1.本技术属于医疗工具生产设备技术领域,尤其涉及一种自动药捻成型机。
背景技术:
2.药捻法,是利用各类膜状包覆材料,包裹各类不同功能的药物等制成的线香状医疗工具,并将其插入细小的疮口中或瘘管、窦道内,以引流祛腐,促其疮口愈合的治疗方法,是外科透脓祛腐法中十分常用的一种。
3.药捻,又称药线、捻子、拈子、纸捻、药条,古代医籍中更有称之为经者,是药捻法运用的必要材料,现代医学讲究对症治疗,针对不同病人采用的治疗措施各不相同,因此在实际应用时,药捻所使用的药材类型和比例往往需要根据患者病况进行现场调制加工,以提高治疗效果,因此实际治疗过程中,往往需要医生手工加工制作药捻,缺乏适合的工具,而人工制作速度慢,效率低下,限制了诊疗的效率。
技术实现要素:
4.本技术的目的在于,提供一种用于结构简单小巧,可以快速方便的完成药捻加工的自动药捻成型机。
5.为实现上述目的,本技术采用如下技术方案。
6.一种自动药捻成型机,包括机架9,还包括:支撑部件1、旋转进料部件2、直线进料部件3、折线部件4、驱动部件;
7.所述支撑部件1包括第一导轨架10以及第二导轨架11;
8.所述旋转进料部件2包括第一滑动座20、第一旋转驱动装置21、活动夹持臂22;
9.所述直线进料部件3包括第二滑动座30、固定夹持臂32;
10.所述第一滑动座20和第二滑动座30可滑动地安装在第一导轨架10上;
11.所述第一旋转驱动装置21安装在第一滑动座20上;
12.所述固定夹持臂32固定在第二滑动座30上;
13.所述活动夹持臂22与第一旋转驱动装置21驱动连接;
14.第一旋转驱动装置21驱动活动夹持臂22自转;
15.所述活动夹持臂22的自由端与固定夹持臂32的自由端正对;
16.所述折线部件4包括第三滑动座40、第二旋转驱动装置41、活动卷线臂42;
17.所述第三滑动座40可滑动地安装在第二导轨架11上;
18.第二旋转驱动装置41安装在第三滑动座40上;
19.所述活动卷线臂42与第二旋转驱动装置41驱动连接;
20.第二旋转驱动装置41驱动活动卷线臂42自转;
21.活动卷线臂42的末端设置有挂钩;
22.所述第一滑动座20、第二滑动座30和第三滑动座40保持等腰三角形分布,第三滑动座40位于等腰三角顶点;
23.所述驱动部件包括:用于驱动第一滑动座20、第二滑动座30和第三滑动座40运动的直线驱动组件。
24.对前述自动药捻成型机的进一步改进或优选方案,所述直线驱动组件是指:
25.安装在第一导轨架10上的第一伺服旋转电机5a和第一带轮驱动副5b;
26.安装在第二导轨架11上的第二伺服旋转电机5c和第二带轮驱动副5d;
27.第一伺服旋转电机5a驱动第一带轮驱动副5b转动;
28.第二伺服旋转电机5c驱动第二带轮驱动副5d转动;
29.所述第三滑动座40连接在第二带轮驱动副5d的皮带上;
30.所述第一滑动座20、第二滑动座30连接在第一带轮驱动副5b的皮带上,且两个连接点分别位于带轮两侧的皮带上,以使第一滑动座20和第二滑动座30沿第一导轨架10保持相向运动或者背向运动。
31.对前述自动药捻成型机的进一步改进或优选方案,所述第一旋转驱动装置21、第二旋转驱动装置41是指伺服旋转电机;
32.所述第一滑动座20、第二滑动座30和第三滑动座40通过滚轮9a与支撑部件1连接;
33.所述第一滑动座20、第二滑动座30和第三滑动座40的正面设置有凹槽;
34.所述凹槽的底部向上下侧延伸形成内导轨槽;
35.所述滚轮9a安装在第一滑动座20、第二滑动座30和第三滑动座40上并沿内导轨槽滚动。
36.对前述自动药捻成型机的进一步改进或优选方案,还包括涂药部件,所述涂药部件包括:涂药驱动组件、涂药组件;
37.所述涂药驱动组件包括:安装在第一导轨架10上的第三伺服旋转电机6a和第三带轮驱动副6b;
38.第三伺服旋转电机6a驱动第三带轮驱动副6b转动;
39.所述涂药组件包括:涂药管头6c、涂药支撑臂6d;
