1.本技术涉及电子烟的技术领域,尤其是涉及一种钢网隔油片、防油涂层、电子烟以及夹具。
背景技术:
2.电子烟又名虚拟香烟,是一种较为常见的仿真香烟电子产品,其主要是通过雾化装置雾化烟油,从而产生“烟雾”。电子烟相较于传统香烟而言,除了有相近的外观及味道,其甚至比一般传统香烟的口味更多,除了迎合吸烟者“用嘴抽吸”、“手指夹烟”的习惯外,还可以进一步满足吸烟者“吞云吐雾”的要求,成为戒烟用品或香烟的代用品。
3.电子烟抽吸过程中,烟油雾化后形成烟气输出,而烟气在经过电子烟内部时会容易发生冷凝形成冷凝烟油,而冷凝烟油容易发生泄露而对环境造成污染。
技术实现要素:
4.为了降低烟油泄露而对环境造成污染的概率,本技术提供了一种钢网隔油片、防油涂层、电子烟以及夹具。
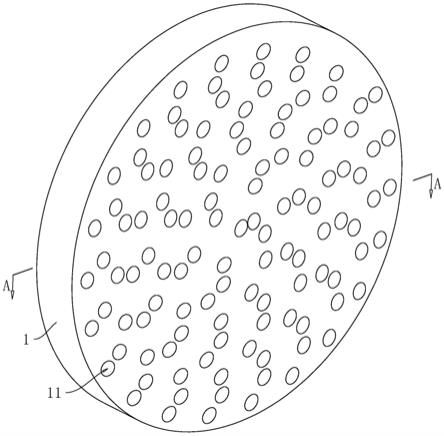
5.第一方面,本技术提供的一种钢网隔油片,采用如下的技术方案:一种钢网隔油片,包括网体、均布开设在网体上且供烟气通过并阻挡冷凝烟油通过的通孔,所述网体设置在用于支撑网体的电子烟上。
6.通过采用上述技术方案,烟气通过通孔输出,而冷凝烟油被网体阻挡,从而降低了烟油从电子烟内泄露而对环境造成污染的概率;同时隔油片对冷凝烟油进行阻挡,降低了冷凝烟油直接吸入口中而对身体健康造成伤害的概率。
7.可选的,所述通孔呈螺旋状,所述通孔的两端上均开设有将烟气导向通孔的导向角。
8.冷凝烟油会随着烟气移至通孔处,而冷凝烟油在烟气的推动下会对通孔形成堵塞,从而减慢了烟气通过通孔的速度,使得原烟气量受损较大,降低了使用者使用电子烟时的体验感;通过采用上述技术方案,导向角将烟气导向到通孔中,而通孔呈螺旋状,使得烟气沿通孔呈螺旋状移动,而烟气推动冷凝烟油产生一个倾斜分力,使得冷凝烟油从通孔移出移至网体的侧壁上,降低了冷凝烟油堵塞通孔的概率,加快了烟气通过通孔的速度,降低了原烟气量受损的概率,同时烟气沿螺旋状移动,使得烟气混合更加均匀,以此来提高了使用电子烟时的体验感。
9.第二方面,本技术提供的一种防油涂层,采用如下的技术方案:一种设置在第一方面中所述钢网隔油片上的防油涂层,所述防油涂层由以下重量百分比的原料制成:正硅酸乙酯5%~10%、有机胺1 %~2%、水20%~25%以及无水乙醇为余量。
10.通过采用上述技术方案,以正硅酸乙酯为硅源,水和无水乙醇为溶剂,有机胺为催化剂,用类stober法合成具有sio2纳米颗粒的溶液。以含sio2纳米颗粒的溶液喷涂至钢网
上,烘干后形成含sio2纳米颗粒的涂层。涂层 sio2 纳米颗粒松散排列,涂层孔隙率较高,涂层厚度较薄,颗粒之间的空穴形成了纳米微孔结构,这种排列结构为涂层提供了足够的孔隙和粗糙度,这种结构使得涂层的透过率较高,且由于液滴的表面张力作用,使得液滴残留在微孔中;相邻微孔的液滴连接形成了一层水膜,从而使整个涂层显示出疏油性。
11.第三方面,本技术提供的一种电子烟,采用如下的技术方案:一种电子烟,包括壳体,所述壳体上设置有与壳体内部配合形成安装仓的第一隔板,所述壳体上设置有与第一隔板和壳体内部配合形成雾化仓的第二隔板,所述壳体上设置有抽吸头,所述第一隔板上开设有将安装仓和雾化仓连通的第一通气孔,所述第二隔板上开设有将雾化仓与抽吸头内部连通的第二通气孔,所述壳体外侧壁上开设有与安装仓连通的进气孔,所述抽吸头上开设有与第二通气孔连通的抽吸口;所述安装仓上设置有相互连接的电源、雾化器和烟油盒,且所述雾化器与雾化仓连通,所述第一通气孔和第二通气孔上均通过第一连接机构可拆卸设置有第一方面中所述的钢网隔油片,所述抽吸口上通过第二连接机构可拆卸设置有第一方面中所述的钢网隔油片。
12.通过采用上述技术方案,电源为雾化器提供电力,烟油盒中烟油进入雾化器中进行雾化,雾化成后的烟油进入雾化仓,人在抽吸口进行抽吸,空气依次通过进气孔、第一通气孔进入雾化仓和雾化烟油混合形成烟气,然后烟气通过第二通气孔和抽吸口进入人身体内;而烟气在通过雾化仓和抽吸头内部发生冷凝时,位于抽吸口的钢网隔油片阻挡冷凝烟油直接进入人身体内,而位于第二通气孔的钢网隔油片阻挡冷凝烟油回流到雾化仓内,位于第一通气孔的钢网隔油片阻挡冷凝烟油进入安装仓内,降低了电源、雾化器和烟油盒与冷凝烟油接触而受损的概率,也降低了冷凝烟油通过进气孔泄露到环境中而污染环境的概率。
