1.本发明涉及刺杀人型靶的技术领域,特别是涉及一种训练用刺杀人型靶及其生产工艺。
背景技术:
2.众所周知,训练用刺杀人型靶是一种用于刺杀训练的假人靶体,现有的训练用刺杀人型靶一般采用人型模,并在人型模的外表设置一层橡胶层,现有的训练用人型靶在使用中发现,其防刺效果较差,反复利用率较低,在橡胶层磨损后只能报废,使用寿命较低。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本发明提供一种训练用刺杀人型靶及其生产工艺,提高防刺效果,而且可以反复利用,延长使用寿命,提高实用性。
5.(二)技术方案
6.为实现上述目的,本发明提供如下技术方案:一种训练用刺杀人型靶,包括无纺布人型模,所述无纺布人型模包括无纺布层结构,并在无纺布层结构的表面涂有胶层,所述胶层浸润到无纺布层结构内部,所述胶层的表面设置有复合硅胶板。
7.优选的,所述无纺布层结构与胶层的质量比为1:0.8
‑
1.2。
8.优选的,所述复合硅胶板的厚度为2
‑
5mm,无纺布人型模在面部、胸部和腹部位置均设置有加强层。
9.优选的,还包括底座和升降架,所述升降架安装于底座上,所述无纺布人型模安装于升降架上。
10.优选的,所述无纺布层结构选用2400
‑
2900g/
㎡
规格的pe无纺针刺布。
11.一种训练用刺杀人型靶的生产工艺,包括以下步骤:
12.a、加工出人型模;
13.b、将无纺布张贴在人型模的表面;
14.c、在无纺布的表面进行涂胶,无纺布和胶液的质量比为1:0.8
‑
1.2;
15.d、烘干固化成型:将涂胶后的无纺布人型模放入干燥箱内,在100
‑
120℃的温度下烘干4小时,使得胶液固化,无纺布人型模固化成型;
16.e:脱模:脱去人型模;
17.d:在无纺布人型模的表面张贴复合硅胶板;
18.f:将无纺布人型模固定安装在升降架上。
19.优选的,所述步骤b中,所述无纺布张贴在人型模的前面和侧面。
20.优选的,所述步骤f中,在无纺布人型模的后面安装木质背板,通过木质背板将无纺布人型模固定在升降架上。
21.优选的,所述步骤c中,无纺布和胶液的质量比为1:1。
22.优选的,所述步骤d中,烘干温度为110℃。
23.(三)有益效果
24.与现有技术相比,本发明提供了一种训练用刺杀人型靶及其生产工艺,具备以下有益效果:
25.1、该训练用刺杀人型靶及其生产工艺,通过采用无纺布层结构和胶层制成的无纺布人型模,提高了其防刺效果,防护刺穿能力在10
‑
24焦耳之间;
26.2、该训练用刺杀人型靶及其生产工艺,在无纺布人型模的表面设置复合硅胶板,在使用一段时间后,可以将复合硅胶板拆卸,然后重新对无纺布人型模进行涂胶、固化,再将复合硅胶板张贴在无纺布人型模表面,可以实现反复利用,延长使用寿命。
附图说明
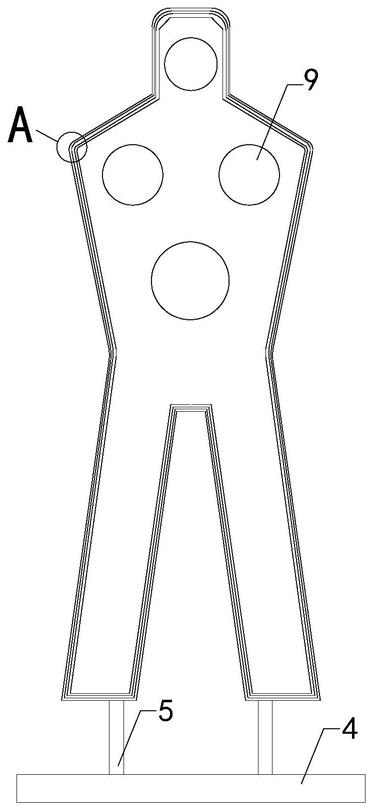
27.图1是本发明的平面结构示意图;
28.图2是本发明图1的a处局部放大结构示意图;
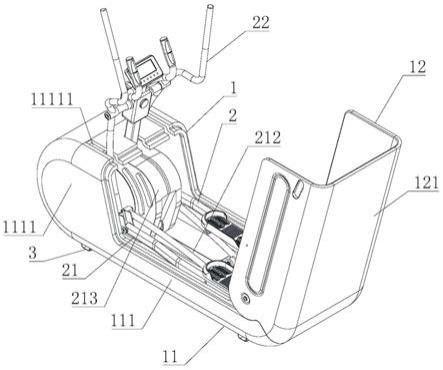
29.图3是本发明的立体结构示意图;
30.图4是本发明另一角度的立体结构示意图;
31.图5是本发明加强层与支撑杆、支撑钢片连接的侧视结构示意图;
32.附图中标记:1、无纺布层结构;2、胶层;3、复合硅胶板;4、底座;5、升降架;6、木质背板;7、支柱;8、滑套;9、加强层;10、支撑杆;11、支撑钢片。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例1:
35.请参阅图1
‑
