技术特征:
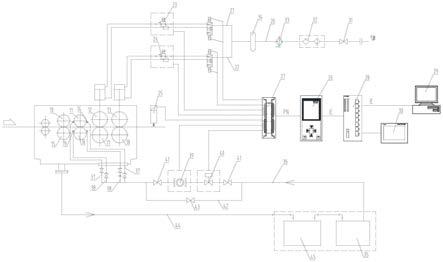
1.一种清洗机的油膜控制系统,包括上清洗组件和下清洗组件,所述上清洗组件和下清洗组件之间形成输送板材的通道;所述上清洗组件沿板材的输送方向依次包括平行分布的上夹送辊(10)、上清洗刷辊(11)、第一上挤干辊(12)和第二上挤干辊(13),以及还包括两个通过喷油的方式使得板材上表面形成油膜的上喷油件(14),所述两个上喷油件(14)分别位于上夹送辊(10)和上清洗刷辊(11)之间以及上清洗刷辊(11)和第一上挤干辊(12)之间;所述下清洗组件沿板材的输送方向依次包括平行分布的下夹送辊(15)、下清洗刷辊(16)、第一下挤干辊(17)和第二下挤干辊(18),以及还包括两个通过喷油的方式使得板材下表面形成油膜的下喷油件(19),所述两个下喷油件(19)分别位于下夹送辊(15)和下清洗刷辊(16)之间以及下清洗刷辊(16)和第一下挤干辊(17)之间;其特征在于;还包括控制组件和调节组件,所述调节组件包括主气管(20)、第一分气管(21)、第二分气管(22)、第一电气比例阀(23)和第二电气比例阀(24),所述第一电气比例阀(23)安装在第一分气管(21)上,所述第二电气比例阀(24)安装在第二分气管(22)上,所述主气管(20)的入口端与气源相连,所述主气管(20)的出口端分别与第一分气管(21)和第二分气管(22)相通,所述第一分气管(21)与第一下挤干辊(17)/第一上挤干辊(12)的内部相通,所述第二分气管(22)与第二下挤干辊(18)/第二上挤干辊(13)的内部相通;所述控制组件包括油膜厚度检测仪(25)和plc控制器(26),所述油膜厚度检测仪(25)位于所述通道的出口处并能够检测板材上表面和下表面的实时油膜厚度,所述plc控制器(26)根据实时油膜厚度与设定油膜厚度差异以控制第一电气比例阀(23)和第二电气比例阀(24)的实时开度,进而通过控制第一下挤干辊(17)/第一上挤干辊(12)内的压强,以及通过控制第二下挤干辊(18)/第二上挤干辊(13)内的压强,进而实现对板材油膜厚度的控制。2.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,所述第一下挤干辊(17)、第一上挤干辊(12)、第二下挤干辊(18)和第二上挤干辊(13)均为空心胶辊。3.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,当油膜厚度检测仪(25)检测到实时油膜厚度偏大时,所述plc控制器(26)发出信号以增加第一电气比例阀(23)和第二电气比例阀(24)的实时开度;当油膜厚度检测仪(25)检测到实时油膜厚度偏小时,所述plc控制器(26)发出信号以减少第一电气比例阀(23)和第二电气比例阀(24)的实时开度。4.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,所述设定油膜厚度为h
设定
,所述油膜厚度检测仪(25)检测到的实时油膜厚度为h
实时
,所述第一电气比例阀(23)和第二电气比例阀(24)的实时开度始终保持一致并且均为a,所述第一电气比例阀(23)以及第二电气比例阀(24)需要调整的开度为
△
a,其中,h
设定
=ka,k为常数;当h
设定
>h
实时
时,所述第一电气比例阀(23)以及第二电气比例阀(24)需要减少的开度
△
a=(h
设定
‑
h
实时
)/k;当h
设定
<h
实时
时,所述第一电气比例阀(23)以及第二电气比例阀(24)需要增加的开度
△
a=(h
实时
‑
h
设定
)/k。5.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,还设有d/a转换模块(27),所述plc控制器(26)通过d/a转换模块(27)向第一电气比例阀(23)以及第二电气比例阀(24)输出模拟量信号,所述模拟量信号为电压值,所述电压值的范围为0
