1.本实用新型涉及焊牌技术领域,特别涉及一种棒材自动焊牌机器人。
背景技术:
2.在钢铁企业的生产过程中,对于棒材如中棒、小棒、螺纹钢以及高线产品,在打捆后需要对成捆的钢材焊接标识。工人在工作室将标牌打印完毕后,由专人运送到焊牌工序段,当产品打捆完成到达指定位置后,需有操作工人取标牌、取焊钉,手握焊枪完成焊接动作。人工焊接标牌存在诸多弊端,如:现场工作环境高温、粉尘和噪音污染;人工成本较高、焊接效率低;自动化程度低。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种可以大大降低人工成本、拉高焊接效率的棒材自动焊牌机器人。
4.根据本实用新型的一个方面,提供了棒材自动焊牌机器人,包括机器人行走装置、视觉系统、上钉系统、焊机系统、焊枪枪头夹紧装置和标牌打印系统,上钉系统的输出端和标牌打印系统的输出端并列设置并分别与焊枪枪头夹紧装置对应,机器人行走装置位于上钉系统和标牌打印系统的一侧,视觉系统和焊枪枪头夹紧装置固定于机器人行走装置,焊枪枪头夹紧装置与焊机系统电性连接。
5.进一步地,机器人行走装置包括固定底座、x轴行走轨道、x轴行走机构、立柱、y轴安装座、升降机构、焊枪安装座和y轴行走机构,x轴行走轨道固定于固定底座的上侧,立柱的下端设有行走座,行走座与x轴行走轨道滑动连接,x轴行走机构与行走座连接并能带动行走座沿x轴行走轨道移动,y轴安装座安装于立柱的一侧,视觉系统安装于立柱的另一侧,升降机构安装于立柱,升降机构与y轴安装座连接并能带动y轴安装座升降,焊枪安装座与y轴行走机构均安装于y轴安装座,焊枪枪头夹紧装置固定于焊枪安装座的一端,y轴行走机构与焊枪安装座连接并能带动焊枪安装座沿y轴安装座移动。
6.进一步地,x轴行走机构包括第一电机、第一螺杆和移动块,第一电机固定于固定底座的一端,第一电机的输出端与第一螺杆固定连接,移动块固定于行走座的下侧,第一螺杆贯穿移动块并与移动块螺纹配合。
7.进一步地,升降机构包括升降电机、主动轮、导轮、皮带和升降滑座,升降电机固定于立柱的上部,升降电机的输出端与主动轮固定连接并能带动主动轮转动,升降滑座与焊枪安装座固定连接,导轮可转动地安装于升降滑座,皮带的一端与主动轮固定连接,皮带的另一端绕过导轮并与立柱的上部固定连接。
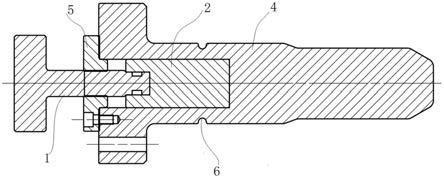
8.进一步地,焊枪枪头夹紧装置包括枪头安装座、夹爪片、卡环、推块、第二螺杆、主动锥齿轮、从动锥齿轮、连接件和夹紧电机,卡环固定于枪头安装座内,夹爪片设置为多块并呈环形分布,卡环套装于夹爪片外,推块套装于夹爪片内,第二螺杆的一端与推块固定连接,夹紧电机固定于枪头安装座外,主动锥齿轮夹紧电机的输出端与主动锥齿轮固定连接,
从动锥齿轮与主动锥齿轮啮合,从动锥齿轮与连接件固定连接,连接件与枪头安装座可转动连接,第二螺杆的另一端贯穿从动锥齿轮和连接件,第二螺杆与连接件螺纹配合。
9.进一步地,标牌打印系统设有标牌输出端,标牌输出端与焊枪枪头夹紧装置对应,标牌输出口包括座块和夹板,座块和夹板之间设有出牌间隙,座块上设有取牌口,夹板上设有让钉口,取牌口与让钉口相对设置。
10.本实用新型的有益效果是:通过设置视觉系统可以检测并选择棒材上的焊接位置,通过机器人行走装置可以带动焊枪枪头夹紧装置夹紧焊钉在三个方向上任意移动,精确定位并实施焊接。通过上钉系统、焊机系统和标牌打印系统相互配合,实现焊牌过程的全自动化,节省人工成本、提高焊接效率。
