1.本发明涉及一种过滤单元以及两种用于制造这种过滤单元的方法,其中所述过滤单元能够将至少一种气体和/或颗粒从气体混合物中、尤其从呼吸空气中滤出。
背景技术:
2.在一种应用中,这种过滤单元是呼吸保护面具(atemschutzmaske)的可更换的组成部分。这种呼吸保护面具包括人在面部前方佩戴的面罩本身、用于面罩的托架、例如头带以及至少一个过滤单元、优选两个过滤单元。过滤单元典型地可以拧入到面罩的螺纹或卡口式接头中并且再次拧出且由此进行更换。所述过滤单元或每个过滤单元过滤将至少一种气体、颗粒和/或粗灰尘从被吸入的呼吸空气中滤出并且由此保护配戴呼吸保护面具的人的肺部和呼吸道。例如在wo 2019/233 708 a1中描述了这种呼吸保护面具。
3.所述过滤单元包括至少一个过滤器,所述过滤器接收气体和/或颗粒。已知呈整料的形式的过滤器,其由活性炭制成并且能够将至少一种气体从气体混合物中滤出。多条平行的通道穿过所述过滤器。在de 10 2015 012 410 a1 中描述了这种过滤器。
4.在de 100 21 582 b4 中并且在de 103 04 216 b3 中也描述了一种具有相对刚性的过滤器的过滤单元。
技术实现要素:
5.本发明的任务是,提供一种用于将至少一种气体和/或颗粒从气体混合物、尤其是呼吸空气中滤出的过滤单元,其中所述过滤单元可以以比已知的过滤单元高的运行安全性来使用。此外,本发明的任务是,提供一种用于制造这种过滤单元的方法。
6.所述任务通过一种具有权利要求1的特征的过滤单元并且通过一种具有权利要求15的特征的方法并且通过一种具有权利要求17的特征的方法得到解决。有利的设计方案在从属权利要求中给出。按本发明的过滤单元的有利的设计方案只要有意义也是按本发明的方法的有利的设计方案并且反之亦然。
7.在下文中,将按本发明的过滤单元用于过滤所吸入的呼吸空气的人被称为过滤单元的“配戴者”。
8.按本发明的过滤单元被设计用于在气体混合物通过该过滤单元流动的期间将至少一种气体和/或颗粒、可选多种不同的气体从所述气体混合物中滤出。所述气体混合物能够是均质的或异质的并且特别地是呼吸空气,其可能包含有害气体和固体颗粒。
9.所述按本发明的过滤单元包括:
‑ꢀ
过滤器,
‑ꢀ
由可弹性变形的材料构成的包套和
‑ꢀ
由刚性材料构成的遮盖部。
10.所述过滤单元提供了流入侧和流出侧。如果气体混合物——应该将至少一种气体
和/或颗粒从所述空气混合物中滤出——通过过滤单元来流动,则该气体混合物从流入侧穿过过滤单元并且在此穿过过滤器流到流出侧。所述流入侧具有流入侧的开口,所述流出侧具有流出侧的开口。所述气体混合物通过流入侧的开口流入到过滤单元中,通过过滤器来流动——其中所述过滤器将所述气体或至少一种气体或颗粒从气体混合物中滤出——并且在经过过滤之后通过流出侧的开口离开过滤单元。
11.所述过滤器被设计为刚性本体,沿着中轴线延伸并且具有罩面。所述罩面以径向间距包围着中轴线。优选所述过滤器具有筒或截锥或柱子或拥有n角的横截面的棱锥的形状,n>=3。其它几何形状也是可能的。
12.所述过滤器被设计用于将至少一种气体和/或颗粒、可选多种气体从通过过滤器流动的气体混合物中滤出。
13.所述过滤单元的包套包围着过滤器的罩面、优选整个罩面。优选所述包套贴靠在罩面处。所述包套由可变形的且因此柔性材料、尤其由塑性的和/或有弹性的材料来制成。由此,所述包套能够吸收从外部作用到罩面上的且特别是由冲击引起的动能。优选当动能从外部起作用时,所述包套能够可逆地变形。所述包套包围着流入侧的开口。
14.所述遮盖部在包套的指向流出侧的端部处与包套邻接。所述遮盖部包围着流出侧的开口。
15.根据本发明,所述流出侧的开口被嵌入到刚性的遮盖部中。这种特征允许将耦合单元与遮盖部连接起来。尤其是螺纹或卡口式接头和/或遮盖部能够如此设计,使得它们包括并且提供耦合单元。借助于该耦合单元可以使所述过滤单元与面罩或者拥有过滤单元的其它设备相连接并且更确切地说优选可松开地连接。所述过滤单元被保持在设备上的特定位置上。因为所述遮盖部由刚性材料构成,所以提高了机械稳定性。
16.根据本发明,所述过滤器被设计为刚性本体。在许多情况下,被设计成刚体的过滤器为使用过滤单元的人的呼吸提供相对低的阻力、特别是比具有类似的过滤性能的不一样构造的过滤器低的阻力。尤其是由活性炭构成的刚性本体、一般而言由包括活性炭的材料构成的刚性本体可以用作所述过滤器。因为呈刚性本体的形式的这种过滤器以相对较小的阻力反抗呼吸,所以所述过滤单元的配戴者的呼吸肌肉经受较小程度的负荷并且与具有类似的过滤性能的其它可能的过滤器相比在较长时间后才疲劳。此外,这种刚性过滤器在某些情况下具有比拥有类似的过滤性能的不一样设计的过滤器小的重量。
17.特别是由于较小的呼吸阻力,所述按本发明的过滤单元引起以下结果,即:配戴者能够较长时间地停留在室内,该室内的空气加载有至少一种有害气体和/或颗粒和/或所述过滤单元必须更换的次数更少。然而,按本发明的刚性过滤器实际上能够实现所要求的输送效率。
18.在许多情况下,被设计成刚性本体的过滤器比借助于松散材料进行的过滤容易制造和/或操纵。
19.在一种设计方案中,所述刚性过滤器被设计为唯一的刚性本体。在另一种设计方案中,所述刚性过滤器由一系列单个的刚性本体所构成。具有本体序列的设计方案允许各个本体具有总共至少两种不同的特性并且刚性过滤器因此能够将不同的气体从气体混合物中滤出或者使用不同的过滤方法。这两者在许多情况下都提高了可靠性。呈刚性本体的形式的过滤器经常具有的缺点是,这种刚性过滤器在机械的力作用中可能比较容易断裂。
例如,如果所述过滤单元落到地面上或者在使用期间或在运输期间撞到刚性物体上,就会出现这种机械的力作用。
20.所述本发明的过滤单元的过滤器被机械损坏的危险一方面通过包套来降低,该包套根据本发明包围着过滤器的罩面以及流入侧的开口并且由能可逆地变形的材料构成。所述包套由于其可变形性而能够直至一定程度地吸收动能并且在一种设计方案中将其传递给刚性的遮盖部并且由此传递给耦合部位。另一方面损坏的危险通过以下方式而降低,即:所述流出侧的开口根据本发明被由刚性材料构成的遮盖部所包围。
21.围绕着过滤器的罩面的柔性的包套一方面在许多情况中保护过滤器以便尤其是当过滤单元落到地面上时防止过滤器的一部分折断或者过滤器破碎。另一方面,所述包套结合所述遮盖部来保护过滤器以免受化学的环境影响、尤其是免受水和水蒸汽的影响并且直至一定程度地也免受热环境影响,并且更确切地说不仅在直接的火焰燃烧中而且在高热中、尤其在过滤单元在充满烟雾的或者冒烟的环境中使用时免受热环境影响。