40.所述涂药支撑臂6d连接在第三带轮驱动副6b的皮带上;
41.第三带轮驱动副6b驱动涂药支撑臂6d沿第一导轨架10运动;
42.所述涂药管头6c安装在涂药支撑臂6d上,涂药管头6c管口指向第一导轨架10。
43.对前述自动药捻成型机的进一步改进或优选方案,所述涂药管头6c连接至外部药水盒;还包括设置于涂药管头6c下侧的回收料斗6e。
44.对前述自动药捻成型机的进一步改进或优选方案,所述第一导轨架10与第二导轨架11垂直相交呈倒t形设置,第二导轨架11竖向设置,第二导轨架11指向第一导轨架10中点。
45.对前述自动药捻成型机的进一步改进或优选方案,所述活动夹持臂22和固定夹持臂32的自由端设置有活动夹持结构。
46.其有益效果在于:
47.本技术的自动药捻成型机结构简单轻巧,体积小使用方便,非常适合用于现场药捻的快速加工,使用时,医生将调配好的药剂均匀包覆在纸状载体上之后,将两端夹在活动夹持臂和固定夹持臂上之后,驱动活动夹持臂的自转,同时活动夹持臂和固定夹持臂缓慢相向运动,使药捻扭曲至合适松紧度之后,利用活动卷线臂上的挂钩勾住药捻中部并提升
并旋转,完成二次绕制,该操作过程简单迅速,可以快速制取药捻,且控制方式简明,动作顺畅,可以方便的制定各类型药捻的自动化处理流程,降低医生工作量,提高诊疗效率。
附图说明
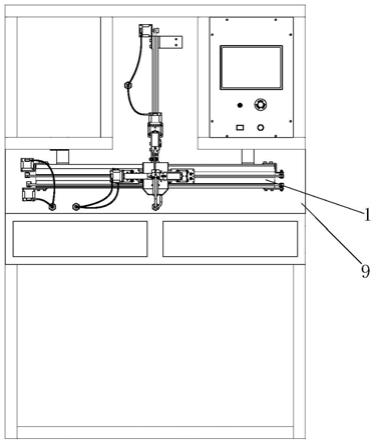
48.图1是自动药捻成型机的结构示意图一;
49.图2是自动药捻成型机的结构示意图二(无机架);
50.图3是自动药捻成型机的结构示意图三(无机架);
51.图4是自动药捻成型机中滚轮连接结构示意图;
52.其中附图标记包括:
53.支撑部件1、第一导轨架10、第二导轨架11、旋转进料部件2、第一滑动座20、第一旋转驱动装置21、活动夹持臂22、直线进料部件3、第二滑动座30、固定夹持臂32、折线部件4、第三滑动座40、第二旋转驱动装置41、活动卷线臂42、驱动部件、第一伺服旋转电机5a、第一带轮驱动副5b、第二伺服旋转电机5c、第二带轮驱动副5d、涂药部件、第三伺服旋转电机6a、第三带轮驱动副6b、涂药管头6c、涂药支撑臂6d、回收料斗6e。
具体实施方式
54.以下结合具体实施例对本技术作详细说明。
55.如图1、图2、图3所示,本技术的一种自动药捻成型机,包括机架9,还包括:支撑部件1、旋转进料部件2、直线进料部件3、折线部件4、驱动部件;
56.支撑部件用于维持整体结构稳定,本技术的自动药捻成型机整体呈t形结构,支撑部件也是t形,支撑部件优先采用预制合金杆,可方便的在其上加工各安装孔、槽以及必要的导轨支撑槽等结构,同时质量更轻便,可以自由安装放置。
57.支撑部件1包括第一导轨架10以及第二导轨架11;两个导轨架用于作为运动部件的导向支撑结构,为了便于操作和加工,同时避免加工过程中,药业不必要的泄漏,本技术中,第一导轨架10与第二导轨架11垂直相交呈倒t形设置,第二导轨架11竖向设置,第二导轨架11指向第一导轨架10中点。
58.旋转进料部件2包括第一滑动座20、第一旋转驱动装置21、活动夹持臂22;直线进料部件3包括第二滑动座30、固定夹持臂32;
59.第一滑动座20和第二滑动座30可滑动地安装在第一导轨架10上;第一旋转驱动装置21安装在第一滑动座20上;固定夹持臂32固定在第二滑动座30上;
60.如图3所示,采用最常见也相对较为简单的一种结构形式,第一旋转驱动装置21、第二旋转驱动装置41采用伺服旋转电机;第一滑动座20、第二滑动座30和第三滑动座40通过滚轮9a与支撑部件1连接;
61.为保证各滑动座能够稳定连接,第一滑动座20、第二滑动座30和第三滑动座40的正面设置有凹槽9b;凹槽的底部向上下侧延伸形成内导轨槽9c;
62.滚轮9a安装在第一滑动座20、第二滑动座30和第三滑动座40上并沿内导轨槽内导轨槽9c滚动。
