1.本发明涉及一种水下电机定子的灌胶工装,特别涉及一种大型水下轮缘推进电机定子的灌胶工装及灌胶方法。
背景技术:
2.轮缘推进器是将螺旋桨组合在电机转子上,并应用于船舶动力推进的设备,轮缘推进器上的永磁电机,属于低转速大功率电机,可实现变频调速功能,并可在调速范围内,实现长期可靠地运行;永磁电机是轮缘推进器的关键设备;轮缘推进器电机定子是全部浸入海水中的,定子需要耐得住海水的腐蚀,为了保证定子的电气性能,要求定子内部全部进行真空灌胶,灌胶中不能产生气泡;但有些大型水下轮缘推进电机定子铁心的内径长达1.2米左右,对于如此大直径的电机定子,需要足够大的真空箱,才来满足对其进行真空灌胶的要求,存在大尺寸真空箱设备投资过大的缺陷;针对该大尺寸的电机定子,从生产的经济性出发,许多生产厂家,采用局部密封抽真空的技术方案,来完成电机定子灌胶工艺,即,先用绕组端部的筒形密封罩体对定子两端的绕组进行封闭,再用铁芯内腔密封筒罩体,对铁芯内腔进行封闭,最后,对两个密封筒罩体的连接处进行密封处理;当定子灌胶完成后,在定子铁芯内腔中,按工艺要求,要热套一个碳纤维筒,起到进一步屏蔽海水对定子铁芯腐蚀的保护作用,因此,上述的局部密封的铁芯内腔密封筒罩体,在完成灌胶密封后,必须取出,以方便后续的热套碳纤维筒的操作工艺的进行,针对该要求,进行局部密封的过程如下:先进行定子两端绕组的封闭,将横断面为l形的绕组端部环形密封筒,扣接在电机定子两端的端部绕组上,用激光焊接的方式,将绕组端部环形密封筒的外侧端与电机机座内腔焊接在一起,使绕组端部环形密封筒的内侧端设置在定子铁芯端部内侧;再将铁芯内腔密封筒罩体内嵌到定子铁芯内腔中,使铁芯内腔密封筒罩体的端部与绕组端部环形密封筒的内侧端搭接在一起,最后,在铁芯内腔密封筒罩体的端部与绕组端部环形密封筒的内侧端搭接处设置o形密封环,利用灌胶时的近摄氏100的高温,使两密封筒产生膨胀,将搭接处密封;但这种密封方式存在以下问题:(1)若采用铁质的铁芯内腔密封筒罩体,存在铁质的铁芯内腔密封筒罩体受热膨胀量小,不足以满足将铁芯内腔密封筒罩体与两侧的绕组端部的筒形密封罩体可靠密封的问题;(2)若采用铝质的铁芯内腔密封筒罩体,铝的受热膨胀系数是铁的两倍,能够解决上述所说的两密封罩结合处的可靠密封问题,但由于铝材料刚度有限,在灌胶中,灌胶压力容易导致铝质的铁芯内腔密封筒罩体变形,从而诱发密封处开裂,直接导致空气进入胶体的缺陷;如何从结构上保证在真空和高温下可靠完成高质量的带压灌胶,成为现场需要解决的一个问题;此外,由于此类电机定子工作时是完全浸入海水中的,要求密封胶体中不能存在气泡,又由于定子尺寸较大,铁芯槽与其中嵌入的绕组之间的缝隙小,在局部密封罩体上,如何选择抽真空孔和注胶孔位置,保证抽真空灌胶密封的质量,也是灌胶操作中需要解决的一个问题。
技术实现要素:
3.本发明提供了一种大型水下轮缘推进电机定子灌胶工装及灌胶方法,解决了如何从结构上保证大尺寸电机定子在真空和高温下可靠完成高质量灌胶的技术问题。