13.可选的,所述雾化仓上设置有对钢网隔油片上的冷凝烟油进行回收的回收装置,所述回收装置包括;环形滑道,所述环形滑道设置在雾化仓上;重力块,所述重力块滑移安装在环形滑道上;吸油棉,所述吸油棉设置在重力块上且用于接住掉落的冷凝烟油,当所述壳体发生转动时,所述重力块和吸油棉在重力作用下滑移到钢网隔油片下方。
14.在使用电子烟时一般都是握住电子烟壳体,使抽吸头倾斜向上,最后使用抽吸口进行抽吸,因此冷凝烟油通过钢网隔油片阻挡后,冷凝烟油会在重力作用下掉落到雾化仓内,因此冷凝烟油会容易对雾化仓内部进侵蚀,而且冷凝烟油还容易通过雾化仓的缝隙向外渗透直至泄露到环境中,而且后续在对雾化仓进行清理时极其麻烦;通过采用上述技术方案,钢网隔油片上聚集的冷凝烟油在重力作用下掉落到吸油棉上进行吸收,而且当使用者握持壳体的位置不同时,重力块在重力作用下在环形滑道上滑动,使得吸油棉和重力块均移至钢网隔油片下方,因此无论使用者握持壳体的位置在何处,吸油棉和重力块始终位于钢网隔油片下方,从而提高了吸油棉对掉落的冷凝烟油的吸收效果,降低了冷凝烟油流入雾化仓内的概率,降低了冷凝烟油对雾化仓和抽吸头的侵蚀和泄露到环境中而污染环境的概率,也提高了后续在对雾化仓和抽吸头内部进行清理时便
利性;同时吸油棉和重力块在环形滑道上移动,因此使用者握持壳体位置发生变化后,冷凝烟油流至吸油棉上的位置发生变化,从而提高了吸油棉对冷凝烟油的吸收效果。
15.可选的,所述壳体包括安装壳和通过第一连接组件可拆卸设置在安装壳上的安装盖,所述第一隔板和第二隔板位于安装壳内,所述抽吸头与安装壳通过第二连接组件可拆卸连接且抵触在安装盖上对安装盖进行定位;所述第一连接机构包括;第一定位环,所述第一定位环设置在第一通气孔和第二通气孔上且用于对钢网隔油片进行定位;固定环,所述固定环设置在安装盖上且和第一定位环配合夹紧钢网隔油片;所述第二连接机构包括;第二定位环,所述第二定位环设置在抽吸口上且用于对钢网隔油片进行定位;两个连接杆,两个所述连接杆分别设置在安装壳和安装盖上且均设置有插接杆;卡接环,所述卡接环与两个插接杆插接配合且抵触在连接杆上进行定位,而当所述抽吸头安装到安装壳上时,所述卡接环与第二定位环配合夹紧钢网隔油片。
16.钢网隔油片使用的一段时间后,冷凝烟油容易对通孔形成堵塞,从而减慢了烟气通过钢网隔油片的速度,同时也减少了外界空气通过第一通气孔进入雾化仓的数量,降低了使用者在使用时的体验感;通过采用上述技术方案,解锁第二连接组件,取下抽吸头,更换位于抽吸口处的钢网隔油片;取下卡接环,解锁第一连接组件将安装盖取下,更换位于第一通气孔和第二通气孔上的钢网隔油片,然后将安装盖安装到安装壳上,锁定第二连接组件对安装盖进行定位,因此第一定位环和固定环配合夹紧钢网隔油片;然后将卡接环安装到连接杆上,使得插接杆与卡接环插接配合并与连接杆抵触,将更换后钢网隔油片的抽吸头安装到安装壳上,锁定第二连接组件对抽吸头进行定位,而卡接环与第二定位环配合夹紧钢网隔油片,以此来实现对钢网隔油片进行更换,因此加快了烟气通过钢网隔油片的速度,也增多了空气通过第一通气孔进入雾化仓的数量,提高了使用者在使用时的体验感;同时抽吸头抵触在安装盖上对安装盖进行定位,从而提高了安装壳、安装盖和抽吸头安装后的稳定性。
17.可选的,所述安装盖相对两内侧壁上开设有卡接槽,所述第一连接组件包括;两个第一卡接块,两个所述第一卡接块设置在安装壳上;两个第二卡接块,两个所述第二卡接块设置在两个第一卡接块相背两侧壁上且分别与两个卡接槽卡接配合;所述抽吸头靠近安装壳一侧的侧壁上开设有插入槽,所述抽吸头外侧壁上开设有与插入槽连通的卡接孔,所述第二连接组件包括;弹性板,所述弹性板设置在安装壳上且穿过插入槽;弹性块,所述弹性块设置在弹性板上且在弹力作用下与卡接孔卡接配合。
18.通过采用上述技术方案,挤压弹性块与卡接孔脱离,然后即能取下抽吸头,使得卡接环与钢网隔油片脱离,然后即能更换抽吸口处的钢网隔油片;然后推动安装盖使得第二卡接块与卡接槽脱离,安装盖带动固定环远离钢网隔油片,然后即能更换第一通气孔和第二通气孔上的钢网隔油片;
