使用差温冷却改进的边缘应力
1.相关申请的交叉引用
2.本技术根据35u.s.c.
§
119要求2019年4月11日提交的美国临时申请序列号62/832,493的优先权权益,所述申请的内容是本文的依据并通过引用以其整体并入本文。
技术领域
3.本技术涉及玻璃层压和层压板。更具体地,本技术涉及具有改进的残余边缘应力的玻璃层压和层压板。还更具体地,本技术涉及具有通过使用差温冷却产生的压缩残余边缘应力的玻璃层压和层压板。
背景技术:
4.本文提供的背景描述意图概括地呈现本公开内容的上下文。本发明提及的发明人在此背景技术部分中描述的范围内的工作,以及在提交时可能未原本符合现有技术的描述的方面,既不明确地也不暗示地被承认为是针对本公开内容的现有技术。
5.汽车工业和其他工业可将玻璃用于例如窗户、门、侧灯和系统的期望是透明或半透明的其他部分。在汽车工业的情况下,玻璃可用于窗用玻璃,诸如挡风玻璃、窗户、天窗、顶窗和/或车辆的其他部分。在许多情况下,这些玻璃部分是层压玻璃,所述层压玻璃具有用粘合剂层压在一起的两个或更多个玻璃层片。
6.在层压之前,层压玻璃的层片可包括平坦或以其他方式二维(2d)的玻璃层片,或者可使用圆弧、弯曲或以其他方式三维(3d)的玻璃层片。在一些情况下,层片中的一个可以基本上是2d的,并且另一个层片可以是3d的。在材料层片为3d成型的情况下,3d成型的层片可能已经铸造为3d成型的层片。替代地或另外地,层片可能已经铸造或制造成平坦的,然后使用热成型工艺、冷成型工艺或另一种成型技术(例如,在层压之前)预成型。
7.对于每个玻璃层压的预成型条件的各种不同的选项,层压工艺可以涉及在层压工艺期间和/或除层压工艺之外形成玻璃。与层片成型工艺类似,层压工艺可以使用热成型工艺、冷成型工艺、热成型和冷成型的组合或者使用其他工艺来进行。
8.在热成型工艺中,可将玻璃层片或层压板加热到超过玻璃材料的玻璃化转变点的温度。在一些情况下,这些温度可能超过500℃。当材料超出玻璃化转变点时,例如可以将材料成型为所需形状然后冷却或可控地冷却。相比之下,冷成型可以在玻璃层片或层压板的温度处于低得多的温度(诸如低于140℃)下进行。冷成型可能是基于玻璃在相对低的温度下的弹性变形来产生弯曲玻璃面板的更节能的方法。
9.汽车玻璃通常可包括钠钙玻璃(slg)外层片、粘合剂和slg内层。替代地,汽车玻璃可包括钠钙玻璃(slg)外层片、粘合剂和化学强化玻璃内层。在一些情况下,外层片可以使用热成型工艺预成型。可以用粘合剂将内层片粘合到外层片,并且可以使用冷成型工艺来形成内层片并将其层压到外层片。在许多情况下,在冷成型和层压工艺期间,层压材料中可能产生残余应力。所产生的残余应力可能是预层压材料中的残余应力的组合。例如,预成型的外层片可能具有来自热成型工艺的残余应力。内层片可能因冷成型/层压工艺而产生内
应力。外层片中的残余应力和内层片的内应力可通过粘合剂相互作用并导致层压形式的内层片和外层片中的每一者中的残余应力(例如,成型后残余应力)。
10.层压板中的残余应力可能存在于其整个寿命中。在残余应力本质上是拉伸的情况下,它们可能导致层压板出现问题或失效。例如,残余应力可能具有以下倾向:在层压期间产生裂纹或更长期的问题,诸如分层、裂纹扩展、光学畸变和运输、安装或操作或使用期间的断裂。
技术实现要素:
11.下面呈现本公开内容的一个或多个实施例的简化概述以便提供对此类实施例的基本理解。此概述不是所有设想的实施例的广泛综述,并且既不意图识别所有实施例的关键或至关重要的要素,也不意图描画任何或所有实施例的范围。
