1.本发明涉及胶粘剂应用技术领域,特别是涉及一种防白变型鞋面布与围条橡胶的高效粘合物及其制作方法与应用。
背景技术:
2.热硫化胶鞋帮面粘合剂主要采用两种体系,一是溶剂型橡胶浆体系,另一种是水基胶浆体系。而对于空变丝鞋面布用于热硫化胶鞋,由于其纹理较粗,橡胶浆体对布面纤维形成过度渗透,引起胶浆体在布纤维表面形成缠绕附着层太薄,因而不能形成有效粘合,限制了胶鞋产品的开发领域。
3.在使用这两种体系在使用过程中,本色胶浆体色相因胶鞋硫化温度引起发黄变色缺陷,必须根据不同的帮面进行着色处理处,胶浆体与鞋帮面料粘合的物理缠绕吸附差,这种粘合方案形成的胶鞋帮面与围条粘合强度在0.6
‑
1.5kn/m,达不到使用要求。
4.由于空气中温度变化引起,热硫化胶鞋所用的有色粘合剂在胶鞋存放过程中表面产生白色覆盖层,影响胶鞋外观质量。
5.随着社会发展进程加快,人们美好消费愿望需求提升,消费者提高了对胶鞋档次、外观质量要求及粘合性能要求。迫切需要一种适应防白变型鞋面布粘合的热硫化胶鞋用水性粘合剂及其制鞋工艺。以全面提升胶鞋产品的质量水平。
技术实现要素:
6.本发明所要解决的技术问题,是解决现有胶鞋使用乳胶浆粘合体系存在的粘合剂表面产生白变现象的缺陷,提供一种防白变型鞋面布与围条橡胶的高效粘合物及其制作方法与应用工艺,以提高胶粘剂的粘合效果,扩大粘合剂对鞋帮面材料规格及色相的广泛适应能力,消除质量问题,同时防止胶鞋穿用过程中的开胶质量隐患,提升胶鞋档次,满足胶鞋透气功能细分市需要。
7.为了解决上述技术问题,本发明采用如下的技术方案:一种防白变型鞋面布与围条橡胶的高效粘合物,其特征在于:该粘合体系由两鞋帮布面粘合层和围条粘合面增粘层组成;鞋帮表面粘合层为单层结构,鞋帮表面粘合层的组成包括含有固化剂en800的羧甲基纤维素钠作为增稠体,该增稠体与粘合剂fb050混合作为橡胶粘合的帮面粘合层;鞋用橡胶围条粘合面增粘层为采用scr5天然橡胶制作的高粘性汽油胶浆。
8.所述的固化剂en800的加入量为粘合剂fb050总质量的5%;所述羧甲基纤维素钠作为增稠体是指5%羧甲基纤维素钠水溶胀体,所述增稠体用量为fb050总用量的3%。
9.所述的scr5天然橡胶制作的高粘性汽油胶浆的组成按质量份数计算,包括scr5天然橡胶100份、硫磺1.8
‑
2.2份、硫化促进剂2.6
‑
3.0份、氧化锌8
‑
9份、硬脂酸1
‑
2份、白炭黑1.6
‑
2.8份、聚乙二醇4000#2.2
‑
2.8份、增粘树脂4.0
‑
5.0份、防老剂ky
‑
405l1.0
‑
1.4份及120#汽油480
‑
500份。
10.所述的scr5天然橡胶制作的高粘性汽油胶浆的组成按质量份数计算,包括scr5天然橡胶100份、硫磺2.0份、硫化促进剂2.8份、氧化锌8.5份、硬脂酸1.5份、白炭黑2.2份、聚乙二醇4000#2.5份、增粘树脂4.5份、防老剂ky
‑
405l1.2份及120#汽油490份。
11.每3.8份促进剂由促进剂m 0.7份、促进剂dm1.3份、促进剂ds1.8份组成;所述增粘树脂的规格是无味增粘树脂dt
‑
