1.本实用新型涉及制冷设备技术领域,具体涉及一种冷柜内胆围板及其加工设备。
背景技术:
2.目前行业内,冷柜内胆围板都是由左片、后片、右片三件拼接成型,拼接方式可用塑料条夹紧或焊接而成。其人工成本和材料成本都很高。而且在制作过程中,很难控制相互拼接处的平整性。另在发泡过程中为防止漏泡,需在拼接缝处封堵胶带,不仅浪费胶带,还不环保且操作繁琐;拼接边还易刮伤操作者。
技术实现要素:
3.本实用新型的目的是提供一种冷柜内胆围板及其加工设备,该冷柜内胆围板由一件钣金件加工而成,不仅加工方便,且更有利于锁住冷气,提高制冷效能。
4.本技术提供的技术方案是,一种冷柜内胆围板,包括左围板、后围板和右围板,所述左围板和所述后围板所在平面的夹角为90度,所述右围板与所述后围板所在平面的夹角为90度,所述左围板与所述右围板所在平面平行,所述左围板、后围板、右围板的底部均设置有底部折边;所述左围板、后围板、右围板和底部折边由一件钣金件折叠加工而成。
5.可选的,所述左围板、后围板、右围板上设置有隔条安装孔。
6.可选的,所述底部折边的宽度小于2cm。
7.本技术实施例还提供了一种冷柜内胆围板加工设备,用于上述的冷柜内胆围板,包括底座,所述底座左侧部设置有左基座,所述底座上设置有滑轨,所述底座右侧部设置有右基座,所述右基座能够在所述滑轨上移动;
8.所述左基座和右基座上均设置有压板和压板控制装置;所述左基座和右基座外侧部均设置有折弯板和折弯板控制装置;所述左基座的压板下设置有左支撑架;所述右基座的压板下设置有右支撑架。
9.可选的,所述左基座前侧设置有旋转机构;所述右基座前侧设置有旋转机构;所述旋转机构旋转后能够抵压所述压板。
10.可选的,所述左支撑架和右支撑架均设置有毛刷;所述冷柜内胆围板加工设备未工作时,所述折弯板的上表面与所述毛刷组成的平面位于同一平面。
11.可选的,所述压板控制装置和/或所述折弯板控制装置和/或所述旋转机构包括气缸;所述冷柜内胆围板加工设备还包括脚踏开关,通过所述脚踏开关控制各气缸工作。
12.可选的,所述压板的前侧设置有台阶;所述旋转机构包括按压部件,所述旋转机构的气缸能够带动按压部件运动到所述台阶上方,与所述台阶上表面相抵接。
13.可选的,所述左基座上还设置有左支撑条,所述左支撑条一端部与所述左基座固定连接,所述左支撑条另一端部与所述左支撑架固定连接;
14.所述右基座上还设置有右支撑条,所述右支撑条一端与所述右基座固定连接,所述右支撑条另一端部与所述右支撑架固定连接。
15.本技术实施例提供的一种冷柜内胆围板,包括左围板、后围板和右围板,所述左围板、后围板、右围板的底部均设置有底部折边;所述左围板、后围板、右围板和底部折边由一件钣金件折叠加工而成,一体式的结构能够更好的锁住冷气,保护冷柜的低温环境,具有更高的节能效果,且加工制造方便。
16.本技术实施例提供的一种冷柜内胆围板加工设备,能够快速方便地制造上述的冷柜内胆围板,具体包括底座,所述底座左侧部设置有左基座,所述底座上设置有滑轨,所述底座右侧部设置有右基座,所述右基座能够在所述滑轨上移动;所述左基座和右基座上均设置有压板和压板控制装置;所述左基座和右基座外侧部均设置有折弯板和折弯板控制装置;所述左基座的压板下设置有左支撑架;所述右基座的压板下设置有右支撑架。通过滑轨可以调节加工尺寸,通过压板可以压住待加工的钣金件,通过折弯板可以对待加工的钣金件进行左右折叠,形成u型的一体式的冷柜内胆围板,具有操作简单、生产效率高的优点。
附图说明
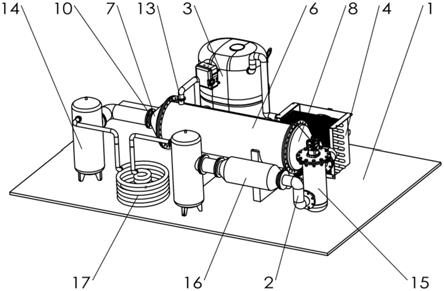
17.图1是本实用新型实施例所提供的一种冷柜内胆围板加工设备的结构示意图;
18.图2是本技术实施例所提供的钣金件的结构示意图;
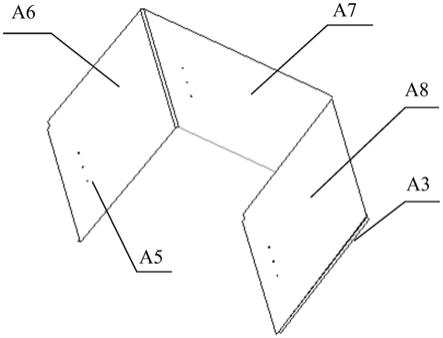
19.图3是本技术实施例提供的冷柜内胆围板的结构示意图;
20.图4是本技术实施例提供的一种定位口的结构示意图;
21.图5是本技术另一实施例提供的另一定位口的结构示意图。
具体实施方式
