1.本技术涉及电子标签技术领域,尤其是涉及一种耐干洗电子标签的生产工艺。
背景技术:
2.电子标签又称射频标签、应答器、数据载体;电子标签内部芯片中存有产品信息,在其进入磁场后,凭借感应电流所获得的能量发送出存储在芯片中的产品信息。
3.公开号为cn112508155a的中国专利公开了一种带inlay的热转印电子标签,本发明在使用时,可对热转印电子标签进行加热,使得胶层贴合于物体表面,本发明的inlay和数字化印刷印层可进行双重防伪。
4.公开号为cn104681468a的中国专利公开了一种rfid电子标签倒封装热压装置,包括设置在上基座底部的上热压头结构和设置在下基座顶部的下热压头结构,上热压头结构和下热压头结构之间形成芯片热压区域,上基座或/和下基座为升降式的基座;上热压头结构包括:底部具有开口的支承筒,支承筒的顶部可移动地配置在上基座底部上,浮动配置在支承筒内腔的压力主体,压力主体与支承筒的内壁间隙配合,设置在压力主体底部的上加热体;下热压头结构包括:下支承体,下支承体的底端可移动地配置在下基座上,设置在下支承体顶部的下加热体;使用时,当上加热体压在芯片上时,芯片受到其顶部施压物一个恒定的压力,进而保证芯片邦定的电容一致性。
5.针对上述中的相关技术,发明人认为电子标生产环节中加热温度为150℃
‑
160℃,此时胶水无法完全融合,电子标签成品在遇到四氯乙烯等干洗剂后,往往出现分层和inlay脱落的情况,无法满足客户干洗的需求。
技术实现要素:
6.为了满足客户能够对电子标签进行干洗的需求,本技术提供一种耐干洗电子标签的生产工艺。
7.本技术提供的一种耐干洗电子标签的生产工艺采用如下的技术方案:一种耐干洗电子标签的生产工艺,包括以下步骤:封装:一条线底材上涂胶,一条线inlay嵌体剥离原客体,二条线复合,将inlay嵌体贴于底材上表面,复合后向前输送;点胶:另一条线面材,面材边向前输送边涂覆胶水;热压:将面材和带有inlay嵌体底材输送至热压设备上,通过热压设备进行加热,使得加热温度为170℃
‑
180℃,从而合成标签的坯带;裁剪:裁剪坯带,形成单独的坯带;录入信息:坯带在标签打印机的生产线上输送,打印机将电子标签的电子信息等录入;测试:对标签进行测试,将不符合标准的标签从产品中挑出,然后再进行产品的包装出货。
8.通过采用上述技术方案,加热温度为170℃
‑
180℃时,可以使得胶水具有较好的粘合效果,从而使得标签耐干洗,进而提高了标签的使用寿命,更好地保护inlay嵌体中的晶体,使之不容易熔化。
9.可选的,在热压中还包括如下步骤:利用防尘装置对带有inlay嵌体底材周围的灰尘进行吸尘。
10.通过采用上述技术方案,防尘装置对带有inlay嵌体底材周围的灰尘进行吸尘,从而降低带有inlay嵌体底材周围的灰尘落入带有inlay嵌体底材的表面,继而降低对带有inlay嵌体底材的品质造成影响的可能性。
11.可选的,所述防尘装置包括防尘箱、吸尘管、支撑架、风机和防尘网,所述吸尘管固定连接于防尘箱的侧壁,所述支撑架设置于防尘箱的内部,所述风机固定连接于支撑架上,所述防尘网设置于防尘箱的内部且位于风机的上侧,所述防尘箱的底部贯穿开设有出风口。