100。
12.所述的scr5天然橡胶制作的高粘性汽油胶浆的制备方法包括如下步骤:
13.(1)汽油胶浆混炼胶制备:取scr5天然橡胶在密炼机中于炼胶温度80
‑
90℃压炼8
‑
12分钟,排料到开放式炼胶机上包辊炼光滑,再打片停放1
‑
2小时,接着用开放式炼胶机在辊距0.1
‑
0.2mm、温度35
‑
45条件下过机拉通5道,再在开炼机上以辊距4
‑
5mm包辊炼光滑后出片,得scr5天然橡胶塑炼胶;scr5天然橡胶塑炼胶威氏可塑度0.65
‑
0.70;
14.(2)配料:将硫化促进剂、硫化活性剂、聚乙二醇4000#及防老剂ky
‑
405l混合得a品,将增粘树脂与白炭黑混合得b品;
15.(3)混炼胶制造:在开放式炼胶机上,于辊距4
‑
5mm、辊温40
‑
50℃条件下将scr5天然橡胶塑炼胶包辊,加入配料b品,翻炼到胶片光滑再向炼胶机中加入a品、接着持续炼制,当粉料吃尽后,再左右开刀翻炼7
‑
8遍,使所有粉料全部进入胶体,然后在辊距5
‑
6mm条件下出片凉放,得高粘性橡胶层混炼胶;
16.(4)制作橡胶胶浆:
17.(a)切片:将混炼胶切割成长度8
‑
12cm、宽度5
‑
6cm的小块胶片;
18.(b)硫磺浸泡处理:将硫浸入5份120#汽油中搅拌均匀存放待用;
19.(c)胶浆搅拌:向胶浆搅拌机中加入切成小块的混炼胶片及150份120#汽油,在将胶片搅拌到混炼胶分散在汽油中形成均匀胶浆体;再分三次各加入80份汽油,每次都将汽油搅拌到吃进胶体里再继续加入汽油,直到所有加入的汽油都溶入橡胶体中形成均匀浆体;搅拌时间约4.5
‑
5小时。
20.(d)加入硫磺:打开胶浆搅拌机冷却水,降温半小时,等胶浆体温度降低到80℃以下时,开动胶浆搅拌机,向搅拌机中加入浸泡处理好的硫磺与浸泡用的汽油,再用45份汽油清洗硫磺粉进入搅拌机;继续搅拌半小时,用重量108克的仿玻美比重计、测量行程100mm,检测得到胶浆浓度为1
‑
1.5秒,用比重计自由沉入胶浆体中测量行程所用的时间单位秒作为胶浆浓度,从搅拌机中排放到胶浆桶中,即得高粘性汽油胶浆。
21.对所述的步骤(3)中获得的混炼胶的合格性进行验证,按照每52g混炼胶中加入1g硫磺的比例,将混炼胶中加入硫磺炼均匀,于143℃及20mpa条件检测胶料硫化起点为1
‘
40
“‑2‘
10“,则混炼胶硫化起点指标合格,将其用于胶浆搅拌工序。
22.对所述的步骤(e)获得的高粘性汽油胶浆进行检测,取高粘性汽油胶浆1
‑
2g,涂刷在厚度1.5mm的不锈钢片上,放于143℃热空气干燥箱内烘烤35分钟,检查硫化程度及硫化胶的颜色;胶浆体硫化正常、颜色符合要求,则为合格。
23.所述的5%羧甲基纤维素钠水溶胀体的具体制作方法是,向95份温度为80
‑
90摄氏度的热蒸馏水中,以粉状态洒落式,在搅拌下加入5份羧甲基纤维素钠,搅拌到透明粘稠体,得羧甲基纤维素钠水溶胀体。
24.防白变型鞋面布与围条橡胶的高效粘合物的使用方法,(1)帮面刷浆工艺:在热硫化胶鞋帮面的胶片粘合部位涂刷帮面粘合层,接着在干燥温度45
‑
50℃的热循环空气干燥
箱条件下干燥32