22.优选所述过滤器由包括活性炭的材料制成。优选多条相互平行的通道从所述过滤器中穿过。这些通道将流入侧与流出侧连接起来。气体混合物穿过这些通道来流动并且在此滤出至少一种气体和/或颗粒。所述过滤器能够被浸渍。
23.根据本发明,所述过滤器沿着中轴线延伸。所述罩面包围着这条中轴线。所述过滤器的垂直于中轴线的每个横截面罩有圆形或椭圆形或n角形的形状,其中n大于或等于3。可能的是,所述过滤器沿着中轴线始终具有相同的横截面或者不过具有沿着从流入侧到流出侧的方向变大的横截面。
24.根据本发明,所述包套能够吸收动能并且由有弹性的材料构成。优选所述包套具有弹性作用并且因此当机械脉冲从外部作用到所述包套上时可逆地变形。当所述被设计为弹性结构的包套克服弹力被压缩时,动能被吸收。当所述机械脉冲不再起作用时,优选所述包套由于弹力而再次膨胀并且特别优选再次呈现旧的形状。
25.在一种设计方案中,所述包套的硬度沿着从罩面直至中轴线的方向保持相同。在另一种设计方案中,所述包套的硬度朝向过滤器的中轴线的方向减小。或者所述包套的弹性朝过滤器的中轴线的方向增加。这种设计方案在许多情况下实现了对于刚性过滤器的更好的机械保护。
26.优选所述包套具有至少0.1 cm、特别优选至少0.5 cm、特别是至少1 cm的厚度。所述厚度应该是指所述包套的、沿着垂直于过滤器的中轴线的方向的最小尺寸。与较薄的包套相比,这样厚的包套能够在许多情况下更好地保护刚性过滤器以免受机械损坏。
27.可能的是,所述包套的厚度在包套的伸展范围内变化,尤其是因为刚性过滤器与理想的几何形状有偏差,例如不是理想的筒。在这种情况下,所述优选大于或等于0.1 cm的厚度是指所述包套的沿着垂直于过滤器的中轴线的方向的最小尺寸。
28.根据本发明,所述被设计为刚性本体的过滤器沿着中轴线延伸并且包括将中轴线包围的罩面。优选这个罩面从流入侧的端面延伸至流出侧的端面。混合气体从流入侧的端面流向流出侧的端面。每个端面能够垂直于或倾斜于中轴线。这两个端面能够相互平行或倾斜地布置。
29.在一种设计方案中,所述包套仅仅包围并且覆盖过滤器的罩面并且使两个端面露出。优选所述包套沿着罩面的整个长度延伸。在另一种设计方案中,所述包套不仅覆盖罩面
而且额外地覆盖过滤器的流入侧的端面的区域。所述包套使流入侧的开口露出并且以凸缘的式样包围流入侧的开口。在许多情况下,该设计方案实现包套与刚性过滤器之间或者包套与布置在刚性过滤器的流入侧端面之前的可选的额外颗粒过滤器之间的更好的连接。在许多情况下,该设计方案更好地支撑罩面与过滤器的流入侧的端面之间的边缘。
30.在上述两种设计方案的一种拓展方案中,所述包套突出超过流入侧的端面。因此,所述包套的沿着平行于中轴线的方向的尺寸大于过滤器的罩面的尺寸。因为所述包套突出,所以进一步降低了被包覆的刚性过滤器受损的危险。当机械冲击指向流入侧的端面时,所述突出的包套也能够在一定的程度上吸收由于所述机械脉冲而产生的动能。例如,当所述过滤单元以流入侧的端面在前向下落到地面上时,可能出现这种脉冲。
31.根据本发明,所述过滤单元包括刚性的遮盖部和柔性的包套。在一种设计方案中,所述遮盖部机械地与包套相连接。例如材料融合的连接、尤其是粘合连接将遮盖部与包套连接起来。
32.在另一种设计方案中,所述过滤单元额外地包括刚性壳体。所述柔性的包套处于刚性过滤器的罩面与刚性壳体之间。优选所述包套特别优选沿着过滤器的整个罩面填充过滤器与刚性壳体之间的整个区域。所述刚性的遮盖部与刚性壳体机械地连接。在这种设计方案中,所述刚性壳体能够接收平行于或倾斜于过滤器的中轴线撞击到过滤单元上的机械脉冲并且将其传递给遮盖部。此外,所述刚性壳体在许多情况下保护包套以免受来自外部的机械和化学影响。优选所述刚性壳体的厚度小于柔性的包套的厚度。所述刚性壳体能够刚好和包套一样突出超过流入侧。优选所述刚性壳体包围着包套的整个罩面。
33.在一种设计方案中,所述过滤单元额外包括膜。该膜包围包套的背离过滤器的外侧。在一种设计方案中,所述膜直接被施加到包套上,在另一种设计方案中在外部被施加到可选的刚性壳体上。优选所述膜包围整个包套或至少包围所述包套的将过滤器的罩面包围的部分或整个壳体。因此,所述包套和可选的刚性壳体因此处于过滤器和膜之间。所述膜的厚度优选小于所述包套的厚度并且也小于可选的刚性壳体的厚度。
34.所述膜可以如此被设计,使得其是防水的和/或排斥可能对过滤器有害的其他化学物质。所述膜能够由难燃的材料制成并且降低过滤单元的其余部分被点燃的危险,即所述膜能够用作防火剂。可以将标记、比如将一个特定的过滤单元与大量的过滤单元中的所有其它过滤单元区分开来的标记或者规定用于过滤单元的应用的边界条件、例如最大的使用寿命或者最大的环境温度或者最大的环境湿度的标记施加在所述膜上。所述膜能够反射光和/或发荧光并且由此也在黑暗的环境中发光。这一方面使配戴者容易找到过滤单元以便将其拧紧,另一方面使配戴者容易找到过滤单元。所述膜也能够吸收光和其它电磁波并且由此防止看到配戴者。
35.也能够取代膜而涂覆实现相应效果的彩涂层或漆层。
36.所述气体混合物、例如呼吸空气从流入侧到流出侧贯穿流过过滤单元。在一种设计方案中,所述气体混合物首先流过优选由纸制成的颗粒过滤器并且而后到达刚性过滤器。因此,所述刚性过滤器布置在纸过滤器和遮盖部之间。所述颗粒过滤器将颗粒从气体混合物中滤出,使得这些颗粒不会到达刚性过滤器。优选所述颗粒过滤器覆盖过滤器的整个流入侧的端侧,使得颗粒不能绕过颗粒过滤器并且随后能够到达刚性过滤器。
37.除了刚性过滤器之外还具有颗粒过滤器的设计方案降低了颗粒过滤器到达使用
者的危险、降低了气体混合物中的颗粒到达配戴者的危险——这可能危害配戴者的健康——并且避免了刚性过滤器能够将颗粒从气体混合物中滤出的必要性。所述颗粒过滤器在上游布置在刚性过滤器之前的设计方案降低了颗粒使刚性过滤器下沉(setzen)的危险。
38.在一种设计方案中,所述过滤单元额外包括防伸入机构(griffschutz)。该防伸入机构被安装在流入侧的开口前面并且优选通过材料融合的连接与包套或者与可选的刚性壳体连接。因此,所述刚性过滤器处于防伸入机构和刚性的遮盖部之间。所述防伸入机构防止使用者通过流入侧的开口伸入到过滤单元中并且碰到过滤器的流入侧的端面,这例如可能在套装或者拆下过滤单元时无意地发生。此外,所述防伸入机构降低了当所述过滤单元如此撞到物体上使得所述物体撞到过滤器的流入侧的端面上时所述过滤器被损坏的危险。因此,所述防伸入机构防止所述过滤器由于通过流入侧的开口来伸入而被机械地损坏。所述防伸入机构优选包括格栅,有待净化的气体混合物能够流动穿过该格栅。优选所述防伸入机构与所述刚性过滤器的流入侧的端面之间出现间距。