‑
10v,并分别对应第一电气比例阀(23)以及第二电气比例阀(24)实时开度范围的0
‑
100%;
其中,所述第一电气比例阀(23)的实时开度范围对应第一下挤干辊(17)/第一上挤干辊(12)内压强范围的0
‑
1mpa;所述第二电气比例阀(24)的实时开度范围对应第二下挤干辊(18)/第二上挤干辊(13)内压强范围的0
‑
1mpa。6.根据权利要求5所述的一种清洗机的油膜控制系统,其特征在于,还设有交换机(28)、工作站(29)和hmi触摸显示器(30),所述工作站(29)和hmi触摸显示器(30)通过交换机(28)与plc控制器(26)通讯连接,所述hmi触摸显示器(30)上可显示有设定油膜厚度、实时油膜厚度、第一电气比例阀(23)的实时开度以及第二电气比例阀(24)的实时开度。7.根据权利要求5所述的一种清洗机的油膜控制系统,其特征在于,所述第一上挤干辊(12)和第二上挤干辊(13)以能够升降的方式安装在清洗机上;还设有通过d/a转换模块(27)与plc主控器相连的第一电磁换向阀和第二电磁换向阀,所述主控器通过第一电磁换向阀控制第一上挤干辊(12)升降,所述主控器通过第二电磁换向阀控制第二上挤干辊(13)升降。8.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,所述主气管(20)上沿高压气体输送方向依次设有第一手动球阀(31)、空气组合元件(32)、增压阀(33)和储气罐(34)。9.根据权利要求1所述的一种清洗机的油膜控制系统,其特征在于,所述上喷油件(14)和下喷油件(19)均通过清洗油输送组件实现清洗油的输送,所述清洗油输送组件包括油箱(35)、主油管(36)、两个上分油管(37)、两个下分油管(38)、流量计(39)、电控球阀(40)、两个第二手动球阀(41)、旁通管(42)、第三手动球阀(43)、回收油管(44)和过滤器(45),所述主油管(36)的入口端与油箱(35)相通,所述主油管(36)的出口端分别与两个上分油管(37)和两个下分油管(38)相通,所述两个上分油管(37)的出口端分别安装有两个上喷油件(14),所述两个下分油管(38)的出口端分别安装有两个下喷油件(19),所述流量计(39)、电控球阀(40)和两个第二手动球阀(41)安装在主油管(36)上,所述流量计(39)和电控球阀(40)位于两个第二手动球阀(41)之间,所述流量计(39)和电控球阀(40)均与通过d/a转换模块(27)与plc主控器相连;所述旁通管(42)的入口端和出口端分别位于两个第二手动球阀(41)之外,所述第三手动球阀(43)安装在旁通管(42)上;所述回收油管(44)用于回收下喷油件(19)和上喷油件(14)所喷出的油,并经过滤器(45)过滤后送至油箱(35)内。10.一种清洗机,其特征在于,包括根据权利要求1
‑
9中任一项所述的油膜控制系统。
技术总结
本发明公开了一种清洗机及其油膜控制系统,包括控制组件、调节组件、上清洗组件和下清洗组件,所述上清洗组件和下清洗组件之间形成输送板材的通道,所述控制组件包括油膜厚度检测仪和PLC控制器,所述油膜厚度检测仪位于所述通道的出口处并能够检测板材上表面和下表面的实时油膜厚度,所述PLC控制器根据实时油膜厚度与设定油膜厚度差异以控制第一电气比例阀和第二电气比例阀的实时开度,进而控制第一下挤干辊/第一上挤干辊对板材的挤压力,以及控制第二下挤干辊/第二上挤干辊对板材的挤压力;本技术方案能够对板材表面的油膜厚度进行精准控制,进而提高对板材的清洗质量。进而提高对板材的清洗质量。进而提高对板材的清洗质量。
技术研发人员:胡访玉 韦华勋
受保护的技术使用者:浙江恒立数控科技股份有限公司
技术研发日:2021.09.10
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。