‑
36分钟,得干燥的刷浆鞋帮半成品;
25.(2)胶鞋围条橡胶粘合面增粘处理:于热硫化胶鞋围条粘合面刷一层厚度0.1
‑
0.2mm的高粘性汽油胶浆,于室温干燥25
‑
30分钟,得刷浆围条。
26.(3)粘合:将刷浆围条的粘合面,粘合在干燥的刷浆鞋帮半成品的粘合面上,于0.38mpa压力下压合1
‑
1.5秒,即得半成品胶鞋;
27.(4)胶鞋硫化:将半成品胶鞋放于温度115℃、热空气压力0.38mpa的胶鞋硫化罐内保温保压硫化40分钟,得胶鞋成品。
28.(5)胶鞋成品的粘合性能测量:将胶鞋成品室温放置12小时,按gb/t532
‑
2008规定测量围条与鞋帮的粘合强度。
29.(6)此工艺制作为胶鞋的围条与鞋帮的粘合强度可以达到4.0kn/m以上。
30.为了验证本发明的效果,进行了如下实验:
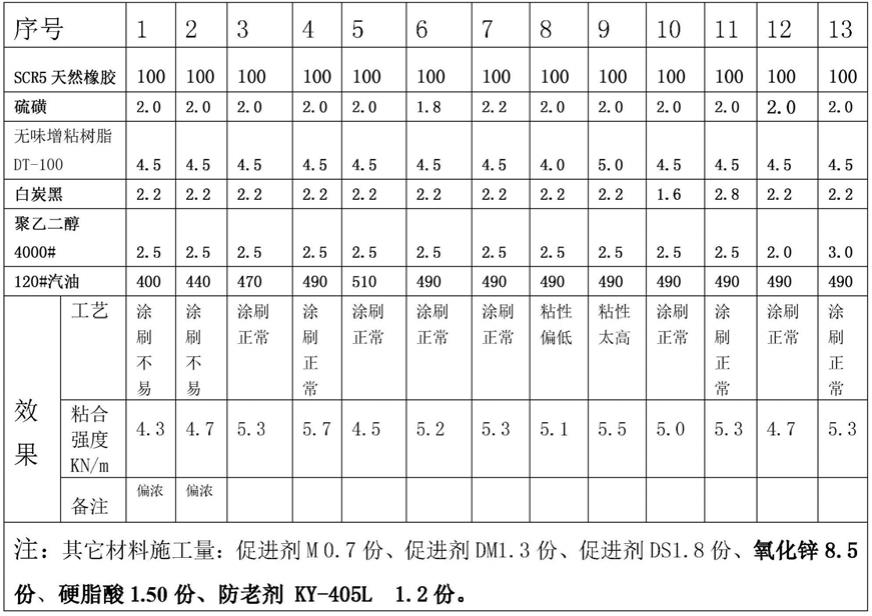
31.(1)围条粘合面用高粘性橡胶浆的最佳配方研究
[0032][0033]
表2
[0034]
[0035][0036]
根据表1、表2试验获得最佳配方为scr5天然橡胶100份、硫磺2.0份、促进剂m 0.7份、促进剂dm1.3份、促进剂ds 1.8份、氧化锌8.5份、硬脂酸1.50份、防老剂ky
‑
405l 1.2份、白炭黑2.2份、聚乙二醇4000#2.5份、无味增粘树脂dt
‑
100 4.5份、120#汽油490份。
[0037]
(2)溶胀胶对粘合效果影响
[0038]
表3溶胀胶比例对胶浆粘合效果影响
[0039][0040]
通过表3得出,使用15份scr5天然橡胶作溶胀胶,所形成的胶浆粘合效果最好。
[0041]
(3)高粘性橡胶浆制作工艺研究
[0042]
a塑炼胶可塑度对胶浆性能影响
[0043]
表4
[0044]
塑炼胶可塑度<0.650.65
‑
0.700.71以上混炼操作性困难正常容易胶浆制作胶浆搅拌时间长胶浆搅拌时间正常正常刷浆操作难度困难正常正常粘合特点不好很好很好
[0045]
通过表4结果表明,scr5天然橡胶将可塑度控制在0.65
‑
0.70,使胶浆制作工艺及粘合效果最佳,用时最好。
[0046]
b混炼胶硫化起点对粘合效果影响
[0047]
表5
[0048][0049]
c胶浆制作工艺研究
[0050]
c1溶胀胶工艺研究
[0051]
表6溶胀胶时间与泡制作过过程中搅拌效果
[0052][0053]
通过表6得出,生胶的泡制时间11
‑
12小时,并且在泡制过程中至少每1.5小时搅拌一次,对于制作胶浆工效最高。
[0054]
c2胶浆搅拌时投入混炼胶块规格对胶浆搅拌工艺影响
[0055]
表7
[0056][0057][0058]
通过表7得出,胶浆搅拌胶片控制在厚度(炼胶出片)5
‑
6mm,长度8
‑
12mm、宽度5
‑
6mm,胶浆搅拌容易,制作橡胶胶浆效率高。
[0059]
c3胶浆的制作程序研究
[0060]
表8
[0061][0062]
表8得出,选择方案1的制作橡胶胶浆程序最节约时间,效率最高。c4胶浆浓度对围条刷浆及粘合工艺影响
