一种用于高纯特种气体包装物的内壁处理方法及用于高纯特种气体的包装物
1.本技术是申请日为2018年09月16日、申请号为201811078172.5、发明名称为《一种用于高纯特种气体包装物的内壁处理方法》的分案申请。
技术领域
2.本发明涉及高纯特种气体包装物的处理方法,更具体的说,涉及一种用于具有强腐蚀性的cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体包装物的内壁处理方法及用于高纯特种气体的包装物。
背景技术:
3.cl2、hcl、hf、f2或f2/n2混合气等气体因具有毒性、在水的存在下对金属具有很高的腐蚀性等特点,属于特种气体类别。高纯cl2、hcl、hf、f2或f2/n2混合气是目前集成电路、lcd或led等半导体领域制造中蚀刻和清洗的不可或缺的关键气体。高纯气体的包装物即气瓶成为满足上述气体在集成电路、lcd或led等半导体领域中使用的品质稳定性的最后的保证,高纯气体的包装物成为了高纯特种气体制造领域的不可或缺的产品。
4.目前所使用的高纯特种气体包装物采用钢制气瓶为主要包装形式。为满足高纯气体的包装、运输和产品品质,国内外对气瓶进行不同工艺的处理,包括内表面抛光后气体钝化处理方法、内表面电镀处理方法,其根本目的是使表面粗糙度降低,以此来降低内表面的吸水性,降低高纯气体充装后的水分及气体其他组分超标的风险。
5.发明专利201610554330.4公开了一种超高纯砷化氢、磷化氢及其混合物气体钢瓶的钝化处理工艺。包括以下步骤:将待钝化处理的第一钢瓶进行100
‑
200℃高温加热烘烤;通过抽风机对第一钢瓶进行抽真空处理,并持续对第一钢瓶进行100
‑
200℃高温加热烘烤处理,当第一钢瓶抽至真空状态时,吹扫置换;通过抽风机再对第一钢瓶进行抽真空处理,并持续对第一钢瓶进行100
‑
200℃高温加热烘烤处理,当第一钢瓶抽至真空状态时,壁钝化;通过气体回抽装置对第一钢瓶进行抽真空处理,并将抽取的砷化氢、磷化氢气体回收至回收气体钢瓶。本发明提出了一种高纯气体纯化处理工艺,但并未涉及到cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体的包装物的处理,并不能解决上述高纯特种气体的包装物目前面临的问题。
6.发明201610227700.3公开了一种涂覆有石墨烯
‑
硅
‑
锆复合防腐内层的高纯气体贮运钢瓶的制造方法,工艺如下:采用如下工艺进行:将由石墨烯粉、二氧化硅粉和二氧化锆粉组成的原料用水调匀,形成浆状液体;然后将浆状液体采用多次喷涂和干燥的方式涂覆在钢质瓶体的内层,形成涂层;然后将带有涂层的钢质瓶体置于电炉内,采用多段升温方式对涂层进行烧制,使二氧化硅充分均匀熔融并与石墨烯粉和二氧化锆粉结合;然后再自然冷却;最后进行退火,制得高纯气体贮运钢瓶,该钢瓶适于装运高压高纯标准气体。在发明中,将石墨烯、二氧化硅粉和二氧化锆粉共混后用于制作钢瓶的内壁,用于隔离贮运气体与钢瓶的钢质瓶体的接触,但本发明制备过程复杂,对防腐内层的原料组分要求较高,造价
高;同时,所使用的原料中含有二氧化硅,在储存cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体时会发生反应,导致涂覆内层脱落,增加气体中的颗粒,不能满足cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体的包装物要求。
7.发明201410299150.7公开了公开了一种大容积钢质无缝气瓶内喷涂工艺,内喷涂处理前,内抛丸清理30