更换完成后,安装盖抵触到安装壳上,推动安装盖移动,使得两个第二卡接块与两个卡接槽卡接配合,而固定环和第一定位环配合夹紧钢网隔油片,然后挤压弹性块使得弹性块和弹性板穿过插入槽,使得抽吸头抵触到安装盖上,而弹性块在弹性作用下卡接安装到卡接孔上,以此来实现安装壳、安装盖和抽吸头的拆装,而且以便于电源、雾化器和烟油盒的安装和更换。
19.可选的,所述环形滑道靠近安装盖一侧的侧壁上开设有供重力块取下的避位口,所述安装盖上设置有挡住避位口的挡板,所述吸油棉卡接安装在重力块上,所述固定环位于第一定位环远离安装仓一侧且开设有与钢网隔油片卡接配合的插接槽。
20.吸油棉对烟油吸收一段时间后,吸油棉随着吸收烟油越多而对烟油的吸收效果越来越差;通过采用上述技术方案,将安装盖从安装壳上拆卸,使得挡板与避位口脱离,接着取下重力块更换新的吸油棉,将重力块安装到环形滑道上,安装盖安装到安装壳上时,挡板挡住避位口,以此来对吸油棉进行更换,从而提高了吸油棉对烟油的吸收效果,也提高了将重力块安装到环形滑道上的便利性;而取下吸油棉时需要对吸油棉进行夹持,从而吸油棉上的烟油受到挤压后容易流动到雾化仓中,而取下重力块后对吸油棉进行更换,降低了烟油流动到雾化仓中的概率,提高了对雾化仓内进行清理时的便利性;钢网隔油片位于第一通气孔和第二通气孔内,因此更换时需要工具夹持钢网隔油片进行更换;将钢网隔油片卡接安装到插接槽上,在更换钢网隔油片时,固定环带动钢网隔油片从第一通气孔中移出,因此无需工具夹持钢网隔油片,从而提高了钢网隔油片更换时的便利性;同时固定环位于第一定位环远离安装仓一侧,因此冷凝烟油存留在钢网隔油片与固定环接触的一面,因此冷凝烟油会黏附在钢网隔油片和固定环侧壁上,降低了固定环远离第一定位环和第二定位环时钢网隔油片与固定环脱离的概率,进一步提高了钢网隔油片更换时的便利性。
21.可选的,所述安装壳相背两侧壁上开设有与手指贴合的抓握槽,所述第二隔板上设置有将钢网隔油片上掉落的冷凝烟油导流到吸油棉上的导油罩,所述进气孔上设置有防水透气膜。
22.通过采用上述技术方案,抓握槽以便于使用者使用时抓握,提高了使用时的便利性;而防水透气膜在满足空气进入的同时也阻挡水分进入,降低了水分通过进气孔而对电源、雾化器和烟油盒造成损伤的概率,提高了电源、雾化器和烟油盒的寿命。
23.第四方面,本技术提供的一种夹具,采用如下的技术方案:一种用于拆装第三方面中电子烟的夹具,包括底板,所述底板上设置有夹持机构,所述夹持机构包括;定位板,所述定位板设置在底板上,所述安装壳远离抽吸头的一端抵触在定位板上进行定位;两个夹持杆,两个所述夹持杆滑移穿设在底板上且相对的一端上均设置有夹持块;夹持弹簧,所述夹持弹簧两端分别与两个夹持杆连接,且所述夹持块在夹持弹簧作用下抵紧在抓握槽上;推杆,所述推杆滑移设置在定位板上;
两个联动杆,两个所述联动杆一端与推杆转动连接而另一端分别与两个夹持杆转动连接。
24.通过采用上述技术方案,推动推杆带动两个联动杆移动,两个联动杆移动带动两个夹持杆相互远离,将安装壳放置到位于两个夹持块之间的底板上,且使得安装壳的一端抵触到定位板上进行定位,松开推杆,两个夹持块在夹持弹簧作用下抵紧在两个抓握槽上,然后即能拆装电子烟的各个部件,从而提高了电子烟拆装时的便利性,同时夹持块与抓握槽配合,从而提高了夹持块对安装壳的定位效果。
25.综上所述,本技术包括以下至少一种有益技术效果:1.通过网体对冷凝油烟进行阻挡,从而降低了烟油从电子烟内泄露而对环境造成污染的概率;2.通过位于抽吸口的钢网隔油片阻挡冷凝烟油直接进入人身体内,而位于第二通气孔的钢网隔油片阻挡冷凝烟油回流到雾化仓内,位于第一通气孔的钢网隔油片阻挡冷凝烟油进入安装仓内,降低了电源、雾化器和烟油盒与冷凝烟油接触而受损的概率,也降低了冷凝烟油通过进气孔泄露到环境中而污染环境的概率;3.通过推动推杆带动两个夹持杆相互远离,将安装壳放置到位于两个夹持块之间的底板上,且使得安装壳的一端抵触到定位板上进行定位,松开推杆,两个夹持块在夹持弹簧作用下抵紧在两个抓握槽上,然后即能拆装电子烟的各个部件,从而提高了电子烟拆装时的便利性,同时夹持块与抓握槽配合,从而提高了夹持块对安装壳的定位效果。
附图说明
26.图1是本技术的立体结构示意图;图2是本技术中钢网隔油片的结构示意图;图3是图2中a
‑