4.本发明是通过以下技术方案解决以上技术问题的:本发明的总体构思是:在定子铁芯两端的绕组端部,分别设置单独的绕组端部的横截面为l形的筒形密封罩体,在该筒形密封罩体的外侧环形端面与电机机座内腔的连接处,采用激光焊接的方式固定连接在一起,并使横截面为l形的筒形密封罩体的内侧环形端面,活动设置在定子铁芯内侧;制作带有中心轴芯棒和轮辐状加强筋板的铁质支撑筒体,在铁质支撑筒体的外侧面上,热套一个铝制的铁芯内腔密封筒罩体,并将其放置到电机定子铁芯内腔中,使绕组端部的横截面为l形的筒形密封罩体的内侧环形端面与铝制的铁芯内腔密封筒罩体的端部搭接在一起,并在搭接处设置两层o形密封圈;通过对装配在一起的工装和电机机座加热到100℃,使上述密封筒的搭接处的铝板发生热胀,保证接缝处的可靠密封;随后,通过在一端的绕组端部的筒形密封罩体上设置的抽真空引出管,对密封腔进行抽真空,在另一端的绕组端部的筒形密封罩体上设置的注胶引出管,注入密封胶体,实现了对电机定子的整体高质量注胶密封。
5.一种大型水下轮缘推进电机定子灌胶工装,包括环形工装底架,在环形工装底架上,立式放置有电机定子机座,在电机定子机座中,设置有电机定子铁芯,在电机定子铁芯的一端,设置有一端定子端部绕组,在电机定子铁芯的另一端,设置有另一端定子端部绕组,在一端定子端部绕组的外侧,设置有横断面为l形的一端绕组端部环形密封筒,一端绕组端部环形密封筒、电机定子机座的内腔和电机定子铁芯的下端,组成了一个对一端定子端部绕组的环状包围罩体;在另一端定子端部绕组的外侧,设置有横断面为l形的另一端绕组端部环形密封筒,另一端绕组端部环形密封筒、电机定子机座的内腔和电机定子铁芯的上端,组成了另一个对另一端定子端部绕组的环状包围罩体;横断面为l形的一端绕组端部环形密封筒的外侧环形端面,是通过激光焊,与电机机座内腔固定连接在一起的,横断面为l形的一端绕组端部环形密封筒的内侧环形端,是活动设置在定子铁芯内侧的;另一端绕组端部环形密封筒的外侧环形端面,是通过激光焊,与电机机座内腔固定连接在一起的,另一端绕组端部环形密封筒的内侧环形端,是活动设置在定子铁芯内侧的;在电机定子铁芯内腔中,设置有铝制的铁芯内腔密封筒罩体,横断面为l形的一端绕组端部环形密封筒的内侧环形端与铝制的铁芯内腔密封筒罩体的一端端部,活动搭接在一起,并且在两活动搭接处设置有o形密封圈;在横断面为l形的另一端绕组端部环形密封筒的内侧环形端与铝制的铁芯内腔密封筒罩体的另一端端部搭接在一起,并且在两活动搭接处设置有o形密封圈;铝制的铁芯内腔密封筒罩体是热套在铁质支撑筒体的外侧面上的,在铁质支撑筒体的筒体中心处设置有中心芯轴,在中心芯轴与铁质支撑筒体的内腔之间设置有轮辐式支撑板。
6.在横断面为l形的一端绕组端部环形密封筒的左侧下端面上,连接有注胶管,在注胶管的另一端连接有注胶机,在注胶管上设置有注胶开关阀;在另一端绕组端部环形密封筒的右侧上端面上,连接有抽真空管,在抽真空管的另一端连接有真空泵,在抽真空管上串联有抽真空开关阀和透明观察盒体。
7.一种大型水下轮缘推进电机定子灌胶工装的灌胶方法,包括以下步骤:第一步、用快干聚氨酯将电机定子绕组的出线口封堵住;将电机定子的密封罩体