39.所述可选的颗粒过滤器处于防伸入机构和刚性过滤器之间。在一种设计方案中,所述颗粒过滤器被施加到防伸入机构的内侧面上和/或被防伸入机构保持在相对于刚性过滤器的所期望的位置中。
40.所述具有防伸入机构的设计方案可以与所述包套突出超过过滤器的流入侧的端面的设计方案相结合。当所述防伸入机构与突出的包套或与同样突出的可选的壳体连接时,在所述防伸入机构和所述刚性过滤器之间出现间距。这种设计方案进一步降低了刚性过滤器被损坏的危险。
41.在一种设计方案中,所述过滤单元额外地包括耦合单元、尤其是内螺纹或外螺纹或卡口式接头。借助于该耦合单元,所述过滤单元可以与另外的设备、尤其是与脸罩或者其他面罩或者用于气体混合物的输送单元相连接并且优选可松开地相连接。所述耦合单元属于刚性的遮盖部或者与遮盖部固定地连接并且优选同样是刚性的。所述流出侧的开口优选穿过遮盖部并且穿过耦合单元。
42.根据本发明,所述遮盖部以及可选的耦合单元由刚性材料制成。所述遮盖部支承着由可变形的材料构成的包套。这种设计方案提高了过滤单元的机械稳定性。所述遮盖部和耦合单元能够形成一个唯一的构件或者是两个固定地相互连接的构件。
43.在一种优选的设计方案中,所述包套材料融合地与刚性过滤器连接。这种设计方案降低了刚性过滤器以不受欢迎的方式相对于包套运动的危险。可能的是,所述包套也材料融合地与刚性壳体连接。所述过滤器的相对运动也可能导致过滤器的相对于刚性的遮盖部或刚性壳体的不受欢迎的运动并且损坏过滤器。所述材料融合的连接在所述罩面上建立并且更确切地说在整个罩面上或者至少在所述罩面的一个区域上建立。也可能的是,所述护壳由过滤器延展,因此力求收缩并且由此固持着过滤器。
44.此外,本发明涉及两种用于制造按本发明的过滤单元的方法。
45.根据按本发明的第一种制造方法,使用提供空腔的成形的本体。所述成形的本体的环绕的内壁限定并且限界所述空腔。
46.利用成形的本体的制造方法包括以下步骤:
‑ꢀ
提供一种过滤器。该过滤器被设计为刚性本体并且尤其由包括活性炭的材料制成。所述过滤器沿着中轴线延伸并且具有一个罩面和两个端面。所述过滤器能够将至少一
种气体和/或颗粒从通过该过滤器流动的气体混合物中滤出。
47.‑ꢀ
此外提供由刚性材料构成的遮盖部。
48.‑ꢀ
将所述刚性过滤器送至由成形体提供的空腔中。
49.‑ꢀ
所述成形的本体和过滤器如此被设计并且所述过滤器如此被送至空腔中,使得所述空腔能够接收整个过滤器并且在过滤器的罩面和成形的本体的环绕的内壁之间出现环绕的间隙。
50.‑ꢀ
将可流动的材料送至这个处于罩面与成形的本体之间的间隙中。例如,松散材料灌入到间隙中,或者液态的或粘稠的材料流到间隙中。所述间隙中的可流动的材料在送入之后包围着过滤器的罩面并且更确切地说完全地或至少部分地包围着过滤器的罩面。
51.‑ꢀ
所述间隙中的可流动的材料时效硬化并且更确切地说完全或至少部分地时效硬化。因此可能的是,所述可流动的材料也在部分时效硬化之后直至一定程度仍然可以流动。可能的是,所述可流动的材料在时效硬化时膨胀或也收缩。
52.‑ꢀ
在时效硬化之后,所述可流动的材料形成由柔性的材料、尤其由塑性的和/或弹性的材料构成的包套。该包套包围着过滤器的罩面并且更确切地说优选完全包围着过滤器的罩面。
53.‑ꢀ
可能的是,所述包套突出超过过滤器的端面。在过滤器的两个端面上,所述包套分别让一个开口露出。这些开口作为流入侧的或流出侧的开口起作用。这种开口能够释放整个端面或者端面的仅仅一部分。
54.‑ꢀ
优选通过时效硬化所述可流动的材料与过滤器的罩面材料融合地连接。也可能的是,所述可流动的材料在时效硬化时收缩并且由此夹持着过滤器。这些设计方案能够彼此组合。
55.‑ꢀ
在所述可流动的材料完全或至少部分时效硬化之后,产生包括刚性过滤器和包套的工件。所述遮盖部与这个工件机械地连接。在机械连接之后,所述过滤器的流出侧的端面指向遮盖部。
56.所述过滤器、围绕过滤器的罩面的包套和与包套连接的遮盖部属于根据本发明来制造的过滤单元。
57.这种制造方法允许彼此分开地也在不同的位置处并且以分别适配的制造方法来制造过滤器、遮盖部和可流动的材料。在许多情况下,这种制造比在包套中必须首先由刚性本体制造过滤器时容易。
58.优选所述可流动的材料在时效硬化时直至一定程度与过滤器的材料连接,使得所述包套在罩面上材料融合地与过滤器连接并且更确切地说完全地或至少部分地与之连接。当将可流动的材料送至间隙中时,所述可流动的材料仅仅将相对小的机械作用施加到成形的本体中的过滤器上。因此,在装入可流动的材料时损坏所述过滤器的危险相对较小。
59.所述被送至(verbringen)由成形的本体提供的空腔中的可流动的材料与过滤器的尺寸和几何形状以及成形的本体的尺寸和几何形状相适配。不需要使成形的本体精确地与过滤器的几何形状和尺寸相适配。此外,不需要的是,必须预先制造且提供合适的包套。
60.该制造方法允许在一个唯一的制造过程中制造或提供相对大量的可流动材料,并且由该相对大量的可流动材料制造用于多个按本发明的过滤单元的包套。
61.由于所述间隙中的可流动的材料至少部分地时效硬化而产生了工件,该工件包括
刚性过滤器和围绕着刚性过滤器的包套。
62.在该设计方案的一种拓展方案中,在所述间隙中的可流动的材料时效硬化之后,将该工件从成形的本体中推出。所述成形的本体属于制造工具并且可以用于先后制造多个按本发明的过滤单元。在推出来之后,将所述遮盖部与包套机械地连接起来。为了将遮盖部与包套连接起来,优选通过从两个相对侧抓住包套这种方式来抓住并且固持所述过滤元件。
63.也可能的是,将所述工件从成形的本体中推出来并且推入到刚性壳体中。将所述刚性的遮盖部与这个刚性壳体连接起来。
64.在这种拓展方案中,再次提早地提供所述成形的本体,以便制造另一个按本发明的过滤单元或者以便清洁所述成形的本体。所述成形的本体不妨碍将刚性的遮盖部与柔性的包套或者与刚性壳体连接起来的过程。
65.在所述设计方案的一种拓展方案中,当所述过滤器处于成形的本体中时,首先将所述遮盖部与由已时效硬化的或进行时效硬化的可流动的材料构成的包套连接起来。由此,在成形的本体中产生所述过滤单元。接着,将所述过滤单元从成形的本体中取出。这种拓展方案能够在遮盖部上、尤其是遮盖部的耦合单元上抓住过滤单元并且将通过这种方式抓住的过滤单元从成形的本体中取出。
66.在一种设计方案中,所述通过可流动的材料的时效硬化而产生的包套的外部表面形成过滤单元的外部表面。将所述遮盖部与包套机械地连接起来。所述成形的本体属于制造工具,将所述过滤器并且随后将可流动的材料送至所述成形的本体中。优选将这种制造方法用于先后制造多个相同类型的按本发明的过滤单元。