a的剖面示意图;图4是本技术中电子烟的结构示意图,其中对安装盖、抽吸头和第二定位环进行了爆炸;图5是图4中b部的放大示意图;图6是本技术中电子烟的爆炸图;图7是图6中c部的放大示意图;图8是本技术中回收装置的结构示意图;图9是图8中d
‑
d的剖面示意图;图10是本技术中夹具的结构示意图。
27.附图标记:1、网体;11、通孔;12、底板;2、壳体;21、安装壳;211、固定块;212、卡接槽;213、定位槽;214、定位条;215、进气孔;22、安装盖;221、第一密封块;222、第二密封块;223、挡板;224、挡杆;23、第一开口;24、第二开口;25、抓握槽;26、第一隔板;261、第一通气孔;27、第二隔板;271、第二通气孔;272、导油罩;28、安装仓;281、电源;282、烟油盒;283、雾化器;284、雾化管;29、雾化仓;3、第一连接组件;31、第一卡接块;32、第二卡接块;4、抽吸头;41、抽吸口;42、卡接孔;5、第二连接组件;51、弹性板;52、弹性块;6、第一连接机构;61、第一定位环;62、固定环;63、固定杆;7、第二连接机构;71、第二定位环;72、连接杆;73、卡接环;74、插接杆;75、插接孔;8、回收装置;81、环形滑道;82、重力块;83、吸油棉;84、第一滑
槽;85、第二滑槽;86、滑动块;861、滚珠;87、滚轮;88、容纳槽;89、避位口;9、夹持机构;91、定位板;92、夹持杆;921、夹持块;922、连杆;923、连接板;93、夹持弹簧;94、推杆;95、联动杆;96、固定板;97、固定座。
具体实施方式
28.以下结合附图1
‑
10对本技术作进一步详细说明。
29.本技术实施例公开一种防油涂层。
30.制备例1一种防油涂层,由以下原料制成:正硅酸乙酯50g,有机胺15g,水225ml和无水乙醇898.73ml。本实施例中有机胺为四羟乙基乙二胺。
31.上述防油涂层采用如下生产工艺,将无水乙醇和水配制成乙醇溶液,加入四羟乙基乙二胺和正硅酸乙酯,60℃下于密闭容器中搅拌3h。将上述配制成的溶液喷涂至钢网隔油片上,于80℃下烘干成膜,防油涂层的厚度为10
‑
15μm,防油涂层的厚度可以10μm也可以为15μm,为烘干时间为30min。
32.制备例2制备例2的防油涂层与制备例1的制备方法相同,区别在于,由以下原料制成:具体为正硅酸乙酯75g,有机胺15g,水225ml以及无水乙醇867ml,其余均与制备例1相同。
33.制备例3制备例3的防油涂层与制备例1的制备方法相同,区别在于,由以下原料制成:正硅酸乙酯100g,有机胺15g,水225ml和无水乙醇835ml,其余均与制备例1相同。
34.性能检测试验检测方法在 dm300 型液固界面分析仪上对防油涂层疏水性进行测定,每个防油涂层样品分别测量5 个不同位置的接触角,最后取平均值;检测结果详见表1所示。
35.表1制备例接触角(θ
°
)制备例110
°
制备例26
°
制备例37
°
θ<90
°
,防油涂层表面是亲水疏油性的,当正硅酸乙酯为75g,即正硅酸乙酯重量百分比为7.5%时,接触角较小,此时防油涂层的亲水疏油性较好。
36.应用例本技术实施例公开一种钢网隔油片。
37.参照图1和图2,钢网隔油片包括呈圆盘状的网体1,且网体1设置在电子烟内,网体1上均布开设有贯通相背两表面的通孔11,且通孔11供烟气通过并阻挡冷凝烟油通过。
38.参照图2和图3,通孔11呈螺旋状,通孔11的两端均开设有向外扩口的导向角,导向角将烟气导向到通孔11内;网体1、通孔11和导向角上均设置有通过制备例2中涂料制成的防油涂层。
39.本技术实施例的工作原理为:
导向角将烟气导向到通孔11处,而冷凝烟油随着烟气一起移至通孔11处,烟气进入通孔11中呈螺旋状移动,而烟气推动冷凝烟油产生一个倾斜分力,使得冷凝烟油从通孔11移出而移至网体1侧壁上,降低了冷凝烟油堵塞通孔11的概率,加快了烟气通过通孔11的速度,降低了原烟气量受损的概率,以此来提高了使用电子烟时的体验感;同时冷凝烟油被网体1阻挡,从而降低了烟油泄露而对环境造成污染的概率。
实施例
40.本技术实施例公开一种电子烟。
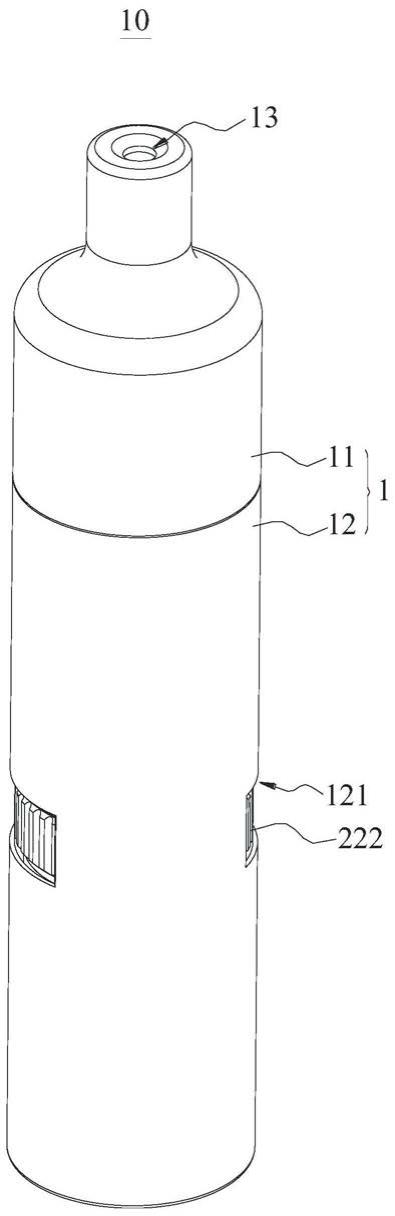
41.参照图1,电子烟包括呈长方体状的壳体2、设置在壳体2长度方向一端上的抽吸头4,抽吸头4和壳体2上均设置有钢网隔油片,钢网隔油片上设置有通过制备例2中涂料制成的防油涂层。