上所有的螺栓孔涂真空密封硅脂进行密封;第二步、对电机定子及密封罩,用电加热毯进行加热,加热到摄氏100度,并保温3个小时,在加热过程中,将定子上设置的pt100温度传感器接至数显巡检仪上,通过温度检测控制加热,防止温度过热,而导致电机绝缘受损;第三步、启动真空泵,并打开抽真空开关阀,对电机定子的局部密封罩内的空气,进行抽真空;第四步、当局部密封罩内的真空度达到30毫帕时,打开注胶开关阀,对局部密封罩内空间进行注胶;第五步、摄氏100度的密封胶体,从注胶管先进入到,由一端绕组端部环形密封筒、电机定子机座的内腔和电机定子铁芯的下端包围的密封空间内,然后,进入到定子铁芯中,将由铝制的铁芯内腔密封筒罩体与电机定子机座的内腔包围的定子铁芯中的所有缝隙注满;最后,进入到,由另一端绕组端部环形密封筒、电机定子机座的内腔和电机定子铁芯的上端包围的密封空间内;第六步、当透明观察盒体进入胶体后,真空泵停止工作,继续观察透明观察盒体进入胶体情况,当透明观察盒体充满胶体后,注胶机停止工作,并关断注胶开关阀;第七步、拆除注胶机、真空泵和透明观察盒体后,将整个装置放入烘箱进行胶水固化;在摄氏95度的温度下烘烤2小时,将烘箱内的温度提高到摄氏110度,再烘烤3小时,最后,将烘箱内温度提高到摄氏120度,再烘烤5小时;第八步、打开烘箱,待冷却到室温时,拆除注胶管和抽真空管,并通过吊装中心芯轴,将铝制的铁芯内腔密封筒罩体及铁质支撑筒体,从电机定子内腔中取出。
8.本发明对定子绕组端部采用永久封闭罩,对定子铁芯内腔采用临时封闭,并充分利用注胶温度,使铝制封闭罩膨胀的方法,将单独分别设置的封闭罩搭接处可靠密封的方法,并创造性地将软质的铝制封闭筒体支撑在铁质筒体上,克服了注胶压力容易使铝制筒体变形的缺陷,当注胶完毕,胶体固化后,温度降低,又使密封筒体收缩,方便将其取出;本发明将注胶口设置在局部密封罩体的下方,将抽真空管设置在局部密封罩体的上方,并使两者距离最远,实现了将密封罩体内空气抽出,保证了注胶的胶体中没有气泡。
附图说明
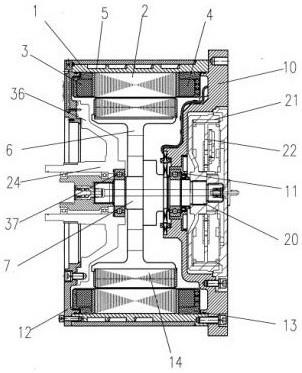
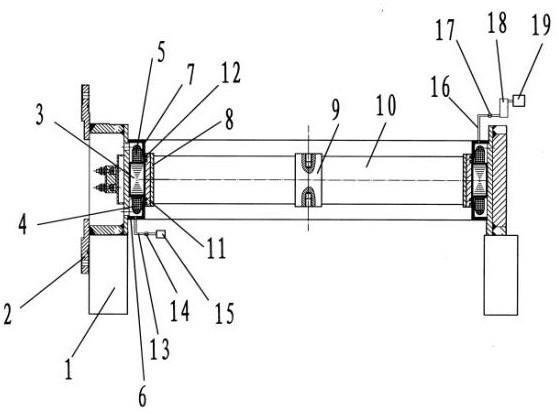
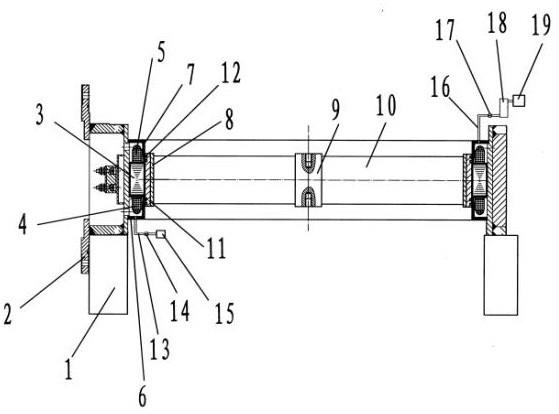
9.图1是本发明的结构示意图;图2是本发明的电机铁芯内腔中设置的密封筒体的结构示意图;图3是图2中的a
‑
a向剖视图;图4是本发明的另一端绕组端部环形密封筒7上的抽真空机构的结构示意图;图5是本发明的一端绕组端部环形密封筒6上的注胶机构的结构示意图。
具体实施方式
10.下面结合附图对本发明进行详细说明:一种大型水下轮缘推进电机定子灌胶工装,包括环形工装底架1,在环形工装底架1上,立式放置有电机定子机座2,在电机定子机座2中,设置有电机定子铁芯3,在电机定子铁芯3的一端,设置有一端定子端部绕组4,在电机定子铁芯3的另一端,设置有另一端定子
端部绕组5,在一端定子端部绕组4的外侧,设置有横断面为l形的一端绕组端部环形密封筒6,一端绕组端部环形密封筒6、电机定子机座2的内腔和电机定子铁芯3的下端,组成了一个对一端定子端部绕组4的环状包围罩体;在另一端定子端部绕组5的外侧,设置有横断面为l形的另一端绕组端部环形密封筒7,另一端绕组端部环形密封筒7、电机定子机座2的内腔和电机定子铁芯3的上端,组成了另一个对另一端定子端部绕组5的环状包围罩体;横断面为l形的一端绕组端部环形密