‑
60分钟,水清洗内壁2
‑
3次,高温蒸汽脱脂烘干;然后使用标准片对比检查内壁是否达到sa2.5,然后用紫外线灯检查气瓶内部。内壁检查合格后,送到内喷涂室开始内喷涂;将气瓶送至内喷涂室,打开静电发生器,设定工作参数;将喷涂好的气瓶进行固化处理,在烘干过程中烘干炉炉温温差必须控制在5℃以内。炉温达到230℃后保持3
‑
5分钟。本发明还公开了采用该喷涂工艺的喷涂装置。本发明的喷涂工艺可以在气瓶内壁上形成一层防腐涂层,有效阻断充装介质与瓶体内壁的直接接触,但本发明采用的内喷涂原料为耐腐蚀环氧型粉(重腐型)作为钢瓶内涂层粉末,在cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体存在下易发生反应,形成含氟或含氯元素的有机化合物,增加了高纯特种气体的杂质含量,降低了产品的品质和稳定,无法满足cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体的储存。
8.专利201210085928.5公开了一种两端缩口钢瓶的内喷涂工艺,包括碱洗除油—水洗—喷涂前烘干—喷砂(或者蚀刻—热水清洗)—酒精清洗—吹干—喷涂前准备—喷涂
‑‑
烘烤表干—烧结—冷却等步骤,其中喷涂前准备工作分为参数设置和硬件准备两部分内容;喷涂为自动化喷涂过程,喷涂过程中加长杆喷枪在驱动装置带动下匀速行进。这种内喷涂工艺可以使得钢瓶内壁形成一层均匀致密的惰性涂层,且该涂层对所盛装气体和液体不产生吸附和化学反应,保证其气体和液体组分不发生任何改变,并且这种工艺结合专用的设备,可以完成对小尺寸的采样钢瓶的喷涂加工。本发明所公开的钢瓶内喷涂工艺简单,易实现工业化生产,但适用领域并未涉及,且工艺方法不明确。
技术实现要素:
9.为解决上述技术问题,本发明公开了高纯特种气体包装物的处理方法及用于高纯特种气体的包装物,更具体的说,涉及一种用于具有强腐蚀性的cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体包装物的内壁处理方法及用于高纯特种气体的包装物。
10.本发明提供了一种高纯特种气体包装物,所述高纯特种气体包装物的内壁整体喷有喷砂层,在所述喷砂层表面喷涂有处理层,所述处理层由内到外包括底漆、中漆和面漆;所述中漆和面漆独立为含氟聚合物;所述含氟聚合物为pfa、ptfe、etfe和pvdf中的一种;所述高纯特种气体包装物的内壁处理层的厚度为3mm;
11.所述喷砂层的厚度为0.2mm;
12.所述底漆的厚度为0.2mm;
13.所述中漆的厚度为0.2mm;
14.所述面漆的厚度为1.0mm。
15.本发明还提供了上述技术方案所述高纯特种气体包装物的内壁处理方法,包括以下步骤:
16.(1)清理:将抛光好的气瓶依次进行有机溶剂、水、酸、水洗涤;将上述清洗后的气瓶在400℃温度下烘烧10min时间后冷却至室温;所述有机溶剂为丙酮、甲醇、乙醇或异丙
醇,所述水的电阻率≥17mω,所述酸为硫酸、硝酸和氢氟酸中的一种或多种混合物;
17.(2)喷砂:采用20目细度砂进行内壁整体均匀喷砂,最终在气瓶内部形成粗糙度为0.2mm的喷砂层;
18.(3)喷涂前处理:将上述气瓶喷砂表面进行吹扫去除后,放入设定在150℃温度下的烤炉中进行烘烤2h后干燥处理;
19.(4)底漆喷涂:在气瓶温度为280℃条件下,对气瓶内壁进行厚度为0.2mm的底漆喷涂,在烤炉中烘烤3h;