67.这些按本发明的过滤单元的刚性过滤器能够在尺寸和/或其几何形状方面彼此不同,并且尽管如此也可以使用相同的制造工具。刚性过滤器的不同样本之间的这样的差别特别是由于制造公差而通常不能避免。所述成形的本体可以相对容易地与预先给定的要求相适配、尤其是与包套的期望的厚度相适配。
68.在这种设计方案的一种拓展方案中,所述制造工具此外包括状态改变单元。该状态变化单元从外部改变成形的本体中的可流动的材料的状态。例如,所述状态改变单元向可流动的材料输送蒸汽并且由此引起可流动材料的时效硬化。优选所述状态改变单元不将重要的机械作用施加到过滤器上。
69.在按照本发明的第一种制造方法的另一种设计方案中,提供刚性壳体。该刚性壳体用作成形的本体或者形成成形的本体的一部分。在所述过滤器的罩面和所述刚性壳体的内壁之间出现间隙。所述可流动的材料被送至这个间隙中并且在那里至少部分地时效硬化。在时效硬化之后,所述包套处于过滤器的罩面和刚性壳体的内壁之间。所述遮盖部机械地与刚性壳体相连接。
70.优选通过所述按本发明的第一种制造方法来先后制造多个按本发明的过滤单元。不仅所述刚性过滤器而且所述刚性壳体在不同的样本中都可能在尺寸或其几何形状方面尤其是由于不可避免的制造公差而彼此不同。由此,所述过滤器和壳体之间的间隙从过滤单元到过滤单元而有变化。所述可流动的材料和由此产生的柔性的包套与这个间隙的相应的几何形状相适配。
71.以上描述了所述成形的本体的两种设计方案,也就是一个是制造工具的成形的本
体并且一个是作为成形的本体的过滤单元的刚性壳体。在这两种设计方案中,能够先后制造多个按本发明的过滤单元并且为此每次使用相同的可流动的材料。也能够先后用不同的可流动的材料来制造多个过滤单元,以用于制造多个具有不同的包套的过滤单元,所述过滤单元满足不同的要求。
72.可选将膜施加到、例如粘贴到所述包套或所述刚性壳体上。这个膜至少包围着包套或刚性壳体的罩面。在一种设计方案中,在可流动的材料时效硬化并且形成包套之后施加所述膜。特别优选将所述膜在外部粘贴到刚性壳体上。也能够将彩涂层或漆层施加到包套或壳体上。也能够在将所述刚性过滤器并且随后将所述可流动的材料送至壳体中之前将彩涂层或漆层在外部施加到所述壳体上。
73.在另一种设计方案中,将所述成形的本体的环绕的内壁与膜连接起来,将所述过滤器送至空腔中,并且随后将所述可流动的材料装入到间隙中。在这种设计方案中,所述间隙处于过滤器和膜之间,所述可流动的材料要被送至所述间隙中。在许多情况下,这种设计方案实现的是,所述硬化的可流动的材料材料融合地不仅与过滤器的罩面而且与膜的内侧面连接。在许多情况下,由此避免膜与包套之间的粘合连接的必要性。
74.一种用于制造按本发明的过滤单元的备选的方法包括以下步骤:
‑ꢀ
提供过滤器。该过滤器被设计为刚性本体、沿着中轴线延伸并且具有一个罩面和两个端面。所述过滤器能够将至少一种气体和/或颗粒从通过过滤器流动的气体混合物中滤出。
75.‑ꢀ
提供由刚性材料构成的遮盖部。
76.‑ꢀ
提供由柔性材料、尤其是由塑性的和/或弹性的材料构成的软管。所述软管能够接收动能。该软管沿中轴线延伸。
77.‑ꢀ
在该软管之前切下一个区段。这被切下的区段的长度、也就是其沿着软管的中轴线的尺寸至少与刚性过滤器的两个端面之间的间距刚好一样大、即至少与过滤器的沿着该过滤器的中轴线的伸展度刚好一样大。被切下的区段能够长于过滤器。
78.‑ꢀ
使所述从软管上切下的区段相对于过滤器运动,尤其将所述被切下的区段拉到过滤器的罩面上,或者将所述过滤器推入到被切下的区段中。在这种相对运动之后,被切下的区段完全包围着过滤器的罩面。所述被切下的区段因此在相对运动之后形成过滤器的罩面的包套。所述被切下的区段能够突出超过过滤器的端面。
79.‑ꢀ
现在制造工件,该工件包括刚性过滤器和从所切下的区段中产生的包套。将所述由刚性材料构成的遮盖部如此与这个工件连接起来,使得所述过滤器的流出侧的端面指向遮盖部。
80.所述过滤器、围绕过滤器的罩面的包套和与包套连接的遮盖部属于根据本发明来制造的过滤单元。
81.在这种制造方法的一种变化方案中,首先执行所述相对运动,并且随后从所述软管上切下一个区段。因此,将所述软管拉到过滤器的罩面上,或者将所述过滤器推入到软管中,并且接着从所述软管上切下一个区段,其中在切下之前该软管已经包围着过滤器。
82.在所述制造方法中将所述过滤器推入软管的被切下的区段中或者首先将所述过滤器插到软管中并且随后从软管上切下一个区段或者将所切下的区段拉到过滤器上,这种制造方法同样能够先后将多个具有不同几何形状和/或不同尺寸的过滤器推入同一根软管
的不同区段中或者相反地将同一根软管先后推到多个过滤器上并且分别切下一个区段。由于所述软管由柔性材料制成,所以所切下的区段在一定的程度上与过滤器的尺寸和几何形状相适配。因此,所述过滤器可能在几何形状和/或尺寸方面从样本到样本而有所不同。
83.由于这种制造方法,能够在唯一的制造过程中制造或提供相对较长的由柔性材料构成的软管并且从该软管上切下多个用于多个过滤器的包套的区段。
84.优选多次先后执行这种备选的制造方法,以便制造多个按本发明的过滤单元。从同一根软管上先后切下多个区段,即每个过滤单元各一个区段。可能的是,使用先后不同地成形的过滤单元。所述由柔性材料构成的软管与过滤器的不同几何形状相适配。
85.在这种备选的制造方法中,也可能的是,在不同的位置制造过滤器、刚性的遮盖部和软管并且使用各自非常合适的制造方法。
86.在具有软管的制造方法的一种设计方案中,提供刚性壳体。在一种实施方式中,使所述被从软管切下的区段相对于这个刚性壳体运动,从而在相对运动之后所述刚性壳体包围着被从软管上切下的区段。例如,将所述被切下的区段推入刚性壳体中或者将所述刚性壳体拉到被切下的区段上。随后使所述刚性过滤器在刚性壳体中相对于被切下的区段运动。在另一种实施例中,使所述过滤器相对于被切下的区段运动,使得所述被切下的区段提供围绕着过滤器的包套。然后,使所述包括过滤器和由所切下的区段制成的包套的工件相对于刚性壳体运动,例如方法是:将所述工件推入刚性壳体中。在所述两种实施方式中,随后将所述刚性的遮盖部与刚性壳体机械地连接起来。
87.在所述备选的制造方法中,也可选用膜来包围所述包套,其中所述膜优选由难燃的和/或防水的材料制成。
88.所述两种按本发明的制造方法显示了两种方法,以用于制造具有呈刚性本体的形式的过滤器的过滤单元,其中,与其它可能的制造方法相比,能够降低所述过滤器在制造中被损坏的危险。所述两种方法允许与过滤单元的其它部件分开地制造所述过滤器。能够先后制造大量的过滤单元。