12.在一个或多个实施例中,冷成型玻璃层压板可包括第一3d成型玻璃层片,所述第一3d成型玻璃层片具有第一厚度和第一强度。所述第一层片在周边边缘部分中可具有适于抵消由冷成型工艺产生的拉伸应力的预成型残余压缩应力。所述层压板还可包括第二3d成型玻璃层片,所述第二3d成型玻璃层片具有小于所述第一厚度的第二厚度和大于所述第一强度的第二强度。粘合剂可布置在所述第一层片与所述第二层片之间,并且所述层压板的所述第一层片的所述周边边缘部分中的成型后残余应力保持压缩。
13.在一个或多个实施例中,一种形成玻璃层压板的方法可包括:热成型第一玻璃层片并通过冷却所述第一玻璃层片在所述第一层片的周边边缘中引入残余压缩应力。在冷却期间,可在玻璃的周边边缘与所述玻璃的中心部分之间建立温差,其中与所述中心部分相比,所述周边边缘具有更冷温度。在冷却之后,所述方法可包括将第二玻璃层片冷成型到所述第一玻璃层片,并用粘合剂将所述第二层片粘合到所述第一层片。所述冷成型可在所述第一层片的所述周边边缘中引起拉伸应力,所述拉伸应力被所述残余压缩应力抵除,使得所述第一层片中的成型后残余应力保持压缩。
14.虽然公开了多个实施例,但是根据示出并描述本公开内容的说明性实施例的以下详细描述,本公开内容的其他实施例对本领域技术人员将是显而易见的。如将意识到的,本公开内容的各种实施例能够在各种明显的方面进行修改,所有修改不背离本公开内容的精神和范围。因此,附图和详细描述应被视为在本质上是说明性的而不是限制性的。
附图说明
15.尽管本说明书以特别地指出并清楚地要求保护被视为形成本公开内容的各种实施例的主题的权利要求结束,但相信通过结合附图进行的以下描述将更好地理解本公开内容,在附图中:
16.图1是根据一个或多个实施例的层压板的透视图。
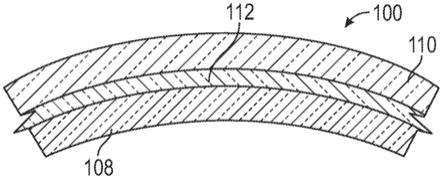
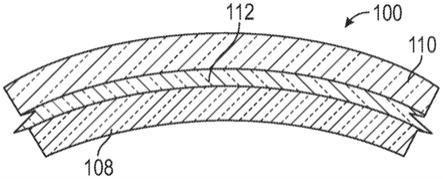
17.图2是根据一个或多个实施例的层压板的示意性剖视图。
18.图3是根据一个或多个实施例的标识其若干表面的层压板的特写示意性剖视图。
19.图4a是根据一个或多个实施例的在冷成型之后玻璃层压板的外层片的内表面中的应力分布图。
20.图4b是根据一个或多个实施例的在冷成型之后玻璃层压板的外层片的外表面中
的应力分布图。
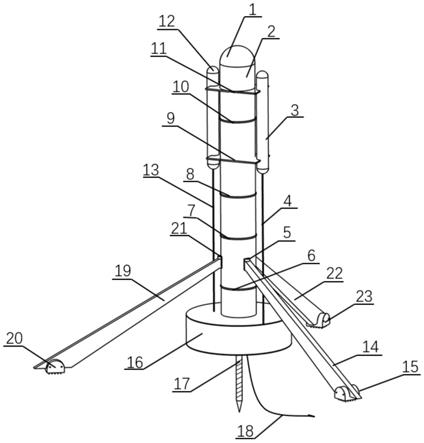
21.图5是示出根据一个或多个实施例的用于层压板中的玻璃层片的热成型工艺的示意图。
22.图6是示出根据一个或多个实施例的热成型玻璃层片上的差温冷却工艺的示意图。
23.图7是根据一个或多个实施例的横截面应力图,其示出在图6的差温冷却工艺期间层压板的外层片中的温度分布。
24.图8是根据一个或多个实施例的在图6的差温冷却工艺期间作为时间的函数的中心和边缘温度的图形描绘。
25.图9是横截面应力图,其示出根据一个或多个实施例的在与内层片冷成型之后层压板的外层片中的应力分布。
26.图10是示出根据一个或多个实施例的用于将玻璃内层片层压到预成型且边缘冷却的玻璃外层片的冷成型工艺的示意图。
27.图11是根据一个或多个实施例的形成玻璃层压板的方法的图。
具体实施方式
28.在一个或多个实施例中,本技术涉及一种玻璃层压板和一种形成所述玻璃层压板的方法,其中层压板中的特定残余应力是压缩的,因此有助于抵抗开裂、分层或其他缺陷。在一个或多个实施例中,玻璃层压板可包括外钠钙玻璃层片和内部经化学处理的玻璃层片。外层片可以热成型为所需的形状,诸如车顶或挡风玻璃的形状。在热成型工艺结束时,可以采取特定的冷却步骤以与层片的中心部分相比,更快地冷却外层片的周边边缘,以在外层片的周边边缘中引入压缩应力。可以使用冷成型工艺将内层片层压到外层片。此工艺通常会在外层片的周边边缘产生拉伸应力。然而,已经在外层片的周边边缘中引入了压缩应力,冷成型可能降低压缩应力,但可能无法完全克服它们。因此,层压板可能在外层片的周边外边缘中维持压缩残余应力,这可能使层压板更加抵抗缺陷发展。