42.参照图4和5,壳体2包括安装壳21和通过第一连接组件3可拆卸设置在安装壳21上的安装盖22,安装壳21和安装盖22长度方向平行;安装壳21内部呈中空状,且安装壳21靠近安装盖22一侧的侧壁开设有与安装壳21内部连通的第一开口23,而安装壳21长度方向的一端上开设有与安装壳21内部连通的第二开口24;安装壳21相背两外侧壁上均开设有与手指贴合的抓握槽25,且抓握槽25以便于使用者抓握。
43.参照图4和5,安装壳21内侧壁上沿安装壳21长度方形间隔固定安装有第一隔板26和第二隔板27,第一隔板26和安装壳21内侧壁配合形成安装仓28,而第一隔板26、第二隔板27和安装壳21内侧壁之间配合形成雾化仓29,而第二隔板27位于第二开口24处,安装盖22挡住第一开口23,同时第一隔板26和第二隔板27均穿出第一开口23外且与安装盖22内侧壁抵触。
44.参照图4和5,第一连接组件3沿安装壳21长度方向间隔设置有两个,两个第一连接组件3分别位于安装仓28和雾化仓29处;第一连接组件3包括两个第一卡接块31和两个第二卡接块32,第一卡接块31固定安装在安装壳21开设有第一开口23一侧的侧壁上,且两个第一卡接块31沿垂直于安装壳21长度方向间隔设置并位于第一开口23两侧;两个第二卡接块32一体设置在第一卡接块31块顶端上且位于两个第一卡接块31相背一侧的侧壁上。
45.参照图6和7,安装壳21相对两侧壁上且位于两个第一连接组件3处均固定安装有固定块211,且固定块211和安装壳21长度方向平行,两个固定块211相对一侧的侧壁上均开设有卡接槽212,且卡接槽212贯通固定块211长度方向两端。
46.参照图5和7,两个第二卡接块32分别与两个卡接槽212卡接配合,且两个第一卡接块31相背两侧壁与两个固定块211相对一侧的侧壁抵触;而安装壳21与安装盖22接触的侧壁上开设有定位槽213,而安装盖22与安装壳21抵触的侧壁上固定安装有滑移安装在定位槽213上的定位条214,且定位条214滑移方向与安装壳21长度方向平行。
47.参照图4和5,安装盖22相对两侧壁上均固定安装有与第一隔板26相背两侧壁抵触的第一密封块221,且安装盖22相对两侧壁上固定安装有与第二隔板27相背两侧壁抵触的第二密封块222;第一密封块221和第一隔板26将安装仓28和雾化仓29分隔开,而第二密封块222和第二隔板27将雾化仓29和抽吸头4内部分隔开。
48.参照图5和7,将安装盖22放置到安装壳21上,使得定位条214与定位槽213卡接配合,推动安装盖22移动,而定位条214在定位槽213上滑移,使得两个第二卡接块32与卡接槽
212卡接配合,当定位条214与定位槽213侧壁抵触而停止移动时,安装壳21和安装盖22长度方向两端齐平,以此来对安装盖22位置进行定位。
49.参照图5和6,两个第一密封块221与第一隔板26接触,而两个第二密封块222与第二隔板27接触。
50.参照图4和6,第一隔板26上开设有连通安装仓28和雾化仓29的第一通气孔261,而第二隔板27上开设有连通雾化仓29和抽吸头4内部的第二通气孔271,第一通气孔261和第二通气孔271均呈圆形且轴线重合,同时第一通气孔261和第二通气孔271直径相同。
51.参照图4和6,安装仓28内侧壁上固定安装有电源281,电源281可以为锂电池,安装仓28内侧壁且位于电源281靠近第一隔板26一侧固定安装有烟油盒282和雾化器283,烟油盒282内装有烟油,而雾化器283与烟油盒282连通,且雾化器283与电源281电连接,雾化器283上固定安装有穿过第一隔板26伸至雾化仓29的雾化管284。
52.参照图4和6,安装壳21外侧壁上均匀开设有多个与安装仓28内连通的进气孔215,每个进气孔215上均固定安装有防水透气膜,防水透气膜以供空气进入安装仓28内且阻挡水分进入安装仓28内;雾化器283启动,烟油盒282内烟油进入雾化器283进行雾化,而烟油雾化后通过雾化管284进入雾化仓29内,而空气依次通过进气孔215和第一通气孔261进入雾化仓29内和雾化后烟油进行混合形成烟气;而需要关闭,雾化器283关闭即可。
