1.本实用新型涉及陶瓷制造技术领域,尤其涉及一种半自动注浆系统。
背景技术:
2.陶瓷产品通常通过注浆成形,传统过程为:原料部门调整好的泥浆,由注塞泵通过管道打入到模具中,由液位管控制模具中上浆高度,泥浆在石膏模具中成型结束后,模具中多余的浆通过自然排浆方式排到排浆桶中。已知传统石膏注浆线,对于一般的洁具企业来说,基本都是人工注浆,常规的管道注浆,需要人工进行协助,如果出现操作不当,会引起跑浆,补浆不及时吃空等等的生产问题,而且每条线需要两位工人进行操作,一个员工忙不过来,企业想实现高效率比较困难。
技术实现要素:
3.本实用新型的目的在于提出一种半自动注浆系统,以解决上述问题。
4.为达此目的,本实用新型采用以下技术方案:一种半自动注浆系统,包括送浆管、供浆池、回浆池、注浆模具和检测控制组件;所述送浆管的输出端连通至所述供浆池的内部;所述供浆池具有供浆管道,所述供浆池通过所述供浆管道连通至所述注浆模具的内部;所述回浆池具有回浆管道,所述回浆池通过所述回浆管道连通至所述注浆模具的内部;所述供浆管道具有液面检测区段,所述液面检测区段的上下两端之间形成高度差,所述液面检测区段的顶端高于所述注浆模具的顶部,所述液面检测区段的内部设有液面浮标;所述检测控制组件包括第一传感器、第二传感器、控制器、第一电子阀、第二电子阀和第三电子阀;所述第一传感器设置在所述供浆池的内部,所述第一传感器高于所述注浆模具的顶部;所述第二传感器设置在所述液面检测区段内,所述第二传感器高于所述注浆模具的顶部;所述第一电子阀设置在所述送浆管;所述第二电子阀设置在所述供浆管道的出浆端;所述第三电子阀设置在所述回浆管道的进浆端;所述控制器分别与所述第一传感器、所述第二传感器、所述第一电子阀、所述第二电子阀和所述第三电子阀信号连接,所述控制器用于接收所述第一传感器和所述第二传感器发出的信号,并根据信号对应地控制所述第一电子阀、所述第二电子阀和所述第三电子阀的开关状态。
5.进一步,还包括模具气压调整机构,所述模具气压调整机构包括气源、供气管道和排气管道;所述气源的输出端连通至所述供气管道的进气端,所述供气管道的出气端连通至所述注浆模具的内部;所述排气管道设置在所述注浆模具的上方,所述注浆模具的内部通过所述排气管道连通至外界大气;所述检测控制组件还包括第四电子阀和第五电子阀,所述第四电子阀设置在所述排气管道的排气端,所述第五电子阀设置在所述气源的输出端;所述控制器还分别与所述第四电子阀和所述第五电子阀信号连接,所述控制器还用于根据信号对应地控制所述第四电子阀和所述第五电子阀的开关状态。
6.进一步,所述第一传感器的高度和所述第二传感器的高度分别小于或等于所述排气管道的高度。
7.进一步,所述供浆池的内部设有搅拌设备,所述搅拌设备用于搅拌所述供浆池内部的泥浆。
8.进一步,所述供浆池的顶部设有透气孔,所述供浆池的内部通过所述透气孔连通至外界大气。
9.进一步,所述供浆管道的进浆端设有供浆总阀,所述供浆总阀与所述控制器信号连接,所述控制器还用于控制所述供浆总阀的开关状态。
10.进一步,所述注浆模具分别通过连接软管与所述供浆管道、所述回浆管道、所述供气管道和所述排气管道可拆卸连接。
11.进一步,所述第一传感器高出所述注浆模具的顶部30
‑
40cm。
12.进一步,所述供气管道设有压力计,所述压力计用于显示所述供气管道内的气压大小。
13.进一步,所述回浆池设置在所述供料池的下方,所述供料池的底部设有排污口,所述排污口朝向所述回浆池设置。
14.本实用新型提供的一种半自动注浆系统,通过检测控制组件实现自动注浆,以提高注浆效率,有效避免避免因为人工因素的原因造成的注浆失误及产品损失。进一步,本实用新型的所有实施例通过检测控制组件控制送浆池对供浆池进行补浆,保持注浆池具有一定的液压,以确保供浆池对注浆模具注浆的稳定性。通过检测控制组件控制供浆池及时地对注浆模具进行注浆,实现对注浆模具保持持续稳定的浆压,对坯体的成型和坯体的致密度一致性有积极的作用。通过检测控制组件监控注浆模具内部的泥浆液面,及时控制供浆池停止向注浆模具进行注浆,以避免注浆模具内的泥浆从排气管道溢出至外界。
附图说明