22.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步的详细说明。但下述实施例仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其他实施例,都属于本实用新型的保护范围。
23.在下文描述中,出现诸如术语“内”、“外”、“上”、“下”、“左”、“右”等指示方位或者位置关系仅是为了方便描述实施例和简化描述,而不是指示或暗示所指的装置或者元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.为了提高冷柜的生产效率及制冷效率,本技术实施例提供了一种冷柜内胆围板,该冷柜内板通过对钣金件折叠而成,无需进行多片拼接,成型前的钣金件具体如图2所示,先根据冷柜尺寸加工生产出对应尺寸的钣金件;该钣金件上设置有定位口a1和a2,定位口用于指示左右围板的折叠位置,定位口为缺口(如图4所示)或者齿条型(如图5所示);具体可以用激光加工出该定位口;在钣金件的一侧的两边还可以设置两个底边折叠定位口,如a4所示。在一个实施例中,当用激光打好定位口a1和a2后,再沿着两侧的底边折叠定位口a4的上边沿进行底边折叠;进一步的,再沿着定位口a1和a2分别进行冷柜内胆围板的左右侧折叠;因为定位口呈现如图4或图5所示的缺口或者齿条型,因此左右侧折叠后不会损伤钣金件其它位置,方便折叠,即,定位口a1、a2还具有防破功能。
25.本技术实施例提供一种经过上述加工后的冷柜内胆围板,如图3所示,该内胆围板由钣金件一体成型,包括左围板a6、后围板a7和右围板a8,左围板a6和后围板a7所在平面的夹角为90度,右围板a8与后围板a7所在平面的夹角也为90度,左围板a6与右围板a8所在平
面平行,左围板a6、后围板a7、右围板a8的底部均设置有底部折边a3。进一步的,底部折边a3用于和冷柜内胆底板焊接固定,且其宽度小于2cm。进一步的,所示左围板a6、后围板a7和右围板a8上设置有隔条安装孔a5,通过利用螺钉可以将隔条安装固定到隔条安装孔a5。
26.本技术还提供了一种冷柜内胆围板加工设备,可以高效生产以上的一体式冷柜内胆围板,具体的,如图1所示,该冷柜内胆围板加工设备,包括底座10,底座10左侧部设置有左基座2,底座10上设置有滑轨3.1,底座10右侧部设置有右基座3,右基座3能够在所述滑轨3.1上移动;根据冷柜尺寸可以确定其内胆围板的尺寸,从而确定后围板长度,通过调节右基座3在滑轨3.1上的位置,可以适应不同围板尺寸的要求。
27.左基座2和右基座3上均设置有压板4和压板控制装置4.1;左基座2和右基座3外侧部均设置有折弯板9和折弯板控制装置9.1;左基座2的压板4下设置有左支撑架1;所述右基座3的压板4下设置有右支撑架5;左右基座上的压板、压板控制装置、折弯板、折弯板控制装置原理相同,同时执行相同工作。压板控制装置4.1能够控制压板4上下运动;折弯板控制装置能够控制折弯板旋转运动。
28.具体的,当根据围板尺寸调整好右基座的位置后,将钣金件放置在压板4之下、左右支撑件之上,再控制压板向下运动压在钣金件上,继而再控制左右两侧的折弯板工作,将钣金件左右两侧部网上折弯,形成u型的内胆围板,如图3所示。该加工设备可以将备好的钣金件两侧部同时弯曲折成近似u型的内胆围板。
29.进一步的,左基座2前侧设置有旋转机构6,右基座3前侧也设置有旋转机构6,所述旋转机构旋转后能够抵压所述压板4。具体的,当压板压在待折弯的钣金件上后,旋转机构6旋转,使其部分与压板抵接,防止折弯板工作时,将压板抬高,造成左右侧折弯不到位、产品不良。
30.进一步的,为了防止支撑架刮花钣金件,在一个实施例中,左支撑架1和右支撑架5均设置有毛刷;冷柜内胆围板加工设备未工作时,所述折弯板的上表面与所述毛刷组成的平面位于同一平面,使得钣金件能够平稳放置在毛刷和折弯板上,需要说明的是,本技术中的平行、垂直和位于同一平面均指大致关系,不代表数学意义上的绝对关系,在实际产品中,因为误差或其它干扰因素难以做到数学上的绝对垂直、平行等关系。
31.进一步的,压板控制装置4.1和/或折弯板控制装置9.1和/或旋转机构6包括气缸;利用气缸原理控制压板4和/或折弯板9和/或旋转机构6运动。进一步的,在一个实施例中,冷柜内胆围板加工设备还包括脚踏开关8,通过脚踏开关8控制各气缸工作,气缸控制原理同现有技术。