附图说明
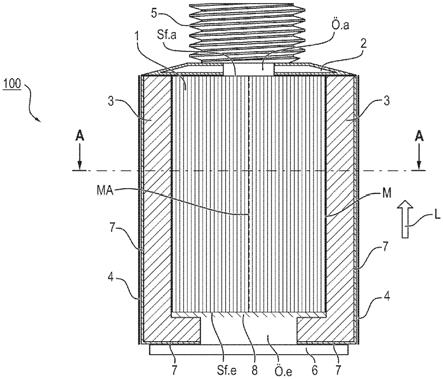
89.下面借助于多种实施例来描述本发明。在此:图1示意性地以侧视图示出了按照粒料实施例的按本发明的过滤单元;图2示意性地以沿着图1的a
‑
a层面的横截面图示示出了按照粒料实施例的过滤单元;图3示意性地以侧视图示出,如何制造按照粒料实施例的并且具有刚性壳体的过滤单元;图4示意性地以侧视图示出,如何制造按照粒料实施例的并且没有刚性壳体的过滤单元:将粒料装入并且使其时效硬化;图5示出了图4的粒料实施例的延续部分:将过滤单元从罐中推出来;图6示意性地以侧视图示出了按照泡沫材料实施例的按本发明的过滤单元;图7示意性地以侧视图示出了如何制造用于按照泡沫材料实施例的过滤单元的、由液态塑料构成的软管;图8示意性地以沿着图7的层面b
‑
b的横截面图示示出了用于制造图7的软管的阴
模;图9示意性地以侧视图示出了如何由图7的软管来制造按照泡沫材料实施例的过滤单元。
具体实施方式
90.在以下所描述的实施例中,本发明被用于呼吸保护面具。借助于该呼吸保护面具,人、例如消防队或警察的成员能够停留在加载有有害物质的区域中并且仍然吸入无有害物质的呼吸空气。这种人在下面被称为呼吸保护面具的“配戴者”。由于所述呼吸保护面具,佩戴者吸入过滤的呼吸空气。
91.所述过滤单元也可以用在呼吸保护设备中。该呼吸保护设备包括面罩、至少一个按本发明的过滤单元以及用于气体的输送单元、例如泵。这个输送单元抽吸环境空气,其通过所述或至少一个按本发明的过滤单元来流动。所述或至少一个按本发明的过滤单元过滤所吸入的呼吸空气并且配戴者而后吸入被去除有害物质的呼吸空气。
92.所述呼吸保护面具包括贴靠在面部上的真正的脸罩以及至少一个过滤单元、优选至少两个过滤单元。所述脸罩由可变形的材料构成,以便与配戴者的头部的形状相适配并且流体密封地贴靠在头部上并且对于所述或每个过滤单元来说分别包括螺纹座,过滤单元可以拧入到该螺纹座中并且可以再次拧出。作为替代方案,所述或每个过滤单元可以分别借助于卡口式接头可松开地连接。由于所述可松开的连接,配戴者可以更换过滤单元而不必摘下脸罩。
93.下面描述按本发明的过滤单元100的两种实施例,它们被称为“粒料实施例”和“泡沫材料实施例”。
94.图1示意性地以侧视图示出了按照粒料实施例的过滤单元100。图2示意性地示出了图1的层面a
‑
a的横截面图示。图3示意性地以侧视图示出如何制造按照粒料实施例的具有刚性壳体的过滤单元100。图4和图5示意性地以侧视图示出了按照粒料实施例的、无刚性壳体的过滤单元100的制造。图6示意性地以侧视图示出按照泡沫材料实施例的过滤单元100。图7示意性地以侧视图示出了如何由泡沫材料来制造软管,该软管随后被用于制造按照泡沫材料实施例的过滤单元100。图8示意性地以沿着图7的层面b
‑
b的横截面图示示出用于制造按照图7的过滤单元100的阴模。图9示意性地以侧视图示出如何由用泡沫材料构成的软管来制造按照泡沫材料实施例的过滤单元100。附图不一定是按正确比例的图示。
95.根据两种实施例,过滤单元100具有筒的形状,该筒具有被额外在该筒上的承载螺纹5的截锥。所述过滤单元100包括流入侧和流出侧,其中所述流入侧在图1和图3至图6中在下部示出并且所吸入的或所吸进的呼吸空气通过该流入侧流到过滤单元100中,并且其中呼吸空气又通过所述流出侧从过滤单元100中流出并且所述流出侧在上部示出。所述螺纹5布置在流出侧上。在图1和图6中,空气贯穿流过过滤单元100的方向通过从下往上指向的箭头l来表示。
96.所吸入的或者所吸进的空气通过流入侧上的开口
ö
.e流到过滤单元100中、通过真正的过滤器1流动并且在流出侧上穿过流出侧的开口
ö
.a又从过滤单元100中流出来。所述过滤器1在呼吸空气贯穿流过过滤器1的期间将至少一种气体从呼吸空气中滤出。该实施例的过滤器1不能将颗粒从呼吸空气中滤出。
97.在所述两种实施例中,所述过滤单元100分别包括过滤器1,该过滤器在使用所压制的活性炭的情况下来制成并且可以被称为活性炭蜂窝整料。所述过滤器1比如也能够由例如ca(oh)2来制成。优选所述过滤器1用合适的介质来浸渍。所述过滤器1被许多平行的通道穿过,所述通道平行于方向l来延伸并且优选彼此间不连接。这种过滤器1能够如在de 10 2015 012 410 a1中 所述的那样来构造并且特别是具有在那里描述的材料组分之一。所述过滤单元100如此被构造,使得所述通过过滤单元100流动的呼吸空气也通过过滤器1来流动并且没有绕过过滤器1。
98.在附图所示的设计方案中,所述过滤器1是唯一的呈筒形式的刚性本体。也可能的是,所述过滤器1由多个盘片构成,这些盘片先后以一个序列来布置。这种设计方案使由不同的材料制造过滤器1的过程变得容易,使得所述过滤器1能够滤出不同的气体。
99.由活性炭构成的、呈刚性本体或刚性本体的序列的形式的整体式过滤器1相比于具有类似的过滤性能的其他过滤器施加明显更小的流动阻力并且由此施加更低的呼吸阻力。因此,这种整体式过滤器1的使用相比于其他过滤器使配戴者不太废力。在一些情况下,这种过滤器比具有类似的过滤性能的其它过滤器轻(更小的重量)。在一些情况下,整体式过滤器比具有类似的过滤性能的其他过滤器占据的空间少。
100.在该实施例中,所述刚性过滤器1具有筒的形状,该筒沿着中轴线ma延伸并且具有罩面m、圆形的流入侧的端面sf.e和圆形的流出侧的端面sf.a。所述中轴线ma和罩面m垂直于图2的图纸平面。所述流入侧形成筒的流入侧的端面sf.e,并且所述流出侧形成流出侧的端面sf.a。所述罩面m在这两个端面sf.e、sf.a之间延伸。所述刚性过滤器1也能够具有截锥的形状,其中直径从流入侧的端面sf.e朝流出侧的端面sf.a扩大。
101.作为由活性炭构成的刚性本体来设计的过滤器的缺点如下:在冲击时,一部分过滤器1可能折断或者过滤器1甚至可能破碎。如果所述过滤单元100落到地面上或者在使用时比如在配戴者转头时冲击到坚硬物体上,则比如出现这样的冲击。
102.在所述两种实施例中,所述过滤单元100包括多个组成部分,这些组成部分降低了过滤器1在冲击时被损坏的风险,但是不能完全排除这种风险。下面将描述这些组成部分。
103.除了过滤器1之外,按照粒料实施例的过滤单元100还包括以下组成部分:
‑ꢀ
所述流出侧上的螺纹5,其中所述螺纹5由刚性材料制成、优选由金属或刚性塑料制成,
‑ꢀ
由刚性材料、优选由金属或刚性塑料构成的盖2,其中所述盖2具有截锥的形状,
‑ꢀ
由刚性材料构成的壳体7,其中壳体7包括管,
‑ꢀ
由呈时效硬化的粒料的形式的、可弹性变形的材料构成的包套3,