[0063]
表9
[0064]
胶浆度(秒)<1.51.5
‑
22
‑
3刷浆工艺性能易刷浆易刷浆刷浆难粘合效果差良好差
[0065]
表9显示,制作的高粘性橡胶浆浓度处于1.5
‑
2秒时,对围条表面刷浆操作及粘合效果都处于最好水平。
[0066]
(2)鞋帮刷浆工艺研究
[0067]
a en800及羧甲基纤维素钠水溶胀体添加份数对粘合效果影响
[0068]
表10
[0069][0070]
表10显示,于100份粘合剂fb050中添加5份固化剂en800及3份5%的羧甲基纤维素钠水溶胀体,粘合效果最佳。
[0071]
b刷浆后干燥条件对粘合性能影响
[0072]
表11
[0073][0074][0075]
从表11得出,空变丝鞋面布鞋帮表面涂覆含5%en800及3份5%羧甲基纤维素钠水溶胀体的粘合剂fb050,在温度40
‑
50℃对fb050干燥35分钟,粘合效果最佳。
[0076]
(4)粘合围条压合工艺研究
[0077]
表12围条粘合的压合压力及时间对粘合效果影响
[0078][0079]
表12得出,围条粘合的压合压力0.38mpa及压合时间1.5
‑
2秒能保陪障压合效果及粘合效果。
[0080]
(5)硫化工艺条件研究
[0081]
表13硫化罐工艺条件对粘合强度影响
[0082][0083][0084]
通过表13得出,最佳硫化条件为硫化罐内温度115℃,硫化压力0.38mpa,硫化时间45分钟。
[0085]
由于采用了上述的技术方案,与现有技术相比,本发明的热硫化粘合工艺为,能大幅度胶鞋围条与鞋帮材料的粘合性能。由于本发明的粘合强度好,提高了胶鞋的穿着寿命。本发明的方法简单,易于产业化。
具体实施方式
[0086]
本发明的实施例1:防白变型鞋面布与围条橡胶的高效粘合物及其制作方法与应用
[0087]
1.胶料配方:scr5天然橡胶100份、硫磺2.0份、硫化促进剂2.8份、氧化锌8.5份、硬脂酸1.5份、白炭黑2.2份、聚乙二醇4000#2.5份、增粘树脂4.5份、防老剂ky
‑
405l1.2份、120#汽油490份。
[0088]
2.工艺:
[0089]
先制备围条粘合面所用的高粘性橡胶浆:
[0090]
(1)汽油胶浆混炼胶制备:
[0091]
a、scr5天然橡胶塑炼胶制备:取scr5天然橡胶100份,在密炼机中于炼胶温度80
‑
90℃压炼8
‑
12分钟,排料到开放式炼胶机上包辊炼光滑,再打片停放1
‑
2小时,接着用开放式炼胶机在辊距0.1
‑
0.2mm、温度35
‑
45条件下过机拉通5道,再在开炼机上以辊距4
‑
5mm包辊炼光滑后出片,得scr5天然橡胶塑炼胶。scr5天然橡胶塑炼胶威氏可塑度0.65
‑
0.70。
[0092]
(2)配料:硫化促进剂、硫化活性剂、聚乙二醇4000#、防老剂ky
‑
405l混合得a品,增粘树脂与白炭黑混合得b品;
[0093]
(3)混炼胶制造:在开放式炼胶机上,于辊距4
‑
5mm、辊温40
‑
50℃条件下将scr5天然橡胶塑炼胶包辊,加入配料b品,翻炼到胶片光滑再向炼胶机中加入a品、接着持续炼制,当粉料吃尽后,再左右开刀翻炼7