63.如图4所示,因为各运动部件整体质量较小,加工时作用力也不大,因此可以采用图中所示的预制铝材管/板,并利用镂空冲压等形成导轨结构,以进一步减轻设备质量,降
低生产成本。
64.活动夹持臂22与第一旋转驱动装置21驱动连接;第一旋转驱动装置21驱动活动夹持臂22自转以实现药捻的扭曲加工。
65.活动夹持臂22的自由端与固定夹持臂32的自由端正对;以保证运动过程中,药捻两端保持同线,维持药捻形态;同时,在活动夹持臂22和固定夹持臂32的自由端设置有活动夹持结构,以便于快速夹持或松开药捻。
66.折线部件4包括第三滑动座40、第二旋转驱动装置41、活动卷线臂42;
67.第三滑动座40可滑动地安装在第二导轨架11上;第二旋转驱动装置41安装在第三滑动座40上;活动卷线臂42与第二旋转驱动装置41驱动连接;第二旋转驱动装置41驱动活动卷线臂42自转;活动卷线臂42的末端设置有挂钩;
68.在药捻第一次扭转加工完成后,利用挂钩勾住药捻中部,并使第三滑动座40远离第一滑动座20、第二滑动座30,同时第一滑动座20和第二滑动座30相向运动,利用活动卷线臂42进行二次扭转加工。
69.第一滑动座20、第二滑动座30和第三滑动座40保持等腰三角形分布,第三滑动座40位于等腰三角顶点;驱动部件包括:用于驱动第一滑动座20、第二滑动座30和第三滑动座40运动的直线驱动组件。
70.基于前述结构,具体使用时,医护工作者将药物配置完成并包覆在代加工的膜状药捻支撑结构上之后,将其两端固定在活动夹,利用动旋转臂使药捻旋转扭曲完成一次卷制,在此过程中,因为卷制,药捻长度缩短,因此旋转进料部件2和直线进料部件3保持相向运动以避免药捻拉断,通过合理控制皮带转速,可调节两者相向运动的速度,以使药捻保持合适的张紧度;在一次卷制完成后,利用挂钩勾住药捻中部,同时伺服电机驱动折线部件4向上运动,在使药捻对折的同时,利用活动卷线臂进行二次卷制,直至药捻加工完成,之后取下药捻即可使用。
71.本实施例中,直线驱动组件是指:安装在第一导轨架10上的第一伺服旋转电机5a和第一带轮驱动副5b;安装在第二导轨架11上的第二伺服旋转电机5c和第二带轮驱动副5d;
72.第一伺服旋转电机5a驱动第一带轮驱动副5b转动;第二伺服旋转电机5c驱动第二带轮驱动副5d转动;第三滑动座40连接在第二带轮驱动副5d的皮带上;第一滑动座20、第二滑动座30连接在第一带轮驱动副5b的皮带上,且两个连接点分别位于带轮两侧的皮带上,以使第一滑动座20和第二滑动座30沿第一导轨架10保持相向运动或者背向运动。
73.药捻加工过程中,部分需要在药捻表面涂抹药物等材料,因此本实施例中中还包括涂药部件,涂药部件包括:涂药驱动组件、涂药组件;
74.涂药驱动组件包括:安装在第一导轨架10上的第三伺服旋转电机6a和第三带轮驱动副6b;第三伺服旋转电机6a驱动第三带轮驱动副6b转动;涂药组件包括:涂药管头6c、涂药支撑臂6d;涂药支撑臂6d连接在第三带轮驱动副6b的皮带上;第三带轮驱动副6b驱动涂药支撑臂6d沿第一导轨架10运动;
75.涂药管头6c安装在涂药支撑臂6d上,涂药管头6c管口指向第一导轨架10,涂药管头6c连接至外部药水盒;还包括设置于涂药管头6c下侧的回收料斗6e。
76.涂药驱动以及涂药组件用于向药捻上喷涂必要的液态药物,由于卷制过程中,药
捻长度缩短且需要对折扭曲,涂药部分需要均匀且动态的向药捻补充药液,本技术中管理用伺服电机驱动皮带最后带动涂药组件左右运动来实现,回收料斗用于收集喷涂后滴落的剩余药液以回收利用,外部药水盒用于提供必要的药剂。
77.最后应当说明的是,以上实施例仅用以说明本技术的技术方案,而非对本技术保护范围的限制,尽管参照较佳实施例对本技术作了详细地说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或者等同替换,而不脱离本技术技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。