29.现在参考图1,示出玻璃层压板100的透视图。层压板可能特别适用于汽车用途,诸如汽车窗用玻璃,包括例如车顶、窗户和/或挡风玻璃。层压板可以是平面外弯曲的、平面外双弯曲的,或以其他方式三维(3d)成形的。层压板可具有周边边缘102,其尺寸和形状被设定用于装配到特定车辆或一系列车辆的框架开口中。在一个或多个实施例中,层压板100可具有约300mm至约1,800mm范围内的宽度104以及约230mm至约1,600mm范围内的长度106。层压板100可具有在0mm与45mm之间的弦高。弦高可包括中心线弦(例如,从顶部到底部的弦)与玻璃表面的弧之间的垂直距离。在弦高为零的情况下,玻璃层压板可形成圆柱形形状(例如,表面可具有单曲率而不是双曲率)。玻璃层压板的弯曲深度可在约5mm至约210mm的范围内。弯曲深度可包括层压板从投影平面的深度(例如,从由弯曲玻璃的四个角限定的平面到玻璃最深点的尺寸)。层压板可具有沿主弯曲曲率方向的在约40mm至约5,000mm范围内的曲率半径以及沿次弯曲曲率方向的在约740mm至约32,500mm范围内的曲率半径。可包括在一点处的主曲率的乘积的高斯曲率可以在约0.14e
7 mm2至约15e
7 mm2的范围内。主曲率可包括在一点处的法曲率的最小值和最大值,并且法曲率可包括位于包括给定点处的切线向量的平面中表面上的曲率曲线。
30.参考图2,并且如图所示,层压板100可包括内层片108和用粘合剂112彼此固定的外层片110。外层片110可以是相对厚的玻璃材料层片并且可包括钠钙玻璃(slg)或其他玻璃材料,诸如例如化学强化玻璃。外层片110可以是透明的、基本上透明的,或者外层片110可包括产生用于特定应用的着色或半透明效果的纹理或涂层。外层片110可以被认为是外侧的,因为例如当玻璃层压板安装在车辆中时,它可以向外面向外部环境。外层片110可具有约1mm至4mm或约1.5mm至3mm范围内的厚度,或者厚度可为约2mm或2.1mm。还可以提供层压板的外层片110的其他厚度。钠钙玻璃可以是一种相对低强度玻璃,并且取决于它是否已经经过热处理或取决于所提供的热处理类型,强度可能会发生相当大的变化。例如,取决于热处理,钠钙玻璃可具有约3
‑
10mpa范围内的拉伸容量或拉伸强度。在任何情况下,这些拉伸强度可以被认为是相对低的,并且因此,钠钙玻璃中的残余应力,特别是残余拉伸应力会对其性能产生不利影响。
31.内层片108可以是相对较薄的玻璃材料层片,诸如化学强化玻璃、热强化玻璃或其他玻璃材料,诸如例如非强化钠钙玻璃。在一个或多个实施例中,内层片108可包括机械强化玻璃,其利用制品各部分之间的热膨胀系数的不匹配来产生压缩应力区域和表现出拉伸应力的中心区域。内层片108可以是透明的、基本上透明的,或者内层片108可包括产生用于特定应用的着色或半透明效果的纹理或涂层。内层片108可以被认为是内部的,因为例如当玻璃层压板安装在车辆中时,它可以向内面向内部舱室。内层片108可具有约0.3mm至1.0mm、或0.5mm至0.9mm范围内的厚度,或者内层片可具有约0.6mm、0.7mm或0.8mm的厚度。还可以提供层压板的内层片108的其他厚度。化学强化玻璃可以是相对高强度的玻璃并且可以具有约90
‑