12.通过采用上述技术方案,启动风机,风机通过吸尘管抽取带有inlay嵌体底材周围的灰尘,吸尘管吸附的灰尘粘附于防尘网上,从而对灰尘进行了有效地吸附。
13.可选的,所述支撑架远离风机的一侧固定连接有移动框,所述防尘箱的侧壁开设有供移动框移动的检修口,所述移动框和防尘箱之间设置有锁止件。
14.通过采用上述技术方案,移动框通过检修口可拆卸于防尘箱的内部,以便工作人员快速便捷地对风机进行检修。
15.可选的,所述锁止件包括锁止杆、抵接螺杆,所述锁止杆转动连接于移动框的外侧壁,所述锁止杆远离防尘箱的一侧开设供抵接螺杆的端部穿过的锁止孔,所述防尘箱的外侧壁开设有供抵接螺杆的端部螺纹嵌设的锁止螺纹槽。
16.通过采用上述技术方案,抵接螺杆和锁止杆的相互配合,以便将移动框固定于防尘箱的内部,从而加强了移动框位于防尘箱内的稳定性。
17.可选的,所述锁止杆靠近移动框的一侧固定连接有定位块,所述移动框的外侧壁开设有供定位块移动的第一弧槽,所述防尘箱的外侧壁开设有供定位块移动的第二弧槽,所述第二弧槽和检修口相通。
18.通过采用上述技术方案,定位块的设置,以便通过定位块在第一弧槽、第二弧槽内滑移,从而限定锁止杆的移动位移,以至于工作人员快速便捷地将抵接螺杆螺纹嵌设于锁止螺纹槽的内部。
19.可选的,所述防尘箱的外侧壁开设有更换口,所述防尘箱上设置有用于固定防尘网的固定件。
20.通过采用上述技术方案,更换口的设置,以便当防尘网的表面粘固有较多灰尘时,能够通过更换口对防尘网进行更换,从而降低防尘网发生堵塞的可能性。
21.可选的,所述固定件包括固定环、滑移块和固定杆,所述固定环固定连接于防尘网的侧壁,所述固定杆固定连接于滑移块的侧壁,所述防尘箱的外侧壁开设有供滑移块滑移的滑移槽,所述固定杆和固定环相互靠近的一侧抵接。
22.通过采用上述技术方案,固定杆一侧连接的滑移块在滑移槽的内部移动,直至固定杆的端部卡合于固定环的内部,此时固定杆和固定环相互靠近的一侧抵接,从而将移动框稳定地固定于防尘箱内。
23.可选的,所述滑移块的侧壁固定连接有弹性件,所述弹性件远离滑移块的一侧固定连接于滑移槽的内壁。
24.通过采用上述技术方案,弹性件的设置,加强了滑移块位于滑移槽内的稳定性,从而加强了固定杆和固定环相互靠近的一侧抵接时的稳定性。
25.可选的,所述防尘箱的内壁开设有第一密封槽,所述第一密封槽和检修口相通,所述防尘箱于第一密封槽的内部设置有第一密封圈,所述第一密封圈和移动框相互靠近的一侧抵接,所述防尘箱的内壁开设有第二密封槽,所述第二密封槽和更换口相通,所述防尘箱于第二密封槽的内部设置有第二密封圈,所述第二密封圈和防尘网相互靠近的一侧抵接。
26.通过采用上述技术方案,第一密封圈的设置,以便加强移动框位于防尘箱内的密封性;第二密封圈嵌设于第二密封槽内,以便加强防尘网位于防尘箱内的密封性。
27.综上所述,本技术包括以下至少一种有益技术效果:1.加热温度为170℃
‑
180℃时,可以使得胶水具有较好的粘合效果,从而使得标签耐干洗,进而提高了标签的使用寿命,更好地保护inlay嵌体中的晶体,使之不容易熔化。
28.2.启动风机,风机通过吸尘管抽取带有inlay嵌体底材周围的灰尘,吸尘管吸附的灰尘粘附于防尘网上,从而对灰尘进行了有效地吸附。
附图说明
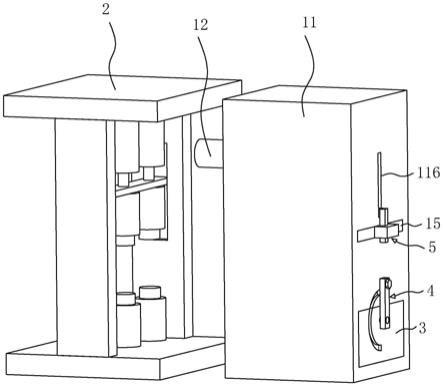
