光焊接的方式连为一体达到原复合材料的性能要求,如此铜的重量较行业现有复合材料的重量要轻很多,而铜或铜铝复合材料的价格较高,且相较于原复合材料使用机加工或冲压的方式加工,本实用新型使用冲压的加工方式即可,材料利用率明显提升,本方案在原材料上成本可以减少60%以上,有效的降低了用料和加工成本。
附图说明
11.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
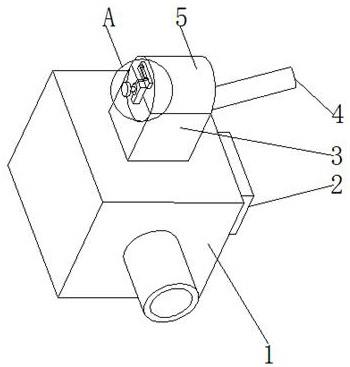
12.图1为本实用新型底板和内导板分解的结构示意图;
13.图2为本实用新型中底板和内导板对接后的结构示意图;
14.图3为本实用新型中底板与内导板冲压焊接成型后的结构示意图;
15.图中:1、底板;2、内导板;3、对接槽;4、冲压块;5、一号冲压槽;6、二号冲压槽;7、焊接点。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.实施例
18.请参阅图1
‑
3,本实用新型提供以下技术方案:一种电池盖板负极柱,底板1和内导板2,底板1的一端表面开设有对接槽3,内导板2在与底板1对接时压入对接槽3的内部,底板1相对开设对接槽3的一端表面环形设置有冲压块4,内导板2的上表面外侧环形开设有一号冲压槽5,底板1相对设置冲压块4的外侧开设有二号冲压槽6,底板1与内导板2连接处的外表面通过激光焊接形成焊接点7,本实施例中底板1和内导板2的加工方式除了使用冲压还能使用冷镦加工方式成型。
19.具体的,内导板2连接底板1外表面的直径与对接槽3直径相等,内导板2压入对接槽3内部后的一号冲压槽5与对接槽3的内侧表面形成与二号冲压槽6凹槽内部宽度等同的环形凹槽。
20.具体的,底板1和冲压块4均为铝材料制成,内导板2为紫铜材料制成,本实施例中通过将内导板2设置成冲压嵌入底板1内部的设置,相比较现有的电池盖板降低了内导板2的重量,且铜的价格高于铝的价格,从而达到降低成本的作用。
21.具体的,冲压块4被冲压后均匀压入一号冲压槽5和二号冲压槽6的内部并将其完全填充,本实施例中冲压块4被冲压后底板1连接内导板2的表面与内导板2形成一个平整表面,冲压块4的冲压走向如附图2箭头指示方向所示。
22.具体的,焊接点7位于底板1和内导板2冲压完成后的外侧衔接缝隙处,本实施例中通过激光焊接为了再次加强底板1与内导板2的连接。
23.本实用新型的工作原理及使用流程:将内导板2对准底板1内部对接槽3的位置,并将内导板2压入对接槽3的内部,此时的一号冲压槽5和二号冲压槽6位于冲压块4的两侧下端且口径相互对称,此时使用冲压装置挤压冲压块4,直至将冲压块4分别挤压入一号冲压槽5和二号冲压槽6的内部,将冲压后的组件在冲压装置上取下,使用焊机将冲压入一号冲压槽5一端的冲压块4和内导板2的外侧环形表面进行焊接(如附图3所示焊接点7的位置)。
24.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员
来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种电池盖板负极柱,底板(1)和内导板(2),其特征在于:所述底板(1)的一端表面开设有对接槽(3),所述内导板(2)在与底板(1)对接时压入所述对接槽(3)的内部,所述底板(1)相对开设对接槽(3)的一端表面环形设置有冲压块(4),所述内导板(2)的上表面外侧环形开设有一号冲压槽(5),所述底板(1)相对设置冲压块(4)的外侧开设有二号冲压槽(6),所述底板(1)与内导板(2)连接处的外表面通过激光焊接形成焊接点(7)。2.根据权利要求1所述的一种电池盖板负极柱,其特征在于:所述内导板(2)连接底板(1)外表面的直径与对接槽(3)直径相等,所述内导板(2)压入对接槽(3)内部后的一号冲压槽(5)与对接槽(3)的内侧表面形成与二号冲压槽(6)凹槽内部宽度等同的环形凹槽。3.根据权利要求1所述的一种电池盖板负极柱,其特征在于:所述底板(1)和冲压块(4)均为铝材料制成,所述内导板(2)为紫铜材料制成。4.根据权利要求1所述的一种电池盖板负极柱,其特征在于:所述冲压块(4)被冲压后均匀压入一号冲压槽(5)和二号冲压槽(6)的内部并将其完全填充。5.根据权利要求1所述的一种电池盖板负极柱,其特征在于:所述焊接点(7)位于所述底板(1)和所述内导板(2)冲压完成后的外侧衔接缝隙处。
技术总结
本实用新型属于新能源电池技术领域,尤其为一种电池盖板负极柱,底板和内导板,所述底板的一端表面开设有对接槽,所述内导板在与底板对接时压入所述对接槽的内部,所述底板相对开设对接槽的一端表面环形设置有冲压块,所述内导板的上表面外侧环形开设有一号冲压槽,本实用新型的主要零件为底板和内导板,通过后挤压组合 激光焊接的方式连为一体达到原复合材料的性能要求,如此铜的重量较行业现有复合材料的重量要轻很多,而铜或铜铝复合材料的价格较高,且相较于原复合材料使用机加工或冲压的方式加工,本实用新型使用冲压的加工方式即可,材料利用率明显提升,本方案在原材料上成本可以减少60%以上,有效的降低了用料和加工成本。成本。成本。
技术研发人员:徐法祥
受保护的技术使用者:苏州美阅新能源有限公司
技术研发日:2021.06.16
技术公布日:2021/12/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。