20.(5)中漆喷涂:在保持气瓶温度为350℃条件下,采用静电喷涂方式将含有含氟聚合物中漆均匀喷涂至0.2mm,在470℃温度下,对上述喷涂中漆的气瓶进行烧结2h;所述含氟聚合物为pfa、ptfe、etfe和pvdf中的一种;
21.(6)面漆喷涂:在保持气瓶温度为350℃条件下,采用静电喷涂方式将含氟聚合物面漆均匀喷涂至0.2mm,在470℃温度下烧结,对上述喷涂中漆的气瓶进行烧结2h;所述含氟聚合物为pfa、ptfe、etfe和pvdf中的一种;
22.(7)多次喷涂、烧结:重复上述步骤(6)5次,获得内壁处理层厚度为3mm的气体包装物;
23.(8)清洗、烘干:对上述包装物分别采用酸、高纯水洗涤4次,放入200℃烘箱中4h,获得内壁经处理的高纯特种气体用包装物;所述酸为硝酸、硫酸和氢氟酸中的一种或多种混合物。
24.其中步骤(1)主要目的为去除包装物内壁中的有机和无机杂质,其中步骤(2)的目的主要为增加包装物内壁的表面粗糙度,增加步骤(3)~(6)中各层漆与包装物内壁金属的附着力,防止内壁喷涂层的脱落,其中步骤(3)的目的主要是为去除环境中的水分,尤其是包装物内壁砂中的微量水份,防止接下来的各层漆与砂之间的附着力降低。其中步骤(4)的目的为在包装物内壁与各层漆之间增加化学键和物理键连接,防止接下来的各层漆与砂之间的附着力降低。其中步骤(5)的目的为作为底漆和面漆的中间层,增加面漆与底漆的附着力和增加包装物内壁处理物的力学性能,防止钢瓶在特种气体灌装中的复杂的真空或压力的反复条件下的脱落。含氟聚合物具有疏水疏油的特性,同时在一定温度下,可以熔融,形成一层具有耐腐蚀性的薄膜,对cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体具有优异的耐腐蚀性。其中步骤(8)的目的为去除在包装物内壁处理工艺过程中可能使得环境中带入的杂质和颗粒物,保障包装物内部环境。
25.通过本发明所述的高纯特种气体包装物的处理方法,更具体的说,涉及一种用于具有强腐蚀性的cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体包装物的内壁处理方法及用于高纯特种气体的包装物。具有以下几个特点:
26.(1)工艺相对简单,设备要求不高,易实现工业化;
27.(2)具有良好的耐腐蚀性,可以满足cl2、hcl、hf、f2或f2/n2混合气等高纯特种气体的包装,所充装的高纯特种气体产品质量稳定性很好。
28.(3)所获得的包装物的后处理工艺简单,成本低,产生三废量少,经济环保。
具体实施方式
29.检测方法:
30.1、膜厚:用膜厚仪测量膜厚。
31.2、电火花:如1毫米防腐层就用6000v电压垂直沿防腐层面低于50mm/s的速度进行100%的探伤,不产生白色火花为合格。
32.3、表面粗糙度:采用表面粗糙度仪对包装物内壁进行取点测试。
33.4、金属离子测试:产品取样后,经处理后,采用icp
‑
ms进行金属离子检测。
34.5、痕量水分检测:微量水分仪
35.6、轻组分测试:gc
‑
ms
36.实施例1
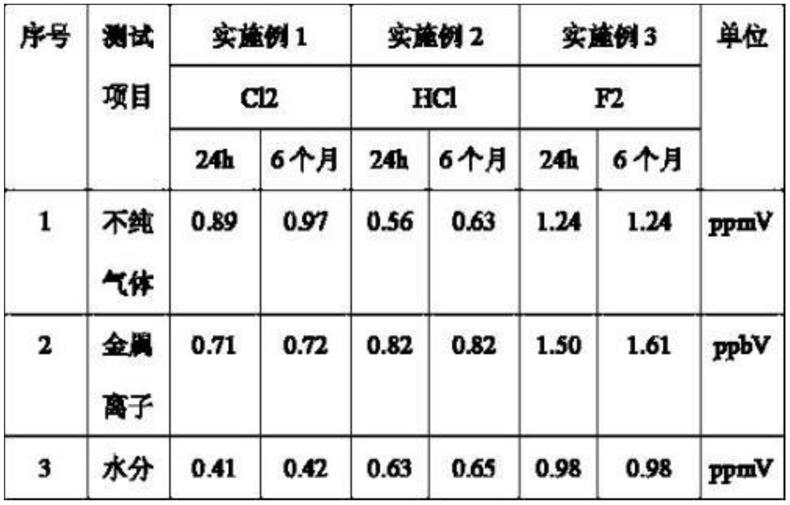