附图说明
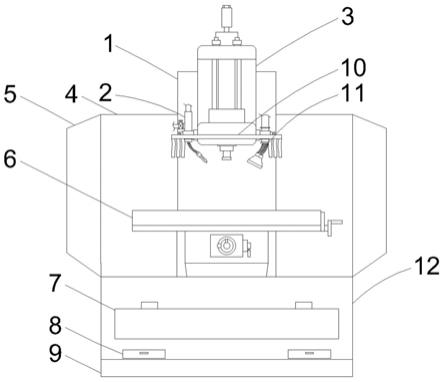
11.图1为本实用新型一实施方式的棒材自动焊牌机器人的结构示意图;
12.图2为图1所示棒材自动焊牌机器人的俯视结构示意图;
13.图3为机器人行走装置的固定底座、x轴行走轨道、x轴行走机构和立柱的配合结构示意图;
14.图4为机器人行走装置的升降机构的结构示意图;
15.图5为焊枪枪头夹紧装置的结构示意图;
16.图6为标牌打印系统的输出端的结构示意图。
具体实施方式
17.下面结合附图对实用新型作进一步详细的说明。
18.图1~图6示意性地显示了根据本实用新型的一种实施方式的棒材自动焊牌机器人。
19.参照图1和图2,棒材自动焊牌机器人包括机器人行走装置1、视觉系统2、上钉系统3、焊机系统4、焊枪枪头夹紧装置5和标牌打印系统6。焊机系统4和标牌打印系统6可以集成在同一箱体内。上钉系统3的输出端和标牌打印系统6的输出端并列设置并分别与焊枪枪头夹紧装置5对应,机器人行走装置1位于上钉系统3和标牌打印系统6的一侧。视觉系统2 设有摄像头21,视觉系统2的摄像头21和焊枪枪头夹紧装置5固定于机器人行走装置1,机器人行走装置1能带动焊枪枪头夹紧装置5行走移动到上钉系统3的输出端夹取焊钉后移动到标牌打印系统6的输出端获取标牌,后再行走到对应的棒材一端,对准视觉系统2选择的焊接位置。焊枪枪头夹紧装置5与焊机系统4电性连接,焊机系统4通过焊枪枪头夹紧装置5 输出电流到焊钉以将标牌焊接到棒材的端部。
20.机器人行走装置1包括固定底座11、x轴行走轨道12、x轴行走机构 13、立柱14、y轴安装座15、升降机构16、焊枪安装座17和y轴行走机构18。x轴行走轨道12位于固定底座11的上侧,x轴行走轨道12的两端与固定底座11固定连接。立柱14的下端设有行走座141,行走座141套装于x轴行走轨道12外并与x轴行走轨道12滑动连接。x轴行走机构13与行走座141连接并能带动行走座141沿x轴行走轨道12移动。y轴安装座 15安装于立柱14的一侧,视觉系统2安装于立柱14的另一侧。升降机构 16安装于立柱14的上部,升降机构16与y轴安装座15连接并能带动y 轴安装座15升降。焊枪安装座17与y轴行走机构18均安装于y轴安装座 15,
焊枪枪头夹紧装置5固定于焊枪安装座17的一端,y轴行走机构18 与焊枪安装座17连接并能带动焊枪安装座17沿y轴安装座15移动。
21.参照图2和图3,x轴行走机构13包括第一电机131、第一螺杆132 和移动块133,第一电机131采用伺服电机。第一螺杆132与x轴行走轨道 12呈水平平行设置,第一电机131固定于固定底座11的一端,第一电机 131的输出端与第一螺杆132固定连接。移动块133固定于行走座141的下侧,第一螺杆132贯穿移动块133并与移动块133螺纹配合。第一电机131 带动第一螺杆132转动可驱动移动块133沿第一螺杆132水平移动,并带动立柱14水平移动。y轴行走机构18与x轴行走机构13的结构相似。
22.参照图4,升降机构16包括升降电机161、主动轮162、导轮163、皮带164和升降滑座165。升降电机161采用伺服电机,升降电机161固定于立柱14的上部,升降电机161的输出端通过变速箱与主动轮162固定连接并能带动主动轮162转动。升降滑座165与焊枪安装座17固定连接,升降滑座165内侧固定设有导轮轴166,导轮163可转动地套装于导轮轴166 外。皮带164的一端与主动轮162固定连接,皮带164的另一端绕过导轮 163并与立柱14的上部固定连接。升降电机161带动主动轮162转动使皮带164卷绕在主动轮162上,通过提升导轮163以带动y轴安装座15、焊枪安装座17和y轴行走机构18一并沿立柱14上下移动。