15.附图对本实用新型做进一步说明,但附图中的内容不构成对本实用新型的任何限制。
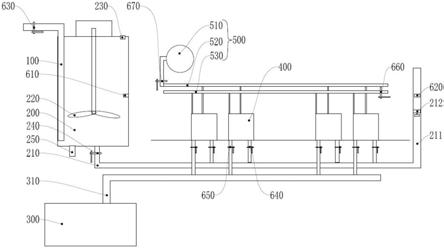
16.图1是本实用新型其中一个实施例的结构示意图。
17.附图中:100
‑
送浆管、200
‑
供浆池、210
‑
供浆管道、211
‑
液面检测区段、212
‑
液面浮标、220
‑
搅拌设备、230
‑
透气孔、240
‑
供浆总阀、250
‑
排污口、300
‑
回浆池、310
‑
回浆管道、400
‑
注浆模具、500
‑
模具气压调整机构、510
‑
气源、520
‑
供气管道、530
‑
排气管道、610
‑
第一传感器、620
‑
第二传感器、630
‑
第一电子阀、640
‑
第二电子阀、650
‑
第三电子阀、660
‑
第四电子阀、670
‑
第五电子阀。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
19.参照图1所示,本实施例的一种半自动注浆系统,包括送浆管100、供浆池200、回浆池300、注浆模具400和检测控制组件;所述送浆管100的输出端连通至所述供浆池200的内部,用于向所述供浆池200补充浆料;所述供浆池200具有供浆管道210,所述供浆池200通过所述供浆管道210连通至所述注浆模具400的内部;具体地,如图1所示,所述供浆管道210的进浆端连通至所述供浆池200的内部,所述供浆管道210的出浆端连通至所述注浆模具400的内部;实现供浆池200通过供浆管道210将泥浆供给至注浆模具400。
20.所述回浆池300具有回浆管道310,所述回浆池300通过所述回浆管道310连通至所述注浆模具400的内部;具体地,如图1所示,所述回浆管道310的进浆端连通至所述注浆模具400的内部,所述回浆管道310的出浆端连通至所述回浆池300;实现注浆模具400内的泥浆能通过回浆管道310回流到回浆池300,进而实现回收泥浆。
21.所述供浆管道210具有液面检测区段211,所述液面检测区段211的上下两端之间形成高度差,优选地,如图1所示,所述液面检测区段211竖直设置。所述液面检测区段211的顶端高于所述注浆模具400的顶部,所述液面检测区段211的内部设有液面浮标212。具体地,所述液面检测区段211的顶端还连通至外界大气,以保持液面检测区段内的气压稳定,以利于泥浆在液面检测区段211内的升降。
22.所述检测控制组件包括第一传感器610、第二传感器620、控制器、第一电子阀630、第二电子阀640和第三电子阀650;所述第一传感器610设置在所述供浆池200的内部,所述第一传感器610高于所述注浆模具400的顶部;用于当供浆池200内部的泥浆液面低于第一传感器610时,第一传感器610向所述控制器发出补浆信号,当供浆池200内部的泥浆液面高于第一传感器610时,第一传感器610向所述控制器发出停止补浆信号。
23.所述第二传感器620设置在所述液面检测区段211内,所述第二传感器620高于所述注浆模具400的顶部;用于当液面浮标212到达所述第二传感器620的高度时,向所述控制器发出满浆信号,当液面浮标212低于所述第二传感器620的高度时,向所述控制器发出注浆信号。
24.所述第一电子阀630设置在所述送浆管100;所述第二电子阀640设置在所述供浆管道210的出浆端;所述第三电子阀650设置在所述回浆管道310的进浆端。
25.所述控制器分别与所述第一传感器610、所述第二传感器620、所述第一电子阀630、所述第二电子阀640和所述第三电子阀650信号连接,所述控制器用于接收所述第一传感器610和所述第二传感器620发出的信号,并根据信号对应地控制所述第一电子阀630、所述第二电子阀640和所述第三电子阀650的开关状态。其中,所述控制器可以是微处理器或者是可编程控制器中的一种。
26.具体地,在本实施例中,开始向注浆模具400注浆时,控制器先关闭第三电子阀650,使注浆模具400不与回浆池300和气源510连通,以避免注浆模具400内部的泥浆流入回浆池300。控制器再打开第二电子阀640,使供浆池200与注浆模具400相连通,实现泥浆流进注浆模具400内。