‑ꢀ
处于过滤器1的流入侧的端面sf.e之前的颗粒过滤器8,
‑ꢀ
可选围绕着壳体7的、呈膜或彩涂层或漆层的形式的防火件4以及
‑ꢀ
处于流入侧的开口
ö
.e之前的防伸入机构6。
104.在所示出的粒料实施例中,所述包套3由时效硬化的粒料构成。也能够考虑其它弹性的材料、例如热塑性弹性体、环氧树脂或其它人造的或天然的树脂、聚氨酯、丁基材料、硅树脂或弹性的热胶粘剂。所述包套3能够完全时效硬化。如果所述包套3被刚性壳体7包围,则可能的是,所述包套3未完全硬化。
105.所述包套3处于刚性过滤器1的罩面m和刚性壳体7的管之间。优选所述包套3完全
填充过滤器1的罩面m和刚性壳体7之间的空间。
106.优选所述包套3在制造过滤单元100时与筒形的过滤器1的罩面m材料融合地连接。下面将描述制造方法。优选不需要单独的步骤来将包套3与过滤器1连接起来。尤其是不需要粘合连接或卡锁连接。此外,在过滤器1的罩面m和包套3之间不一定存在另外的层、例如由无纺织物构成的层。
107.根据本发明,所述包套3是有弹性的。由此,所述包套3提供了弹性作用,这进一步降低了过滤器1被损坏的危险。在图1、图5和图6中,所述包套3的厚度被夸大地示出。
108.所述包套3接收从外部作用到过滤单元100上的动能并且由此在一定的程度上保护过滤器1并且尤其是保护其罩面m以及罩面m与两个端面sf.e、sf.a之间的两个过渡区域免受机械损伤。在一种设计方案中,所述包套3提供了整体壁、也就是说包套3的硬度从外向内减小。由此,所述包套3还能够更好地吸收动能。所述包套3的弹性优选在内部、即在贴靠在过滤器1上的区域中比在外部大。
109.在该实施例中,所述包套3的厚度、即垂直于中轴线ma的最小尺寸处于0.5 mm和1.5 mm之间。
110.所述壳体7具有筒的形状,该筒在其流出侧的端面上完全敞开并且在流入侧的端面上释放圆形的开口
ö
.3,所述壳体由金属或刚性塑料来制成并且包围着包套3。所述盖2材料融合地或者通过咬合连接与壳体7相连接。在一种设计方案中,所述盖2额外地与包套3的指向流出侧的端面相连接、优选通过粘合连接并且可选额外地或取而代之地通过咬合连接来连接。所述螺纹5与盖2固定地连接。
111.可能的是,力冲击平行于或倾斜于中轴线ma并且更确切地说从流入侧的开口
ö
.e朝盖2作用到过滤单元100上。这种力冲击被导入到刚性壳体7中。
112.所述防火膜4围绕着壳体7的向外指向的表面来敷设并且与这个表面优选通过粘合连接来材料融合地连接。在一些应用中,与没有防火膜4的设计方案相比,所述防火膜4能够使过滤单元100能够经得住更高的温度。在其它应用中,所述壳体7和包套3的耐热性是足够的,因而不需要防火膜4。在一些应用中,所述防火膜4也可能是必需的,以便能够将所述过滤单元100用在可选与高温相关联的、具有高空气湿度的环境或者大雨环境中。所述过滤单元100的标记能够被施加到防火膜4上。例如,这个标记将过滤单元100与在特定的区域中使用的所有其它过滤单元区分开来。这个标记能够与关于过滤单元100的信息相关联,其中这些信息、例如最大使用时长可选被存放在数据库中。所述防火膜4能够反射光和其它电磁波或者发荧光或者也能够吸收光和其它电磁波。
113.在一种作为替代方案的设计方案(未示出)中,省去所述刚性壳体7。所述盖2而后材料融合地与包套3相连接。所述防火膜4被施加到包套3的罩面的向外指向的表面上。
114.所述防伸入机构6防止配戴者的手指或较大的物体从外部穿过流入侧的开口
ö
.e而触碰到过滤器1的流入侧的端面sf.e,这可能导致过滤器1的损坏或污染。所述防伸入机构6优选具有格栅的形状并且由塑料或金属、例如通过浇铸或通过注塑来制成。有待过滤的气体混合物能够穿过防伸入机构6来流动。在该实施例中,所述防伸入机构6被固定到刚性壳体7的流入侧的端面上。
115.在该实施例中,沿着穿流方向l看,颗粒过滤器8处于过滤器1的流入侧的端面sf.e之前,该颗粒过滤器将颗粒从穿流的空气中滤出。该颗粒过滤器8处于防伸入机构6和过滤
器1之间、优选由纸构成并且优选具有折叠式过滤器的形状或者也具有环形过滤器的形状。可选向所述颗粒过滤器8的纸中掺入了微玻璃纤维和/或聚合物纤维、可选额外地掺入了少量纤维素。
116.在粒料实施例中,所述包套3突出超过过滤器1的流入侧的端面sf.e。所述防伸入机构6材料融合地与刚性壳体7的指向流入侧的边缘相连接并且额外地与包套3的流入侧的端面相连接。因此,在过滤器1的流入侧的端面sf.e和防伸入机构6之间出现间距。该间距进一步降低了损坏的危险。
117.如果不存在防伸入机构,那么所述包套3也能够突出超过流入侧的端面sf.e。在附图中,所述包套3突出的距离被夸大地示出。优选所述包套3突出几毫米、特别优选小于1mm。
118.在一种设计方案中,所述流入侧开口
ö
.e占据过滤单元100的流入侧上的整个流入侧的端面sf.e。在图1所示的另一种设计方案中,所述包套3不仅完全包围过滤器1的罩面m,而且也额外地包围流入侧的开口
ö
.e并且环形地贴靠在过滤器1的指向流入侧的开口
ö
.e的端面sf.e上。由此,即使当从流入侧起作用的机械脉冲作用到过滤单元100上时、特别是当所述过滤单元100以防伸入机构6在前落到地板上时,所述包套3也在一定的程度上保护过滤器1以免受机械损坏。所述防伸入机构6与包套3相连接并且相对于流入侧的端面sf.e具有间距。
119.图3至图5示意性地示出了用于制造按照粒料实施例的过滤单元100的方法的两种优选的设计方案。在所述两种设计方案中使用粒料13,该粒料在室温和足够低的空气湿度下具有松散材料的形式。如果对粒料13进行加热并且可选额外地提高空气湿度,则该粒料13变成液态的或粘稠的并且膨胀。在随后冷却时,所述粒料13凝固并且在此优选根本不收缩或者至少不重又收缩到加热之前的膨胀程度。这种粒料13也可以称为时效硬化的颗粒泡沫。能够用来制造这种粒料13的材料的实例是:
‑ꢀ
可膨胀的聚丙烯(epp),
‑ꢀ
可膨胀的聚苯乙烯(聚苯乙烯泡沫塑料styropor、eps),
‑ꢀ
其它的部分结晶热塑性塑料。
120.也可以取代粒料13而制造备选的材料,所述材料可流动并且至少在一定的程度上时效硬化、例如通过冷却或通过在使用前向所述材料中掺入硬化剂这种方式来时效硬化。所述备选的材料例如是泡沫或其他上面所提到的材料。
121.在图3的实例中,制造具有由金属或硬塑料构成的刚性壳体7的过滤单元100。所述壳体7具有筒的形状,该筒具有完全敞开的第一端面并且具有第二端面,圆形的开口被嵌入(eingelassen)到所述第二端面中,该圆形的开口被壳体7的圆环所包围。