29.图1是本技术实施例中一种防尘装置的整体结构示意图。
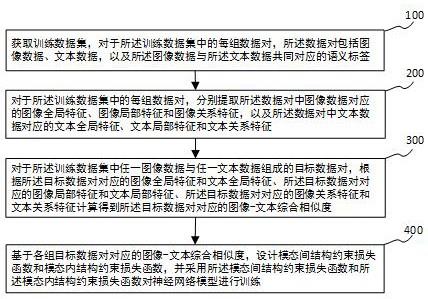
30.图2是本技术实施例中一种防尘箱的内部结构示意图。
31.图3是本技术实施例中用于体现锁止杆和防尘箱连接结构的示意图。
32.附图标记说明:1、防尘装置;11、防尘箱;111、出风口;112、检修口;113、锁止螺纹槽;114、第二弧槽;115、更换口;116、滑移槽;117、第一密封槽;118、第二密封槽;12、吸尘管;13、支撑架;14、风机;15、防尘网;2、热压设备;3、移动框;31、第一弧槽;4、锁止件;41、锁止杆;411、锁止孔;412、定位块;42、抵接螺杆;5、固定件;51、固定环;52、滑移块;53、固定杆;6、弹性件;7、第一密封圈;8、第二密封圈。
具体实施方式
33.以下结合附图1
‑
3对本技术作进一步详细说明。
34.本技术实施例公开一种耐干洗电子标签的生产工艺。耐干洗电子标签的生产工艺包括如下步骤:封装:一条线底材上涂胶,一条线inlay嵌体剥离原客体,二条线复合,将inlay嵌体贴于底材上表面,复合后向前输送。
35.点胶:另一条线面材,面材边向前输送边涂覆胶水。
36.热压:将面材和带有inlay嵌体底材输送至热压设备2上,利用防尘装置1对带有inlay嵌体底材周围的灰尘进行吸尘;通过热压设备2进行加热,使得加热温度为170℃
‑
180℃,从而合成标签的坯带。
37.参照图1和图2,防尘装置1包括防尘箱11、吸尘管12、支撑架13、风机14和防尘网15,吸尘管12焊接于防尘箱11的侧壁,支撑架13设置于防尘箱11的内部,风机14焊接于支撑架13上,防尘网15设置于防尘箱11的内部且位于风机14的上侧;防尘箱11的底部贯穿开设
有出风口111;以便工作人员启动风机14,风机14通过吸尘管12对带有inlay嵌体底材周围的灰尘进行吸尘,从而降低了对带有inlay嵌体底材的品质造成影响的可能性。
38.参照图2,防尘箱11的侧壁开设有更换口115,防尘网15通过更换口115滑动连接于防尘箱11的内部;以至于当防尘网15表面粘固有较多灰尘时,能够对防尘网15进行更换。
39.参照图2,防尘箱11的内部开设有第二密封槽118,第二密封槽118和更换口115相通;防尘箱11于第二密封槽118的内部通过胶水粘固有第二密封圈8,第二密封圈8可以是橡胶材质,第二密封圈8和防尘网15相互靠近的一侧抵接,从而加强了更换口115处的密封性。
40.参照图2,防尘箱11上设置有固定防尘网15的固定件5,固定件5包括固定环51、滑移块52和固定杆53,固定环51焊接于防尘网15的侧壁,固定杆53焊接于滑移块52的侧壁,防尘箱11的外侧壁沿高度方向开设有滑移槽116,以供滑移块52滑移,滑移槽116可以是t型槽,滑移块52可以是t型块;当防尘网15沿着更换口115滑动连接于防尘箱11的内部,直至防尘网15的侧壁抵接于防尘箱11的内壁;然后将滑移块52滑动连接于滑移槽116的底壁,此时固定杆53和固定环51相互靠近的一侧抵接,从而将防尘网15固定于防尘箱11的内部。