110mpa、或约95
‑
105mpa、或约100mpa的拉伸容量。与钠钙玻璃的拉伸强度相比,化学强化玻璃的拉伸强度可以是相对高的,这可以使化学强化玻璃适用于汽车窗用玻璃内部,其中当对玻璃发生冲击时弯曲力可能更高。
32.粘合剂层112可布置在内层片108与外层片110之间,并且可以适于将内层片108固定到外层片110。粘合剂112可以是透明或基本上透明的粘合剂。例如,在一个或多个实施例中,粘合剂层112可包括一个或多个透明合成片材。另外地或替代地,粘合剂层112可包括透明或基本上透明的树脂。粘合剂层112可以在层压工艺期间放置在外层片110与内层片108之间,并且可以在层压完成期间和/或之后将外层片110固定到内层片108。
33.出于此论述的目的并且如图3所示,层压板100可包括一系列表面。例如,层压板可包括外表面114,当安装了层压板100时,外表面114可以是层压板面向车辆外侧的表面。层压板100还可以包括内表面116,当安装了层压板100时,内表面116可以是内部或乘客侧表面。内层片108和外层片110中的每一者还可包括各自的粘合侧表面118、120。
34.参考图4a和图4b,当根据上文论述的方法(例如,热成型外层片,然后冷成型/层压到内层片)形成层压板100时,层压板100可产生表面应力。出于描绘的目的,每个应力区已经被分配了一个区号。如图4b所示,外表面114可以包括沿周边边缘的约﹣3mpa至约1mpa范围内的应力。外表面114可以包括中心附近的约1.5mpa至2mpa的应力。相比之下,外层片110的粘合剂侧表面120可包括沿周边边缘的约0.2mpa至约3mpa范围内的应力。外层片110的粘合剂侧表面120可以包括中心附近的更接近1mpa的应力。因此,根据玻璃外层片110的热处理,由于冷成型,玻璃中、特别是在外层片110的粘合剂侧表面120上和周边边缘102附近的应力可接近玻璃的拉伸强度。这可能导致断裂、开裂或其他提及的问题。应当了解,虽然内
层片据说是冷成型并从平坦或基本上平坦的状态层压到外层片,但是在一些情况下,内层片可以在冷成型并将其层压到外层片之前部分或完全热成型。
35.本文可以提供制造层压板100的特定方法,以减少和/或减轻层压板100的外层片110中开裂和其他问题的风险。参考图5,可以使用热成型工艺来预成型玻璃外层片110。热成型工艺可包括将玻璃层片110加热至其玻璃化转变点(例如,约500℃)并通过向玻璃表面施加压力将玻璃成型为所需形状。例如,可将压机与预成形模具122一起使用来将玻璃层片110成型为所需形状。随着玻璃成型为其所需形状,可允许玻璃冷却,将温度降至玻璃化转变点以下,并因此固定层片110的形状。
36.在一个或多个实施例中,可以提供边缘冷却系统124以增加预成型外层片110的外部表面的冷却速率。由于在周边区域中的玻璃内部冷却(例如,类似于钢化玻璃)时的后期拉动,沿这些周边边缘的外部表面的增加的冷却可导致这些表面中的压缩,从而导致外层片110的周边边缘102中的压缩。如图6所示,边缘冷却系统124可适于向层压板的预成型外层片110的周边边缘102提供冷却。如图所示,冷却系统124可包括用于在玻璃层片110的外侧周边边缘102处引导冷空气或其他气体的系统。如图所示,系统124可包括冷却通道126,所述冷却通道126被配置为沿玻璃层片的周边边缘102携载和递送气体,并且将气体朝向玻璃释放和/或引导。所述系统可包括空气或其他气体源,诸如通过导管与通道126流体连通的泵或加压气体室。通道126可以包括成型为基本上紧密匹配玻璃层片的周边形状的管子或通道,使得其可以邻近玻璃层片110布置并且释放在玻璃层片110的周边边缘102处或附近引导的空气。