32.进一步的,在一个实施例中,压板4的前侧设置有台阶4.2;旋转机构包括按压部件6.11和气缸6.1,旋转机构6的气缸6.1能够带动按压部件6.11运动到台阶4.2上方,与台阶4.2上表面相抵接。当压板4按压住钣金件时,旋转机构的气缸6.1开始工作,带动按压部件6.11旋转至台阶4.2上方,抵住台阶4.2,防止折弯板向上折叠时,压板不稳、也随之向上运动,影响折弯程度,造成产品不良。
33.在一个实施例中,左基座2上还设置有左支撑条1.1,左支撑条1.1一端部与左基座2固定连接,左支撑条1.1另一端部与左支撑架1固定连接,形成一个三角形,具有稳定性,同时增强支撑架的承受能力。同样,右基座3上还设置有右支撑条5.1,右支撑条5.1一端与所述右基座3固定连接,右支撑条5.1另一端部与所述右支撑架5固定连接,形成一个三角形,
具有稳定性,同时增强支撑架的承受能力。
34.基于上述的冷柜内胆围板加工设备,本技术实施例还提供了一种冷柜内胆围板制造方法,包括以下步骤:
35.准备钣金件:按照冷柜尺寸,准备好相应尺寸的钣金件;
36.在所述钣金件一侧加工出两个定位口:具体可以采用切割的方式,也可以采用激光切割形成定位口,定位口如图4或5所示,可以为一缺口、也可以为齿条状。
37.对上述钣金件一侧(底侧)进行折边,所述折边和所述定位口位于所述钣金件同一侧;沿着定位口进行折叠,形成冷柜内胆围板的底部折边,如图3中a3所示。在一个实施例中,在此步骤之前,还可以在钣金件的一侧的两边设置两个底边折叠定位口,如a4所示。在一个实施例中,当用激光打好定位口a1和a2后,再沿着两侧的底边折叠定位口a4的上边沿进行底边折叠,有了a4后,方便利用折弯机进行底部折边的折叠,a4也可以采用切割或激光切割得到。
38.调节冷柜内胆围板加工设备右基板与所述左基板之间的距离,以适应内板围板的后围板的长度;
39.将所述钣金件放置在所述冷柜内胆围板加工设备的左支撑架和右支撑架上方、所述压板4下方,并使得两个定位口分别位于左侧压板和右侧压板的正下方;
40.启动冷柜内胆围板加工设备。启动加工设备后,压板4下压,折弯板进行折弯,形成u型的内胆围板。
41.进一步的,在一个实施例中,该冷柜内胆围板加工设备启动后,工作过程具体包括以下步骤:
42.压板控制装置4.1控制压板4向下运动,紧压待加工的钣金件;
43.左右两侧的折弯板控制装置9.1再分别控制左右两侧的折弯板9向压板方向运动90度,将所述钣金件的左侧部和右侧部进行折弯,得到u型的冷柜内胆围板。
44.为了进一步保证生产良品率,在一个实施例中,冷柜内胆围板加工设备的左基座前侧和右基座前侧均设置有旋转机构6;旋转机构包括按压部件6.11和旋转气缸6.1;压板4的前侧设置有台阶4.2,台阶4.2上表面与所述按压部件下表面能够相抵接;本实施例中,冷柜内胆围板加工设备启动后,工作过程还包括以下步骤:
45.当压板4紧压所述钣金件后,旋转气缸6.1控制按压部件6.11旋转,使得按压部件6.11运动台阶4.2上方,抵住台阶4.2的上表面,防止折弯板9向上旋转折弯时,压板4随之向上运动,影响产品质量。
46.进一步的,为了便于控制,使用脚踏开关对上述的冷柜内胆围板加工设备进行控制,冷柜内胆围板加工设备包括脚踏开关,通过脚踩所述脚踏开关启动该冷柜内胆围板加工设备。
47.本技术提供一种冷柜内胆围板一体式设计,从原来的三件钣金件合并成一件钣金件,大大降低仓储材料数量,去除了四道拼接边赘余的材料、辅料、降低了设备加工及人力资源的浪费。进一步的,本技术又提供了一种可以加工该一体式冷柜内胆围板的加工设备,能够对一件钣金件同时进行左右折边,可以实现半自动化生产,大大提高了生产安全性及生产效率;由该冷柜内胆围板加工设备加工的冷柜内胆围板没有了拼接缝,拼接不齐的现象也随之消失,降低了产品不良的概率,且一体式设计具有清理卫生更方便,产品内胆围板
也更加美观的优点。
48.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。