37.(1)清理:将抛光好的气瓶依次进行有机溶剂、水、酸、水洗涤;将上述清洗后的气瓶在300℃温度下烘烧5min时间后冷却至室温。(2)喷砂:采用10目细度砂进行内壁整体均匀喷砂,最终在气瓶内部形成粗糙度为0.05mm的喷砂层。(3)喷涂前处理:将上述气瓶喷砂表面进行吹扫去除后,放入设定在110℃温度下的烤炉中进行烘烤0.5h后干燥处理。(4)底漆喷涂:在气瓶温度为200℃条件下,对气瓶内壁进行厚度为0.1mm的底漆喷涂,在烤炉中烘烤2h。(5)中漆喷涂:在保持气瓶温度为300℃条件下,采用静电喷涂方式将含有pvdf中漆均匀喷涂至0.2mm。在470℃温度下,对上述喷涂中漆的气瓶进行烧结2h。(6)面漆喷涂:在保持气瓶温度为300℃条件下,采用静电喷涂方式将pvdf面漆均匀喷涂至0.1mm。在400℃温度下烧结,对上述喷涂中漆的气瓶进行烧结2h。(7)多次喷涂、烧结:重复上述步骤(6)2次,获得内壁处理层厚度为1mm的气体包装物。(8)清洗、烘干:对上述包装物分别采用硝酸和氢氟酸混合物、高纯水洗涤3次,放入150℃烘箱中3h,获得内壁经处理的高纯特种气体用包装物。合格后将包装物安装阀门后进行氮气和氦气置换,充入高纯cl2,停留24h和6个月后进行质量检测。结果见表1。
38.实施例2
39.(1)清理:将抛光好的气瓶依次进行有机溶剂、水、酸、水洗涤;将上述清洗后的气瓶在450℃温度下烘烧1h时间后冷却至室温。(2)喷砂:采用50目细度砂进行内壁整体均匀喷砂,最终在气瓶内部形成粗糙度为0.3mm的喷砂层。(3)喷涂前处理:将上述气瓶喷砂表面进行吹扫去除后,放入设定在180℃温度下的烤炉中进行烘烤2.5h后干燥处理。(4)底漆喷涂:在气瓶温度为300℃条件下,对气瓶内壁进行厚度为0.3mm的底漆喷涂,在烤炉中烘烤4h。(5)中漆喷涂:在保持气瓶温度为400℃条件下,采用静电喷涂方式将含有etfe中漆均匀喷涂至0.3mm。在500℃温度下,对上述喷涂中漆的气瓶进行烧结4h。(6)面漆喷涂:在保持气瓶温度为400℃条件下,采用静电喷涂方式将etfe面漆均匀喷涂至0.3mm。在500℃温度下烧结,对上述喷涂中漆的气瓶进行烧结4h。(7)多次喷涂、烧结:重复上述步骤(6)5次,获得内壁处理层厚度为3mm的气体包装物。(8)清洗、烘干:对上述包装物分别采用硫酸、高纯水洗涤5次,放入250℃烘箱中5h,获得内壁经处理的高纯特种气体用包装物。对包装物膜厚、表面粗糙度进行检测,合格后将包装物安装阀门后进行氮气和氦气置换,充入高纯hcl,停留24h和6个月后进行质量检测。结果见表1。
40.实施例3
41.(1)清理:将抛光好的气瓶依次进行有机溶剂、水、酸、水洗涤;将上述清洗后的气瓶在400℃温度下烘烧10min时间后冷却至室温。(2)喷砂:采用20目细度砂进行内壁整体均匀喷砂,最终在气瓶内部形成粗糙度为0.2mm的喷砂层。(3)喷涂前处理:将上述气瓶喷砂表
面进行吹扫去除后,放入设定在150℃温度下的烤炉中进行烘烤2h后干燥处理。(4)底漆喷涂:在气瓶温度为280℃条件下,对气瓶内壁进行厚度为0.2mm的底漆喷涂,在烤炉中烘烤3h。(5)中漆喷涂:在保持气瓶温度为350℃条件下,采用静电喷涂方式将含有pfa中漆均匀喷涂至0.2mm。在470℃温度下,对上述喷涂中漆的气瓶进行烧结2h。(6)面漆喷涂:在保持气瓶温度为350℃条件下,采用静电喷涂方式将pfa面漆均匀喷涂至0.2mm。在470℃温度下烧结,对上述喷涂中漆的气瓶进行烧结2h。(7)多次喷涂、烧结:重复上述步骤(6)5次,获得内壁处理层厚度为3mm的气体包装物。(8)清洗、烘干:对上述包装物分别采用硝酸、高纯水洗涤4次,放入200℃烘箱中4h,获得内壁经处理的高纯特种气体用包装物。对包装物膜厚、表面粗糙度进行检测,合格后将包装物安装阀门后进行氮气和氦气置换,充入高纯f2,停留24h和6个月后进行质量检测。结果见表1。
42.表1包装物气体产品质量数据表
[0043][0044]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。