管子或通道126可以包括圆形、方形、三角形或其他横截面形状,并且可以包括沿其长度布置以在玻璃层片110处引导空气或气体的孔口。在一个或多个实施例中,孔口可包括用于喷射空气和/或更具体地将空气流集中在玻璃层片上的喷嘴。管子或通道126可包括单个管子或通道或者管子或通道的组合。在一个或多个实施例中,可使用若干可布置的管子或通道,使得可通过根据玻璃层片的形状重新布置管子或通道来适应不同尺寸和形状的玻璃层片。冷却系统124可以结合到玻璃成型系统中,或者它可以与玻璃成型系统分离,例如,玻璃可以在玻璃成型系统中冷却或与玻璃成型系统分开,视情况而定。在结合的情况下,例如,可以将冷却通道或管子126构建到压板或模具中,或者可以使用另一种结合技术。
37.虽然已经描述了冷却管子/通道系统124,但是还可以使用其他方法来冷却周边边缘102。例如,可以使用金属或其他导电材料来冷却玻璃层片110的边缘102。在一个或多个实施例中,可将相对冷的棒或管子放置邻近玻璃层片110的周边边缘102或边缘或者与其接触。棒或管子可包括例如循环冷却剂,其可将棒或管子保持在凉爽的温度,并且因此可产生用于将热量从玻璃层片110的周边边缘102抽出的储液器。
38.在任何情况下,如图7所示,冷却系统124可使玻璃的外侧周边边缘102比玻璃层片110的中心部分103更快地冷却。出于描绘的目的,温度范围已被分配区。示出了玻璃层片110的一半的横截面,其中图的左侧是整个玻璃层片的中心103,而玻璃的右侧是玻璃层片110的周边边缘102。如图所示,在冷却工艺期间的特定时刻,中心温度为约626℃,并且该温度在整个玻璃层片中相对一致,直到它接近外边缘为止。在外边缘处或其附近,玻璃的温度从626℃大幅下降到590℃。虽然图7示出时间快照,但图8示出随着玻璃层片110冷却,中心温度128和边缘温度130随时间变化的曲线图。如图所示,在热成型工艺之后立即或不久,玻
璃的中心部分103和玻璃的边缘部分102可以处于约625℃。随着冷却工艺开始,边缘部分102可以更快地冷却,从而在整个冷却工艺中在边缘部分102与中心部分103之间建立温差。可以选择差温冷却的量以在玻璃层片110的外侧周边边缘102中引入压缩力,同时平衡压缩力以防止在玻璃层片110的相邻区域中引入过高的拉伸应力。在一个或多个实施例中,玻璃中的温差可在约0℃至约50℃,或约10℃至约40℃,或约14℃至约25℃的范围内,或者约20℃、25℃、30℃或35℃。随着冷却工艺接近结束,并且玻璃层片的中心103接近200℃,较快的冷却工艺可以将玻璃温度拉低至室温。在一个或多个实施例中,可以在整个粘弹性区域(例如,约400℃至约600℃)中产生并保持温度差。
39.如图9所示,示出玻璃外层片110的一半的横截面视图,其描绘了在差温冷却工艺之后玻璃外层片110中的残余应力。出于描绘的目的,温度范围已被分配区。如图所示,在描绘玻璃外层片110的中心部分103的图的左手侧,残余应力可以是约0mpa。当您从左到右跨横截面移动时,残余应力可能会增加到约3mpa,然后增加到6mpa。这可能是由于周边边缘比玻璃层片的中心冷却得更快,并且当中心部分冷却时,它可能拉动周边部分,从而在此区域产生张力。当您接近图的右边缘并且因此接近玻璃外层片110的周边边缘102时,应力从6mpa迅速下降到0mpa,并且在周边区域132内,应力包括约﹣10mpa至约﹣25mpa的增加的压缩量。因此,在内层片108冷成型之前,外层片110可在周边部分中包括约5mpa至约30mpa,或约8mpa至约27mpa,或约10mpa至约25mpa范围内的预成型残余压缩应力。周边区域132可以包括由在冷却工艺期间已经施加周边冷却的位置限定的玻璃层片的周边宽度。在一个或多个实施例中,周边区域132可在约2mm至约10mm,或约3mm至约6mm的范围内,或者周边区域可具有约5mm的宽度。