3,本发明的一种训练用刺杀人型靶,包括无纺布人型模,所述无纺布人型模包括无纺布层结构1,并在无纺布层结构1的表面涂有胶层2,所述胶层2浸润到无纺布层结构1内部,所述胶层2的表面设置有复合硅胶板3。
36.所述无纺布层结构1与胶层2的质量比为1:1。
37.参阅附图1,所述复合硅胶板3的厚度为3mm,无纺布人型模在面部、胸部和腹部位置均设置有加强层,加强层采用超高分子量聚乙烯纤维丝制备的无纺布,具体参照本公司申请号为cn202010656186.1中针刺无纺布。
38.本技术中,通过在刺杀演练作业中刺杀频率最高的部位设置加强层,进一步提高刺杀人型靶的抗刺杀性能和强度。
39.还包括底座4和升降架5,所述升降架5安装于底座4上,所述无纺布人型模安装于升降架5上。
40.所述无纺布层结构1选用2400g/
㎡
规格的pe无纺针刺布。
41.无纺布人型模的防刺穿能力为10焦耳。
42.一种训练用刺杀人型靶的生产工艺,包括以下步骤:
43.a、加工出人型模,人型模可以采用木质、塑料、金属等材质;
44.b、将无纺布张贴在人型模的表面;
45.c、在无纺布的表面进行涂胶,无纺布和胶液的质量比为1:1;
46.d、烘干固化成型:将涂胶后的无纺布人型模放入干燥箱内,在100℃的温度下烘干4小时,使得胶液固化,无纺布人型模固化成型;
47.e:脱模:脱去人型模;
48.d:,在无纺布人型模的面部位置、胸部位置和腹部位置粘贴加强层,加强层采用超高分子量聚乙烯纤维丝制备的无纺布,在无纺布人型模的表面张贴复合硅胶板3;
49.可选的,加强层还可以设置于复合硅胶板的外表面。
50.f:将无纺布人型模固定安装在升降架5上。
51.所述步骤b中,所述无纺布张贴在人型模的前面和侧面。
52.所述步骤f中,在无纺布人型模的后面安装木质背板6,通过木质背板6将无纺布人型模固定在升降架5上。
53.所述步骤c中,无纺布和胶液的质量比为1:1。
54.所述步骤d中,烘干温度为110℃。
55.实施例2:
56.与实施例1不同的是:所述无纺布层结构1与胶层2的质量比为1:1.2;
57.所述复合硅胶板3的厚度为5mm;
58.参阅附图5,加强层的设计为:在无纺布人型模的面部位置、胸部位置和腹部位置进行挖孔,无纺布人型模的内部设置有与底座连接的支撑杆10,支撑杆的顶部延伸到挖孔位置,并在支撑杆的端部设置有支撑钢片11,在支撑钢片的前表面设置加强层,加强层刚好位于挖好的孔处。
59.本技术中,通过将加强层设置于与底座连接的支撑杆上,进一步提高对加强层的支撑效果,提高抗刺穿性能。
60.所述无纺布层结构1选用2900g/
㎡
的无纺针刺布。
61.无纺布人型模的防刺穿能力为24焦耳。
62.实施例3:
63.清参阅附图4,所述升降架5包括两组支柱7和两组滑套8,所述两组滑套8分别与木质背板6的两个腿部位置固定连接,所述两组支柱7的底端均与底座4固定连接,两组支柱的顶部分别穿过两组滑套,并在两组滑套上均设置有对滑柱进行固定的调节螺栓。
64.在使用时,通过采用无纺布层结构1和胶层2制成的无纺布人型模,提高了其防刺效果,防护刺穿能力在10
‑
24焦耳之间;在无纺布人型模的表面设置复合硅胶板3,在使用一段时间后,可以将复合硅胶板3拆卸,然后重新对无纺布人型模进行涂胶、固化,再将复合硅胶板3张贴在无纺布人型模表面,可以实现反复利用,延长使用寿命。
65.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
66.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。