53.参照图4和6,抽吸头4通过第二连接组件5与安装壳21靠近第二隔板27的一端可拆卸连接,第二连接组件5间隔设置有两个且位于第二开口24两侧,且抽吸头4抵触在安装盖22上用于对安装盖22进行定位;抽吸头4内开设有与抽吸头4靠近第二隔板27一侧的侧壁连通的抽吸腔,且抽吸头4远离第二隔板27的一端上开设有与抽吸腔连通的抽吸口41,因此抽吸口41通过抽吸腔与第二通气孔271连通,抽吸头4抵触在安装壳21和安装盖22上,使得抽吸头4、安装壳21和安装盖22接触处处于密封状态。
54.参照图4,抽吸头4靠近安装壳21一侧的侧壁上开设有两个插入槽,且抽吸头4外侧壁上开设有两个分别与两个插入槽连通的卡接孔42;第二连接组件5包括弹性板51和弹性块52,弹性板51设置有两个且固定安装在安装壳21靠近抽吸头4一侧的侧壁上,且两个弹性板51均具有弹性并分别伸至两个插入槽内;弹性块52固定安装在弹性板51侧壁上,且弹性块52在弹性板51弹力作用下与卡接孔42卡接配合。
55.参照图4,推动弹性块52使得弹性块52与卡接孔42脱离,拉动抽吸头4使得弹性块52和弹性板51从插入槽脱离,以此来取下抽吸头4;安装抽吸头4时,推动两个弹性块52使得两个弹性块52和弹性板51进入插入槽,推动抽吸头4靠近安装壳21,抽吸头4抵触到安装壳21和安装盖22侧壁上,因此抽吸头4对安装盖22进行定位,而弹性块52在弹性板51作用下与卡接孔42卡接配合,以此来固定安装抽吸头4。
56.参照图1和6,设置在壳体2上的钢网隔油片位于第一通气孔261和第二通气孔271上且通过第一连接机构6可拆卸连接,同时隔油隔油片还可以与第一通气孔261和第二通气孔271通过双面胶粘贴、注塑或焊接三种方式进行固定连接,且位于位于第一通气孔261和第二通气孔271上的钢网隔油片根据第一隔板26和第二隔板27位置不同而设计,因此钢网隔油片与壳体1中心线的角度为0度~90度,角度可以为0度也可以为90度。
57.参照图5和6,第一连接机构6包括第一定位环61和固定环62,第一定位环61设置有两个且同轴固定安装在第一通气孔261和第二通气孔271内侧壁上,网体1外径与第一通气
孔261直径相同。
58.参照图5和6,安装盖22靠近第一隔板26一侧的内侧壁和靠近第二隔板27的一端上均固定安装有两个固定杆63,且两个固定杆63分别位于第二隔板27两侧并均位于第一隔板26靠近第二隔板27一侧,同时其中一个固定杆63竖直向下伸至雾化仓29内,当抽吸头4固定安装到安装壳21上时,另外一个固定杆63抵触在第二隔板27上进行定位且位于抽吸腔内。
59.参照图4和6,固定环62设置有两个且分别固定安装在两个固定杆63远离安装盖22的一端上,因此固定环62位于第一定位环61远离安装仓28的一侧,同时固定环62内径与第一定位环61内径相同,且固定环62和第一定位环61的轴线重合。
60.参照图6和7,两个固定环62靠近第一定位环61一侧的侧壁上均开设有插接槽,网体1插接安装在插接槽上,且网体1突出于插接槽外并与第一定位环61抵触,同时当安装盖22安装到安装壳21上时,固定环62和第一定位环61配合夹紧网体1。
61.参照图6和7,将安装盖22从安装壳21上拆卸后,安装盖22移动带动固定杆63和固定环62远离第一定位环61,固定环62带动钢网隔油片远离第一定位环61,然后即能更换新的钢网隔油片卡接安装到插接槽上,而安装盖22固定安装到安装壳21上后,固定环62带动钢网隔油片分别进入第一通气孔261和第二通气孔271,而固定环62和第一定位环61配合夹紧网体1,以此来实现更换钢网隔油片。
62.参照图4和5,位于抽吸头4上的钢网隔油片位于抽吸口41上且通过第二连接机构7可拆卸连接,同时隔油隔油片还可以与抽吸口41通过双面胶粘贴、注塑或焊接三种方式进行固定连接,且位于位于抽吸口41上的钢网隔油片根据抽吸口41位置不同而设计,因此钢网隔油片与壳体1中心线的角度可以为180度。
63.参照图5和6,抽吸口41呈圆形且直径与第一通气孔261直径相同,同时抽吸口41与第一通气孔261轴线重合;第二定位环71同轴固定安装在抽吸口41内侧壁上,其中一个连接杆72固定安装在与第二隔板27抵触的固定杆63侧壁上,而另外一个连接杆72固定安装在位于固定杆63下方的安装壳21侧壁上,且两个连接杆72均位于安装壳21靠近抽吸头4一侧,同时两个连接杆72远离安装壳21的一端伸至抽吸腔内,同时两个连接杆72背离安装壳21一侧的侧壁上均固定安装有插接杆74,插接杆74轴线与第二定位环71轴线平行。