40.现在转向图10,示出用于形成内层片108并将内层片108层压到预成型应力引入的外层片110的冷成型工艺。如图所示,所述方法可以包括在内层片108与外层片110之间布置粘合剂112。这可以包括在层片之间布置合成片材,或者它可以包括将树脂施加到层片中的一个或两个的粘合剂侧表面。可以将玻璃层片108、110和粘合剂112加热至冷成型温度,例如低于约140℃。例如,可以使用配备有预成型模具134的压机将玻璃层片108、110和粘合剂112按压在一起。模具134可以成形为保持预成型外层片110的形状和曲率并且使内层片108的形状符合外层片110的形状。因此,并且如图1和图2中最初所示,所施加的压力可导致成形的层压板。
41.冷成型工艺与已经存在于预成型外层片中的残余应力一起可以导致成型后应力在完成的层压板中更合适的分布。特别地,在外层片110的周边边缘102处或附近的成型后残余应力可以包括在约7mpa至约28mpa或约10mpa至约25mpa,或约10mpa至约15mpa范围内的压缩应力。此外,层压板100的外层片110的周边边缘102中的残余应力可以通过调整冷却工艺来选择以在热成型外层片110之后在冷却工艺期间在外层片110的周边边缘102中引入较高或较低的残余压缩应力。例如,取决于玻璃层片的几何形状和特定应力的期望位置,周边边缘102的冷却在周边边缘102周围可以是均匀的,或者一些区域可以比其他区域冷却得更多。例如,通常,在边缘中需要更多或更高的压缩应力的地方,可以在那些区域提供更多的冷却。因此,并且在知道冷成型的影响的情况下,用户可以选择性地在外层片110中引入压缩应力以对抗、减少或减轻冷成型工艺对外层片110的周边边缘102的特定部分的影响。额外的冷却可以通过提供更冷的气体、更多相同或相似温度下的气体,并且通过调整冷却
施加到的周边边缘102的量来提供。在一个或多个实施例中,可以通过在一个或多个位置或遍及玻璃层的整个周边从两侧提供冷却来提供额外的冷却。
42.可以提供一种用于形成抗断裂、开裂、裂纹扩展和/或光学畸变的玻璃层压板的方法200。所述方法可包括热成型玻璃层压板的外层片(202)。外层片可以与本文描述的外层片相同或相似,并且因此可以是相对厚且强度相对低的。热成型工艺可包括:将外层片加热到达到或超过外层片玻璃化转变点的温度;以及使用具有模具的压机,模具的尺寸和形状被设定成形成所需的玻璃形状,诸如挡风玻璃或其他汽车窗用玻璃的形状。所述方法还可包括:与冷却外层片的中心部分相比,通过更快地冷却外层片的周边边缘来差温冷却玻璃层压板的外层片(204)。差温冷却可包括:在玻璃外层片的周边边缘与中心部分之间建立温差,并且在冷却工艺的大部分中基本上保持该温差(206)。在一个或多个实施例中,温差可以在约14℃至约25℃的范围内。然后可以用粘合剂将内层片材料冷成型/层压到外层片(208)。内层片可以与本文描述的内层片相同或相似,并且因此可以相对薄且强度相对高的。冷成型和层压工艺可涉及将层压板的内层片加热至例如小于140℃的冷成型温度。冷成型工艺可包括:将外层片、粘合剂层和内层片放置在具有模具的压机中,所述模具被设计成在将内层片按压到外层片并使内层片符合外层片的形状时保持外层片的形状。玻璃层压板可适合安装到车辆中或用于其他用途。