23.参照图5,焊枪枪头夹紧装置5包括枪头安装座51、夹爪片52、卡环 53、推块54、第二螺杆55、主动锥齿轮56、从动锥齿轮57、连接件58和夹紧电机59。枪头安装座51呈长条形且内部呈中空状,卡环53固定于枪头安装座51内,第二螺杆55水平设置,夹爪片52设置为多块并呈环形分布,夹爪片52的一端伸出枪头安装座51外,卡环53套装于夹爪片52的中段外。推块54套装于夹爪片52内,第二螺杆55的一端与推块54固定连接。夹紧电机59固定于枪头安装座51外,夹紧电机59的输出端与主动锥齿轮56的中心固定连接并能带动主动锥齿轮56转动。从动锥齿轮57与主动锥齿轮56啮合,从动锥齿轮57的一侧与连接件58固定连接。连接件 58通过轴承与枪头安装座51可转动连接。第二螺杆55的另一端贯穿从动锥齿轮57和连接件58,第二螺杆55与连接件58螺纹配合。夹紧电机59 带动主动锥齿轮56转动从而带动从动锥齿轮57转动并带动连接件58转动,通过连接件58与第二螺杆55的螺纹配合可以带动第二螺杆55水平移动以带动推块54水平移动。夹爪片52的内侧设有与推块54接触的弧形面,参照图4,推块54向左移动时,推块54挤压弧形面推动夹爪片52伸出枪头安装座51的一端张开,推块54向右移动时,推块54挤压弧形面推动夹爪片52的另一端张开而使夹爪片52伸出枪头安装座51的一端收缩以夹紧焊钉。
24.参照图6,标牌打印系统6包括标牌打印机和标牌输出端,标牌输出端与焊枪枪头夹紧装置5对应,标牌输出口包括座块61和夹板62,座块61 和夹板62之间设有出牌间隙,座块61上设有取牌口611,夹板62上设有让钉口621,取牌口611与让钉口621相对设置。
25.上钉系统3可以采用振动送钉装置,标牌打印机可以采用斑马zt411。整个系统可以采用smartst30西门子plc控制装置进行控制,机器人行走装置1、视觉系统2、上钉系统3、焊机系统4、焊枪枪头夹紧装置5和标牌打印系统6均与plc控制装置连接并受plc控制装置控制。标牌打印系统6从前端工序获取棒材的相关信息并打印标牌送到标牌输出端,标牌上的通孔位于取牌口611与让钉口621之间。上钉系统3的出料端送出焊钉。 plc控制装置控制机器人行走装置1行走使焊枪枪头夹紧装置5移动到上钉系统3的出料端,焊枪枪头夹紧装置5张开夹爪片52抓取焊钉。后机器人行走装置1带动焊枪枪头夹紧装置5移动到标牌打印
系统6的输出端,将焊钉的一端穿过标牌上的通孔和取牌口611与让钉口621。移动焊枪枪头夹紧装置5取出标牌,再移动到棒材的一端。视觉系统2获取棒材的端面信息并选择标牌的焊接位置并传送位置信息给plc控制装置,plc控制装置控制机器人行走装置1移动焊枪枪头夹紧装置5移动焊钉和标牌到焊接位置。 plc控制装置控制焊机系统4启动将焊钉焊接到棒材的端部。
26.最后应说明的是:以上所述的各实施例仅用于说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或全部技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。