64.参照图5和6,卡接环73上开设有两个分别与两个插接杆74插接配合的插接孔75,且卡接环73抵触在连接杆72上进行定位,同时卡接环73与第二定位环71轴线重合,且卡接环73靠近第二定位环71一侧的侧壁上开设有与网体1卡接配合的插槽,网体1插接安装在插槽上且突出于插槽外,当抽吸头4固定安装到安装壳21上时,卡接环73和第二定位环71配合夹紧网体1。
65.参照图5和6,拆卸抽吸头4远离安装壳21,因此钢网隔油片远离第一定位环61,然后更换新的钢网隔油片卡接安装到插槽上,然后将抽吸头4安装到安装壳21上,而卡接环73和第二定位环71配合夹紧网体1,以此来实现更换钢网隔油片。
66.参照图5和6,安装壳21上设置有对钢网隔油片上的冷凝烟油进行回收的回收装置8。
67.参照图6和8,回收装置8包括环形滑道81、重力块82和吸油棉83,环形滑道81固定安装在雾化仓29上,且环形滑道81轴线和第二通气孔271的轴线重合。
68.参照图8和9,环形滑道81靠近第二隔板27一侧的侧壁上同轴开设有呈环形的第一
滑槽84,而环形滑道81内同轴开设有环形且与第一滑槽84连通的第二滑槽85,第二滑槽85的宽度大于第一滑槽84宽度。
69.参照图8和9,重力块82侧壁上固定安装有滑动安装在第一滑槽84上的滑动块86,滑动块86靠近第一滑槽84的两侧壁上均转动安装有与第一滑槽84抵触的滚珠861;滑动块86上转动安装有滚动在第二滑槽85相对两侧壁上的滚轮87,且滚轮87转动方向轴线和环形滑道81轴线平行,同时使用者使用电子烟时,重力块82在重力作用下移至钢网隔油片下方;重力块82靠近第二隔板27一侧的侧壁上开设有容纳槽88,吸油棉83卡接安装在容纳槽88上且突出于容纳槽88外。
70.参照图6和8,第二隔板27靠近吸油棉83一侧的侧壁上固定安装有呈喇叭状的导油罩272,且导油罩272轴线与环形滑道81轴线重合,同时导油罩272靠近第二隔板27一端的直径小于靠近吸油棉83一端的直径,且导油罩272靠近第二隔板27一端的内径与第二通气孔271直径相同,导油罩272将位于第二通气孔271上的冷凝烟油导流到吸油棉83上,且吸油棉83吸收位于第二隔板27上的钢网隔油片和导流罩272上掉落的冷凝烟油。
71.参照图6和9,环形滑道81靠近安装盖22一侧的侧壁上开设有避位口89,且避位口89与第一滑槽84和第二滑槽85连通,同时滚轮87和滑动块86可通过避位口89用于取下重力块82;安装盖22内侧壁上固定安装有伸至避位口89一侧的挡杆224,挡杆224上固定安装有挡住避位口89的挡板223,当将安装盖22安装到安装壳21上时,挡板223与避位口89抵触后与环形滑道81配合形成完整的第一滑槽84和第二滑槽85。
72.本技术实施例的工作原理为:电子烟使用时,使用者抓握抓握槽25,打开雾化器283,烟油盒282中烟油进入雾化器283进行雾化后进入雾化仓29,同时使用者在抽吸口41进行抽吸,空气通过进气孔215和第一通气孔261进入雾化仓29与雾化后的烟油进行混合形成烟气,烟气通过第二通气孔271和抽吸口41进入使用者身体内,以此来实现电子烟的功能。
73.而烟气在移动过程中产生冷凝时,位于第一通气孔261处的钢网隔油片阻挡冷凝烟油进入安装仓28内,降低了冷凝烟油侵蚀电源281、雾化器283和烟油盒282的概率,提高了电源281、雾化器283和烟油盒282寿命,也降低了烟油泄露到环境中而污染环境的概率;位于第二通气孔271处的钢网隔油片阻挡雾化仓29中冷凝烟油进入抽吸腔内,而位于抽吸口41处的钢网隔油片阻挡抽吸腔内冷凝烟油进入人身体内,降低了冷凝烟油进入人身体内而造成人身体伤害的概率。
74.位于第二通气孔271上的钢网隔油片的冷凝烟油流至导油罩272上,而吸油棉83在重力块82重力作用下移至钢网隔油片下方,导油罩272将冷凝烟油导流到吸油棉83上进行吸收,同时钢网隔油片上的冷凝烟油也流至吸油棉83上进行吸收,降低了冷凝烟油通过安装壳21和安装盖22之间的间隙流至环境中而污染环境的概率,也提高了对安装壳21内部和安装盖22进行清理时的便利性。