122.提供刚性过滤器1、刚性壳体7以及具有螺纹5的盖2。将所述壳体7如此放到底座上,使得所述第二端面指向下方。将盘状的占位件15装入到圆形的开口中。所述占位件15完全填充第二端侧中的开口。将所述颗粒过滤器8放置到占位件15上。将所述刚性过滤器1如此放置到颗粒过滤器8上,使得所述流入侧的端面sf.e指向颗粒过滤器8并且由此指向占位件15。在壳体7的罩面和过滤器1的罩面m之间出现环绕的间隙sp。
123.将可流动的粒料13从上方倒入这个间隙sp中或者以其它方式将其装入、例如在已经对其进行加热之后将其装入。所述粒料13向下流动并且填充间隙sp并且包围着占位件(platzhalter)15。所述间隙优选如此设计而成,从而没有或仅有少量可流动的粒料13进入
过滤器1的通道并且堵塞所述通道。在一些情况下,可能有意义的是,所述粒料13在小范围内挤入到通道中,以便更好地将过滤器1与粒料13连接起来。在许多情况下,所述粒料13与在一定的程度上与刚性过滤器1相连接。
124.所述粒料13进行时效硬化,例如方法是:对其进行冷却或者所述粒料13中的固化剂发生化学变化。时效硬化的粒料13形成包套3。一旦所述粒料13时效硬化到足够的程度,就移去所述占位件15,从而形成流入侧的开口
ö
.e。示意性示出的切割工具26切下向上突出超过壳体7的粒料13。
125.将所述带有螺纹5的盖2从上方安放到壳体7上并且与壳体7机械地连接起来。可选将所述防火膜4粘贴到壳体7的罩面上。现在制造了按照图1和图2的过滤单元100。
126.图4和图5示意性地示出了无刚性壳体7的过滤单元100的制造。图4示出了工具的以下组成部分,所述工具用于制造这种过滤单元100、优选用于先后制造多个相同类型的按本发明的过滤单元100:
‑ꢀ
呈筒形的罐的形式的成形的本体(可重复使用的原型)10,多个开口被嵌入到所述本体的罩面中,
‑ꢀ
用于成形的本体10的盖11,优选同样多个开口被嵌入到所述盖中,
‑ꢀ
处于所述罐形的本体10的底部上的盘形的凸起14和
‑ꢀ
多个处于所述本体10的罩面中的开口的高度上的喷嘴12.1、
…
、12.6。
127.所述罐形的本体10的内壁限定并且包围筒形的空腔。这个空腔的直径大于筒形的过滤器1的直径。因此,在本体10中的过滤器1的罩面m和本体10的罩面的内壁之间出现环绕的间隙sp。
128.按照图4和图5的制造方法包括以下步骤:
‑ꢀ
所述罐形的本体10如此被定位,使得其向上敞开。
129.‑ꢀ
可选将颗粒过滤器8放到罐形的本体10的底部上或放到凸起14上。
130.‑ꢀ
制造或者提供所述过滤器1并且将其如此放入到罐形的本体10中,使得所述过滤器1的中轴线ma与罐10的中轴线相一致并且筒形的过滤器1的一个端面竖立在凸起14上并且另一个端面朝上。所述凸起14小于端面,使得所述端面朝所有侧面突出超过凸起14。竖立于凸起14上的端面成为流入侧的端面sf.e,另一个端面成为流出侧的端面sf.a。可选将所述过滤器1如此放置到颗粒过滤器8上,使得流入侧的端面sf.e接触颗粒过滤器8。
131.‑ꢀ
将如上面所描述的那样在室温下具有松散材料的形状的粒料13从上方送至间隙sp中。优选送入如此多的粒料13、使得整个间隙sp直到本体10的上部的边缘用粒料13来填充。也可能的是,所述间隙sp的上部的区域没有粒料13。
132.‑ꢀ
将所述盖11安放到成形的本体10上并且优选可松开地与该本体10连接起来。
133.‑ꢀ
所述喷嘴12.1、
…
、12.6喷出热的水蒸汽或者其他热蒸汽,试参照图4。
134.‑ꢀ
这种热蒸汽穿过本体10的罩面中以及盖11中的开口并且抵达间隙sp中的粒料13处。
135.‑ꢀ
所述粒料13由于蒸汽和加热而变成液态的或粘稠的。在这种情况下,可选所述粒料13发生膨胀。
136.‑ꢀ
结束经过加热的蒸汽的输送。所述间隙sp中的粒料13进行时效硬化。所述间隙sp中的粒料13的时效硬化一方面由成形的本体10和盖11限制并且另一方面由过滤器1限
制。因此所述粒料13在压力下时效硬化。所述粒料13可选在时效硬化时收缩。
137.‑ꢀ
在一种设计方案中,所述粒料13在时效硬化时在一定程度上与过滤器1材料融合地连接。
138.‑ꢀ
在时效硬化之后,所述时效硬化的和凝固的粒料13围绕着罩面m并且围绕着过滤器1的流入侧的端面sf.e的一部分形成包套3。所述盘形的凸起14引起流入侧的开口
ö
.e的形成。液态的粒料13能够从下方、但不是从侧面挤入到过滤器1中的通道中。所述流入侧的开口
ö
.e由于凸起14而没有粒料。
139.‑ꢀ
在所述粒料13完全时效硬化之后,围绕着所述过滤器1形成可变形的包套3。在一种设计方案中,这个包套3材料融合地与过滤器1的罩面m相连接。
140.‑ꢀ
再次移除所述盖11并且沿着方向s将被包覆的过滤器1从本体10中推出来,试参照图5。
141.‑ꢀ
在一种设计方案中,所述凸起14属于冲头,所述冲头被移出并且将被包覆的过滤器1沿着方向s从本体10中推出去。
142.‑ꢀ
当所述过滤器1被从罐10中推出来时,借助于切割工具26来切下通过所述本体10的罩面中的开口膨胀出来的粒料13并且因此使其与包套3分开。可选使所述盖11如此沿着垂直于方向s的方向移动或偏转,从而也切下通过所述盖11中的开口而排出的粒料13。
143.‑ꢀ
现在制造了筒形的被包覆的过滤器1。可选优选通过粘接将所述防火膜4与被包覆的过滤器1的罩面m材料融合地连接起来。
144.‑ꢀ
制造所述盖2和螺纹5并且将其彼此连接起来,这优选与过滤器1的制造和包覆分开地执行。
145.‑ꢀ
优选通过材料融合的连接、特别优选通过粘接将所述盖2与包套3的指向呼出侧的端面sf.a连接起来。
146.现在制造了适合于使用的过滤单元100。
147.在该方法的一种未示出的改动方案中,在所述被包覆的过滤器1还处于成形的本体10中时,将所述包括螺纹5的盖2与包套3的向上指向的端面连接起来。
148.在该方法的另一种改动方案中,在装入粒料13之前不仅将所述过滤器1而且额外地将所述膜4送至罐10中。将所述膜4从内部送至罐10的环绕的内壁,从而理想地在所述膜4和所述内壁之间不出现间距。然后将所述粒料13送至膜4和过滤器1之间的间隙sp中。在输送热蒸汽之后,所述粒料13不仅与过滤器1而且与膜4材料融合地连接。在一种设计方案中,从上方通过盖11并且从下方通过罐10的底部中的开口来送入热蒸汽,而所述罐10的罩面则没有开口。
149.图6示出了按照泡沫材料实施例的过滤单元100。相同的组成部分具有与在按照粒料实施例的过滤单元100中相同的附图标记(图1和图2)。