41.参照图2,滑移块52和滑移槽116的内壁之间设置有弹性件6,弹性件6可以是弹簧,弹性件6的一端焊接于滑移块52远离防尘网15的一侧,另一端焊接于滑移槽116的顶壁;当滑移块52沿着滑移槽116的内壁移动至滑移槽116的底壁时,此时弹性件6的弹性力加强了滑移块52位于滑移槽116底壁的稳定性;当需要将防尘网15通过更换口115从防尘箱11内拆卸出来时,持握滑移块52,将滑移块52沿着滑移槽116的内壁朝向远离防尘网15的一侧移动,直至固定杆53和固定环51相互靠近一侧脱离;然后通过持握固定环51,快速便捷地将防尘网15通过更换口115从防尘箱11内拆卸出来。
42.参照图2,防尘箱11的侧壁开设有检修口112,检修口112的内部滑动连接有移动框3,移动框3为空心框体,移动框3焊接于支撑架13远离风机14的一侧;当风机14长时间使用发生损坏时,工作人员可以将移动框3通过检修口112脱离出防尘箱11的内部,从而对风机14进行检修。
43.参照图2,防尘箱11的内部开设有第一密封槽117,第一密封槽117和检修口112相通;防尘箱11于第一密封槽117的内部通过胶水粘固有第一密封圈7,第一密封圈7可以是橡胶材质,第一密封圈7和移动框3相互靠近的一侧抵接,从而加强了检修口112处的密封性。
44.参照图2,防尘箱11和移动框3之间设置有锁止件4,锁止件4包括锁止杆41、抵接螺杆42,锁止杆41通过销钉连接于移动框3的外侧壁;锁止杆41远离移动框3的一侧沿厚度方向贯穿开设有锁止孔411,防尘箱11的外侧壁开设有锁止螺纹槽113。
45.参照图3,锁止杆41靠近移动框3的一侧焊接有定位块412,移动框3的外侧壁开设有第一弧槽31,以供定位块412移动;防尘箱11的外侧壁开设有第二弧槽114,以供定位块412移动,第二弧槽114和检修口112相通;当移动框3通过检修口112完全嵌设于防尘箱11的内部后,工作人员持握锁止杆41并转动锁止杆41,锁止杆41带动定位块412沿着第一弧槽31、第二弧槽114的内部转动;直至定位块412抵接于第二弧槽114的顶壁,此时锁止杆4的一部分和移动框3的外侧壁抵接,另一部分和防尘箱11的外侧壁抵接;然后将抵接螺杆42穿过锁止孔411并螺纹连接于锁止螺纹槽113的内部,从而快速便捷地将移动框3固定于防尘箱11的内部。
46.裁剪:裁剪坯带,形成单独的坯带。
47.录入信息:坯带在标签打印机的生产线上输送,打印机将电子标签的电子信息等录入。
48.测试:对标签进行测试,将不符合标准的标签从产品中挑出,然后再进行产品的包装出货。
49.本技术实施例一种耐干洗电子标签的生产工艺的实施原理为:首先将inlay嵌体贴于底材上表面,在面材上涂覆胶水,将面材和带有inlay嵌体底材输送至热压设备2上;接着启动风机14,风机14通过吸尘管12对inlay嵌体底材周围的灰尘进行吸附,吸附完成后通过热压设备2进行加热,使得加热温度为170℃
‑
180℃,从而合成标签的坯带;然后对坯带进行裁剪,形成单独的坯带,并将坯带在标签打印机的生产线上输送,打印机将电子标签的电子信息等录入坯带上,最后对标签进行测试,将不符合标准的标签从产品中挑出,将符合标准的标签进行产品的包装出货。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。