75.挤压弹性块52与卡接孔42脱离,然后拉动抽吸头4远离安装壳21而取下抽吸头4,而卡接环73带动钢网隔油片远离第二定位环71,然后取下卡接环73和钢网隔油片,推动安装盖22移动使得第二卡接块32与卡接槽212脱离,而安装盖22移动带动固定杆63、固定环62和钢网隔油片远离第一定位环61,且安装盖22移动带动档杆和挡板223远离避位口89;然后即能对安装盖22和安装壳21内部进行清理,将重力块82上滑动块86和滚轮87穿过避位口89
取下,将重力块82上吸油棉83进行更换,更换后将滑动块86和滚轮87穿过避位口89安装到第一滑槽84和第二滑槽85上,接着对两个固定环62和卡接环73上的钢网隔油片进行更换,更换下来的钢网隔油片进行清洗后还能继续使用。
76.将安装盖22放置到安装壳21上且使得定位条214与定位槽213卡接配合,推动安装盖22使得第二卡接块32与卡接槽212卡接配合,而定位条214与定位槽213侧壁抵触时而停止移动时,两个固定环62和第一定位环61配合夹紧两个钢网隔油片,而挡板223与避位口89抵触阻挡滑动块86和滚轮87从第一滑槽84和第二滑槽85脱离。
77.将两个插接杆74与两个插接孔75插接配合,而卡接环73抵触在连接杆72上,以此来安装卡接环73,同时使得钢网隔油片突出卡接环73外的一端朝向远离连接杆72的一侧放置,安装抽吸头4,使得弹性板51和弹性块52穿过插入槽,最后弹性块52卡接安装在卡接孔42上对抽吸头4进行定位,而抽吸头4抵触在安装盖22上对安装盖22进行定位,以此来实现钢网隔油片和吸油棉83更换,也以便于电子烟各个部件的安装。
78.本技术实施例公开一种夹具。
79.参照图1,夹具包括底板12、设置在底板12上的夹持机构9。
80.参照图1和10,夹持机构9包括定位板91、两个夹持杆92、夹持弹簧93、推杆94和两个联动杆95,定位板91固定安装在底板12上表面上,且拆装电子烟时,将安装壳21放置到定位板91上,使安装壳21远离抽吸头4的一端抵触到定位板91上进行定位,而定位板91顶端位于安装壳21顶端的下方;底板12上表面上且位于电子烟的两侧均固定安装有固定板96,因此两个固定板96和定位板91分别位于安装壳21的三个不同方向上,两个夹持杆92水平滑移穿设在两个固定板96上,且夹持杆92滑移方向与安装壳21的长度方向垂直。
81.参照图4和10,两个夹持杆92相背的一端上均固定安装有连杆922,且两个连杆922均水平伸至定位板91远离固定板96一侧,而两个夹持杆92相对的一端上均固定安装有夹持块921,且夹持块921与抓握槽25贴合;两个连杆922远离夹持杆92的一端上均固定安装有连接板923,夹持弹簧93两端分别与两个连接板923相对一侧的侧壁固定连接;定位板91远离固定板96一侧的侧壁上且位于连杆922上方固定安装有固定座97,推杆94竖向滑移穿设在固定座97上。
82.参照图4和10,两个联动杆95一端与推杆94底端转动连接,而另一端与位于夹持弹簧93上方的连接板923转动连接,且联动杆95两端转动方向轴线均与夹持杆92滑移方向垂直,两个夹持块921在夹持弹簧93作用下抵紧在抓握槽25上。
83.参照图4和10,向下推动推杆94,推杆94带动两个联动杆95移动,两个联动杆95移动带动两个连接板923、连杆922和夹持杆92相互远离,夹持杆92相互远离带动两个夹持块921远离抓握槽25,从而即能取下安装壳21进行更换,更换完成后,松开推杆94,夹持块921在夹持弹簧93作用下抵紧在两个抓握槽25上对电子烟进行定位。
84.本技术实施例的工作原理为:推动推杆94带动夹持块921远离抓握槽25,取下安装壳21将新的安装壳21放置到位于两个夹持块921之间的底板12上,使得安装壳21远离抽吸头4的一端抵触在定位板91,松开推杆94,夹持块921在夹持弹簧93作用下抵紧在抓握槽25上,因此即能拆装电子烟,从而提高了拆装电子烟各个部件时的便利性。
85.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术
的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。