150.按照泡沫材料实施例的过滤单元100不是拥有由时效硬化的粒料13构成的包套3,而是拥有呈由可变形的材料、尤其由以下材料中的至少一种材料、可选由以下材料中的多种材料的混合物构成的模制件的形式的包套9:
‑ꢀ
膨胀的热塑性泡沫材料,
‑ꢀ
由硅酮构成的弹性体,
‑ꢀ
由天然橡胶构成的弹性体(口语中称为“橡胶”)。
151.这个包套9与包套3一样接收动能并且包围着过滤器1的整个罩面m,但是在该实施例中不覆盖过滤器1的端面sf.e、sf.a并且也不突出超过过滤器1的流入侧的端面sf.e。因此,所述流入侧的开口
ö
.e占据过滤器1的整个指向流入侧的端面sf.e。刚性壳体7包围着包套9的罩面和流入侧的开口
ö
.e。所述防伸入机构6材料融合地与壳体7相连接并且覆盖流入侧的开口
ö
.e并且因此覆盖整个指向流入侧的端面sf.e。在所述防伸入机构6和所述过滤器1的流入侧的端面sf.e之间存在颗粒过滤器8。
152.在一种优选的设计方案中,由连续的软管19来制造所述包套9,所述软管由上面所提到的可变形材料之一构成。图7和图8示出,如何由液态的塑料24来制造这个软管19。用于制造软管19的优选的装置包括如下组成部分:
‑ꢀ
具有圆形的模芯25和至少一个隔条23的阴模21,
‑ꢀ
胶粘工具22和
‑ꢀ
未示出的进给工具。
153.所述阴模21在垂直于图7的图纸平面的平面中延伸并且处于图8的图纸平面中。图8示出了阴模21沿着图5的层面b
‑
b的情况。所述阴模21具有圆形的留空部。所述隔条23或多个隔条将圆形的模芯25保持在这个圆形的留空部的中心,使得所述阴模21在总体上提供呈圆环(环面)形式的留空部。
154.所述进给工具通过这个呈圆环的形式的留空部来挤压液态的塑料24。优选事先以化学的和/或物理的方式给这种塑料24掺入燃气。在图7中通过箭头pr来表示,所述进给工具沿着哪个方向将液态的塑料24挤压通过阴模21。由此产生连续的软管,该软管时效硬化并且通过时效硬化变成由可变形的材料构成的软管19。所述粘合工具22封闭这个软管中的所述或每个间隙,所述隔条23产生所述间隙。
155.图9示意性地示出了如何在使用连续的软管19的情况下制造包套9的一种可能的实施方式。优选的制造方法包括以下步骤:
‑ꢀ
示意性示出的具有切削刃20的切削工具从软管19上切下一个区段。这个软管区段的长度优选等于过滤器1的长度,即等于过滤器1的两个端面sf.e、sf.a之间的间距。所切下的软管区段也能够比过滤器1长。
156.‑ꢀ
将这个软管区段如此拉到过滤器1上,使得所述软管区段的内壁在可松开地保持的过滤器1的罩面m上滑动。也可能的是,将所述过滤器1推入到软管区段中。在这两种情况下,使所述软管区段沿着进给方向vr相对于过滤器1运动。
157.‑ꢀ
在这两种情况下,所述被切下的软管区段在相对运动之后形成包套9。在相对运动之后,所述过滤器1的罩面m完全被包套9包围。将所述带有螺纹5的盖2材料融合地与这个包套9的端面连接起来,将所述防伸入机构6与另一端面材料融合地连接起来。
158.在一种改动方案中,首先将所述软管19拉到过滤器1上或者将所述过滤器1插入到软管19中,其中所述软管19的内壁在过滤器1的罩面m上滑动。接着,借助于切削刃20将所述软管19的包围着罩面m的那个区段从软管19的其余部分上切下来。
159.可能的是,对所述软管19或被切下的软管区段加热并且其由此而膨胀。将所述过滤器1推入到膨胀的软管19或膨胀的被切下的软管区段中。所述软管19或软管区段再次收缩并且夹紧过滤器1。
160.在另一种改动方案中,将所述包括刚性过滤器1和被切下的软管区段的工件插到
刚性壳体7中或者将所述刚性壳体7拉到这个工件上。接着,将所述具有螺纹5的盖2材料融合地与刚性壳体7连接起来。
161.附图标记列表:
1由活性炭(整料)构成的过滤器,具有带一个罩面m和两个端面sf.e、sf.a的筒的形状,被平行的通道贯穿2过滤单元100的盖,与刚性壳体7或颗粒泡沫3或软管区段9材料融合地连接3呈已时效硬化的粒料13的形式的包套,包围着过滤器1的罩面m,能够突出超过流入侧的端面sf.e,由粒料13来产生,被刚性壳体7所包围4可选的防火膜,在外部被粘贴到刚性壳体7上或被粘贴到包套3、9上5螺纹,与盖2固定地连接6流入侧的开口
ö
.e之前的防伸入机构7刚性壳体,具有筒的形状,包围着包套3、98流入侧的端面sf.e之前的由纸构成的可选的颗粒过滤器,处于过滤器1和防伸入机构6之间9由可变形材料、特别是热塑性泡沫材料或弹性体构成的包套包围着过滤器1的罩面m,由软管19产生,其中切削刃20从软管9上切下一区段10呈罐的形式的成形的本体(原型),限定了用于接收过滤器1的筒形的空腔11用于成形的本体10的盖12.1、
…
将热蒸汽喷入到罐10的内部的喷嘴13粒料,其被装入到刚性壳体7中或者被装入到成形的本体10中并且然后包围着过滤器1的罩面m,所述粒料作可流动的材料起作用14处于成形的本体10的底部上的盘形的凸起,该凸起产生流入侧的开口
ö
.e,将被包覆的过滤器1从所述本体10中推出来15用于包套3中的流入侧的开口的盘形的占位件,在制造时布置在壳体7的底部上19由热塑性泡沫材料制成的连续软管,从所述软管上切下所述包套920切削刃,其从软管19上切下所述包套921阴模,通过该阴模挤压液态的塑料24,以便产生软管19,该阴模包括模芯25和隔条2322将软管19封闭的粘接工具23阴模21中的隔条,固持着模芯2524液态塑料,由该液态塑料制造软管19,可选掺入燃气25阴模21中的模芯,由隔条23固持26切削工具,其切下在时效硬化后突出超过罐10的粒料13100过滤单元,包括过滤器1、盖2、螺纹5和防伸入机构6以及由时效硬化的粒料构成的包套3(粒料
‑
实施例)或由泡沫材料或橡胶构成的包套9(泡沫
‑
实施例)l方向,被吸入的呼吸空气沿着该方向贯穿流过过滤单元100m筒形的过滤器1的罩面,被包套3、9包围ma筒形的过滤器1的中轴线
ö
.a流出侧的开口,布置在盖2中
ö
.e流入侧的开口,通过防伸入机构6来保护pr方向,进给工具沿着该方法将液态塑料24挤压穿过阴模21s方向,冲头沿着该方向用所述凸起13将被包覆的过滤器1从成形的本体10中推出来sf.a筒形的过滤器1的流出侧的端面,垂直于中轴线masf.e筒形的过滤器1的流入侧的端面,垂直于中轴线masp刚性壳体7的内壁或成形的本体10的罩面m与壳体7/本体10中的过滤器1的罩面m之间的间隙,用粒料13填充vr进给方向,使软管19沿着该进给方向相对于过滤器1运动,以便产生包套9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。