封筒6的外侧环形端面,是通过激光焊,与电机机座内腔固定连接在一起的,横断面为l形的一端绕组端部环形密封筒6的内侧环形端,是活动设置在定子铁芯内侧的;另一端绕组端部环形密封筒7的外侧环形端面,是通过激光焊,与电机机座内腔固定连接在一起的,另一端绕组端部环形密封筒7的内侧环形端,是活动设置在定子铁芯内侧的;在电机定子铁芯内腔中,设置有铝制的铁芯内腔密封筒罩体11,横断面为l形的一端绕组端部环形密封筒6的内侧环形端与铝制的铁芯内腔密封筒罩体11的一端端部,活动搭接在一起,并且在两活动搭接处设置有o形密封圈;在横断面为l形的另一端绕组端部环形密封筒7的内侧环形端与铝制的铁芯内腔密封筒罩体11的另一端端部搭接在一起,并且在两活动搭接处设置有o形密封圈12;铝制的铁芯内腔密封筒罩体11是热套在铁质支撑筒体8的外侧面上的,在铁质支撑筒体8的筒体中心处设置有中心芯轴9,在中心芯轴9与铁质支撑筒体8的内腔之间设置有轮辐式支撑板10。
11.在横断面为l形的一端绕组端部环形密封筒6的左侧下端面上,连接有注胶管13,在注胶管13的另一端连接有注胶机15,在注胶管13上设置有注胶开关阀14;在另一端绕组端部环形密封筒7的右侧上端面上,连接有抽真空管16,在抽真空管16的另一端连接有真空泵19,在抽真空管16上串联有抽真空开关阀17和透明观察盒体18。
12.一种大型水下轮缘推进电机定子灌胶工装的灌胶方法,包括以下步骤:第一步、用快干聚氨酯将电机定子绕组的出线口封堵住;将电机定子的密封罩体上所有的螺栓孔涂真空密封硅脂进行密封;第二步、对电机定子及密封罩,用电加热毯进行加热,加热到摄氏100度,并保温3个小时,在加热过程中,将定子上设置的pt100温度传感器接至数显巡检仪上,通过温度检测控制加热,防止温度过热,而导致电机绝缘受损;第三步、启动真空泵19,并打开抽真空开关阀17,对电机定子的局部密封罩内的空气,进行抽真空;第四步、当局部密封罩内的真空度达到30毫帕时,打开注胶开关阀14,对局部密封罩内空间进行注胶;第五步、摄氏100度的密封胶体,从注胶管13先进入到,由一端绕组端部环形密封筒6、电机定子机座2的内腔和电机定子铁芯3的下端包围的密封空间内,然后,进入到定子铁芯中,将由铝制的铁芯内腔密封筒罩体11与电机定子机座2的内腔包围的定子铁芯中的所有缝隙注满;最后,进入到,由另一端绕组端部环形密封筒7、电机定子机座2的内腔和电机定子铁芯3的上端包围的密封空间内;第六步、当透明观察盒体18进入胶体后,真空泵19停止工作,继续观察透明观察盒体18进入胶体情况,当透明观察盒体18充满胶体后,注胶机15停止工作,并关断注胶开关阀14;第七步、拆除注胶机15、真空泵19和透明观察盒体18后,将整个装置放入烘箱进行
胶水固化;在摄氏95度的温度下烘烤2小时,将烘箱内的温度提高到摄氏110度,再烘烤3小时,最后,将烘箱内温度提高到摄氏120度,再烘烤5小时;第八步、打开烘箱,待冷却到室温时,拆除注胶管13和抽真空管16,并通过吊装中心芯轴9,将铝制的铁芯内腔密封筒罩体11及铁质支撑筒体8,从电机定子内腔中取出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。