27.基于连通器的原理,液面检测区段211内的泥浆液面会与注浆模具400的泥浆液面同步上升和下降。因此,注浆过程中,当液面浮标212随着泥浆液面上升至第二传感器620的高度时,则说明注浆模具400内的泥浆已经注满了,第二传感器620向所述控制器发出满浆信号。控制器关闭第二电子阀640,使注浆池停止向注浆模具400注浆,避免注浆模具400内的泥浆从排气管道530溢出到外界。随着注浆模具400吸浆时间的推移,注浆模具400内的泥浆液面会有所下降,此时液面浮标212也下降,此时第二传感器620向控制器发出注浆信号,控制器根据注浆信号重新打开第二电子阀640,直到液面浮标212到达第二传感器620的高度。实现对注浆模具400保持持续稳定的浆压,对坯体的成型和坯体的致密度一致性有积极的作用。
28.注浆过程中,若供浆池200的内部泥浆液面低于第一传感器610时,则第一传感器
610向所述控制器发出补浆信号,所述控制器开启第一电子阀630,使送浆管100连通至供浆池200,实现对供浆池200进行补浆。当供浆池200的内部泥浆液面到达第一传感器610时,第一传感器610向所述控制器发出停止补浆信号,所述控制器关闭第一电子阀630,使送浆管100不再连通至供浆池200,停止对供浆池200进行补浆。
29.经过设定好的吸浆时间后,控制器先关闭第一传感器610、第二传感器620和第二电子阀640,使注浆模具400不与供浆池200相连通。控制器再打开所述第三电子阀650,使注浆模具400与回浆池300相连通,实现注浆模具400内的余浆回流至注浆模具400。
30.经过设定好的放浆时间后,控制器关闭第三电子阀650,等待坯体巩固。当巩固结束后,注浆系统运作结束,等待开模。
31.本实用新型提供的一种半自动注浆系统,通过检测控制组件实现自动注浆,以提高注浆效率,有效避免避免因为人工因素的原因造成的注浆失误及产品损失。进一步,本实用新型的所有实施例通过检测控制组件控制送浆池对供浆池200进行补浆,保持注浆池具有一定的液压,以确保供浆池200对注浆模具400注浆的稳定性。通过检测控制组件控制供浆池200及时地对注浆模具400进行注浆,实现对注浆模具400保持持续稳定的浆压,对坯体的成型和坯体的致密度一致性有积极的作用。通过检测控制组件监控注浆模具400内部的泥浆液面,及时控制供浆池200停止向注浆模具400进行注浆,以避免注浆模具400内的泥浆溢出至外界。
32.优选地,所述半自动注浆系统还包括模具气压调整机构500,所述模具气压调整机构500包括气源510、供气管道520和排气管道530。所述气源510的输出端连通至所述供气管道520的进气端,所述供气管道520的出气端连通至所述注浆模具400的内部;使气源510输出的气体进入到注浆模具400内部,可实现增大注浆模具400内部的气压,进而实现对注浆模具400内的坯体进行巩固。
33.所述排气管道530设置在所述注浆模具400的上方,所述注浆模具400的内部通过所述排气管道530连通至外界大气;具体地,所述排气管道530的进气端连通至所述注浆模具400的内部,所述排气管道530的出气端连通至外界大气;使排气管道530能排出注浆模具400内部的气体,以实现调整注浆模具400内的气压。所述检测控制组件还包括第四电子阀660和第五电子阀670,所述第四电子阀660设置在所述排气管道530的排气端,所述第五电子阀670设置在所述气源510的输出端。所述控制器还分别与所述第四电子阀660和所述第五电子阀670信号连接,所述控制器还用于根据信号对应地控制所述第四电子阀660和所述第五电子阀670的开关状态。
34.在本实施例中,开始向注浆模具400注浆时,控制器关闭第三电子阀650时,同步地关闭第五电子阀670,使注浆模具400不与气源510相连通,进而使注浆模具400内部的泥浆不能流进气源510中。当所述控制器打开第二电子阀640时,同步地打开所述第四电子阀660,使注浆模具400的内部连通至外界,进而使注浆模具400内部的空气能排出至外界,以利于泥浆进入到注浆模具400的内部,提高注浆效率。