43.所得的玻璃层压板可更抗冷成型期间的断裂、开裂、分层、裂纹扩展、光学畸变或者运输、安装或使用期间的断裂。也就是说,在热成型工艺期间引入的压缩应力可以抵抗原本在冷成型期间引入的拉伸力。也就是说,虽然潜在地降低了层压板的外层片中的残余应力,但是在冷成型之后所述残余应力可以保持压缩,并且因此可以使外层片更稳定并且更不易受到所提及的缺陷的影响。
44.应当了解,虽然已经在汽车窗用玻璃的上下文中描述了所述应用,并且因此已经表明外层片可以比更薄且更坚固的内层片更厚且强度更低,但是可以颠倒层压板。此外,也可以交换内层片和外层片的特定性质。例如,外层片可以比内层片薄并且/或者外层片可以比内层片坚固。还可以提供其他颠倒和替换。更进一步地,在不背离本公开内容的情况下,还可以提供在所提及的层片之外或在所描述的横截面内的额外的层片。
45.本公开内容的各种实施例可以在本文中参考方法、设备(系统)和计算机程序产品的流程图和/或框图进行描述。尽管流程图或框图可以将方法说明为包括具有特定操作顺序的顺序步骤或工艺,但本文说明的一个或多个流程图或一个或多个框图中的许多步骤或操作可以并行或同时执行,并且所述一个或多个流程图或一个或多个框图应在本公开内容的各种实施例的上下文中阅读。此外,对于一些实施例,可以重新安排在流程图或框图中说明的方法步骤或工艺操作的顺序。类似地,流程图或框图中说明的方法或工艺可以具有未包括在其中的额外步骤或操作,或者比所示的步骤或操作更少的步骤或操作。此外,方法步骤可以对应于方法、函数、程序、子例程、子程序等。
46.如本文所用,术语“基本上”或“大体上”是指动作、特性、性质、状态、结构、项目或结果的完全或几乎完全的限度或程度。例如,“基本上”或“大体上”封闭的对象将意指所述对象是完全封闭或几乎完全封闭的。在一些情况下,确切允许的偏离绝对完全性的程度可取决于具体情况。然而,一般来说,接近完成将具有与获得绝对和完全完成大体上相同的总体结果。“基本上”或“大体上”的使用同样适用于在否定含义中使用时,指完全或几乎完全
缺乏动作、特性、性质、状态、结构、项目或结果。例如,“基本上不含”或“大体上不含”元素的元素、组合、实施例或组合物实际上可能仍包含此类元素,只要其一般不存在显著影响。
47.为了帮助专利局和根据本技术发布的任何专利的任何读者解译本技术所附的权利要求,申请人希望注意到,他们并不意图使用所附权利要求或权利要求元素中的任一者来援引专利法,除非在特定权利要求中明确使用词语“用于
……
的装置”或“用于
……
的步骤”。
48.此外,如本文所用,短语“[x]和[y]中的至少一者”,其中x和y是可以包括在本公开内容的实施例中的不同组分,意指所述实施例可以包括组分x不包括组分y,实施例可以包括组分y而不包括组分x,或者实施例可以包括组分x和y两者。类似地,当相对于三个或更多个组分使用时,诸如“[x]、[y]和[z]中的至少一者”,短语意指所述实施例可以包括三个或更多个组分中的任何一个、任何组分的任何组合或子组合、或所有组分。
[0049]
在前面的描述中,出于说明和描述的目的已经呈现了本公开内容的各种实施例。其并非意图穷举或将本公开内容限制为所公开的精确形式。鉴于上述教义,明显的修改或改变是可能的。选择并且描述各种实施例以提供对本公开内容的原理及其实际应用的最佳说明,并且使本领域普通技术人员能够利用具有适合于设想的特定用途的各种修改的各种实施例。当根据公平、合法和公正地授予的宽度进行解译时,所有此类修改和变化都在由所附权利要求确定的本公开内容的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。