‑
8遍,使所有粉料全部进入胶体,然后在辊距5
‑
6mm条件下出片凉放,得高粘性橡胶层混炼胶。
[0094]
(4)混炼胶合格性验证:按比例取混炼胶52克加入1克硫磺炼均匀,于143℃及20mpa条件检测胶料硫化起点应为1
‘
40
“‑2’
10”,表明混炼胶硫化起点指标合格。可以用于胶浆搅拌工序。
[0095]
(5)制作橡胶胶浆:
[0096]
(a)切片:将混炼胶切割成长度8
‑
12cm、宽度5
‑
6cm的小块胶片。
[0097]
(b)硫磺浸泡处理:将2.4份硫浸入5份120#汽油中搅拌均匀存放待用。
[0098]
(c)胶浆搅拌:向胶浆搅拌机中加入切成小块合计86份的混炼胶片及150份120#汽油,在将胶片搅拌到混炼胶分散在汽油中形成均匀胶浆体。再分三次各加入80份汽油,每次都将汽油搅拌到吃进胶体里再继续加入汽油。直到所有加入的汽油都溶入橡胶体中形成均匀浆体。(此步合计汽油量为440份)搅拌时间约4.5
‑
5小时。
[0099]
(d)加入硫磺:打开胶浆搅拌机冷却水,降温半小时,等胶浆体温度降低到80℃以下时,开动胶浆搅拌机,向搅拌机中加入浸泡处理好的硫磺(含汽油合计约7份),再用45份油清洗硫磺粉进入搅拌机。继续搅拌半小时,用重量108克的仿玻美比重计(测量行程100mm)检测得到胶浆浓度为1
‑
1.5秒(用比重计自由沉入胶浆体中测量行程所用的时间单位秒作为胶浆浓度)从搅拌机中排放到胶浆桶中,即得橡胶浆a。
[0100]
(e)胶浆检验与应用:取橡胶浆a1
‑
2克,涂刷在厚度1.5mm的不锈钢片上,放于143℃热空气干燥箱内烘烤35分钟,检查硫化程度及硫化胶的颜色。胶浆体硫化正常、颜色符合要求,则出合格证,发用于热硫化胶鞋成型组装工序。
[0101]
接着用所得高粘性橡胶浆刷胶鞋围条粘合面,室温干燥10
‑
20分钟待用。
[0102]
与时同时,在热硫化胶鞋帮面的胶片粘合部位涂刷含有5份固化剂en800及3份5%
羧甲基纤维素钠水溶胀体的fb050粘合剂,接着在干燥温度45
‑
50℃的热循环空气条件下干燥32
‑
36分钟,得干燥的刷浆鞋帮半成品。
[0103]
然后将刷浆围条的粘合面贴合在鞋帮上面的fb050粘合剂表面,在0.35
‑
0.38mpa压力下压合1
‑
1.5秒钟,得粘合围条的胶鞋半成品。再将胶鞋半成品放于温度115℃、压力0.38mpa胶鞋硫化罐中保温度保压硫化40分钟,即得胶鞋成品。胶鞋成品经过室温冷却12小时以上,即可测量粘合强度。
[0104]
本发明的实施例2:防白变型鞋面布与围条橡胶的高效粘合物及其制作方法与应用:
[0105]
胶料配方:scr5天然橡胶100份、硫磺2.3份、硫化促进剂2.8份、硫化活性剂6.3份、白炭黑2.2份、聚乙二醇4000#2.5份、增粘树脂4.6份、防老剂ky
‑
405l1.2份、120#汽油495份。
[0106]
工艺:同实施例1。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。