35.经过设定好的吸浆时间后,控制器先关闭第一传感器610、第二传感器620、第二电子阀640和第四电子阀660,使注浆模具400不与供浆池200和排气管道410相连通。控制器再打开所述第三电子阀650和第五电子阀670,使注浆模具400与回浆池300和气源510相连通,实现注浆模具400内的余浆回流至注浆模具400。值得说明的是,此处的气源510用于增大注
浆模具400的气压,实现助力注浆模具400排出余浆。
36.经过设定好的放浆时间后,控制器关闭第三电子阀650,使注浆模具400不再与回浆池300相连通。控制器实时调节第五电子阀670的流量大小,确保注浆模具400内的气压稳定在设定值,实现巩固坯体。巩固结束后,注浆系统运作结束,等待开模。
37.值得说明的是,所述第一传感器610的高度和所述第二传感器620的高度分别小于或等于所述排气管道530的高度。通过限定第一传感器610和所述第二传感器620的高度,以确保注浆模具400中的泥浆液面不会超过排气管道530,以避免注浆模具400内部的泥浆从排气管道530溢出至外界。
38.优选地,所述供浆池200的内部设有搅拌设备220,所述搅拌设备220用于搅拌所述供浆池200内部的泥浆。如此,通过搅拌设备220搅拌浆料,以防止浆料放置过长而导致流动性减弱的问题发生,实现提高浆料的流动性,进而提高注浆效率。具体地,所述搅拌设备220可以是市面上搅拌浆料的设备。优选地,在本实用新型的优选实施例中,所述搅拌设备220为搅拌桨。
39.具体地,所述供浆池200的顶部设有透气孔230,所述供浆池200的内部通过所述透气孔230连通至外界大气。如此,供浆池200通过透气孔230连通至外界大气,实现保持供浆池200内部气压稳定,有效解决供浆池200补浆过程中出现压力过大或者过小而影响注浆稳定性的问题。
40.优选地,所述供浆管道210的进浆端设有供浆总阀240,所述供浆总阀240与所述控制器信号连接,所述控制器还用于控制所述供浆总阀240的开关状态。如此,通过在供浆管道210上设置受控制器控制的供浆总阀240,因此,尽管供浆管道210的出浆端上的第二电子阀640损坏而不能关闭时,仍能通过控制器控制供浆总阀240关闭,实现注浆模具400不再与供浆池200相连通。确保注浆系统使用的安全性和稳定性。
41.具体地,所述注浆模具400分别通过连接软管与所述供浆管道210、所述回浆管道310、所述供气管道520和所述排气管道530可拆卸连接。由于连接软管具有良好的柔软性、伸缩性、重复弯曲性和挠性,利于注浆模具400与不同方位的器械相连通,且连接软管方便拆卸,利于注浆系统维护保养。
42.具体地,所述第一传感器610高出所述注浆模具400的顶部30
‑
40cm。如此,若第一传感器610相对注浆模具400的顶部高出的高度大于40cm,容易导致注浆模具400内液压过高出现漏浆情况,若第一传感器610相对注浆模具400的顶部高出的高度小于40cm,容易出现注浆池的液压偏低,从而导致注浆模具400不能完整地吸浆,导致坯体不实。因此,本实施例中,第一传感器610高出所述注浆模具400的顶部30
‑
40cm,既能确保有足够的液压,又避免液压过高导致漏浆。
43.优选地,所述供气管道520设有压力计,所述压力计用于显示所述供气管道520内的气压大小。如此,当巩固坯体的过程中,压力计显示供气管道520内的气压大小,即向检修人员显示当前注浆模具400内的压强,利于检修人员检查校对当前注浆模具400内的压强是否与预设值一致,以方便检修人员调整注浆模具400的压强。
44.优选地,所述回浆池300设置在所述供料池的下方,所述供料池的底部设有排污口250,所述排污口250朝向所述回浆池300设置。如此,当需要排出供料池内部剩余的浆料时,直接打开排污口250,供料池内部剩余的浆料便会直接排进回浆池300内进行回收,实现方
便排出供浆池200内部的余浆。
45.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。